

Controlled Move Show times in TMUs and seconds. (1) An associate grasps an oven door within reach
Fantastic news! We've Found the answer you've been seeking!
Question:
Controlled Move Show times in TMUs and seconds.
(1) An associate grasps an oven door within reach and pulls itopen 18 inches with the left hand (he does not relinquish controlof the door). With a pan in the right hand, he carefully positionsthe pan in the oven and then slides it 6 inches with high control.He removes his hand for safety reasons and then closes thedoor.
(2) Gain control of a lever, hidden from view, within reach andpull it 18 inches down and then 10 inches to the side.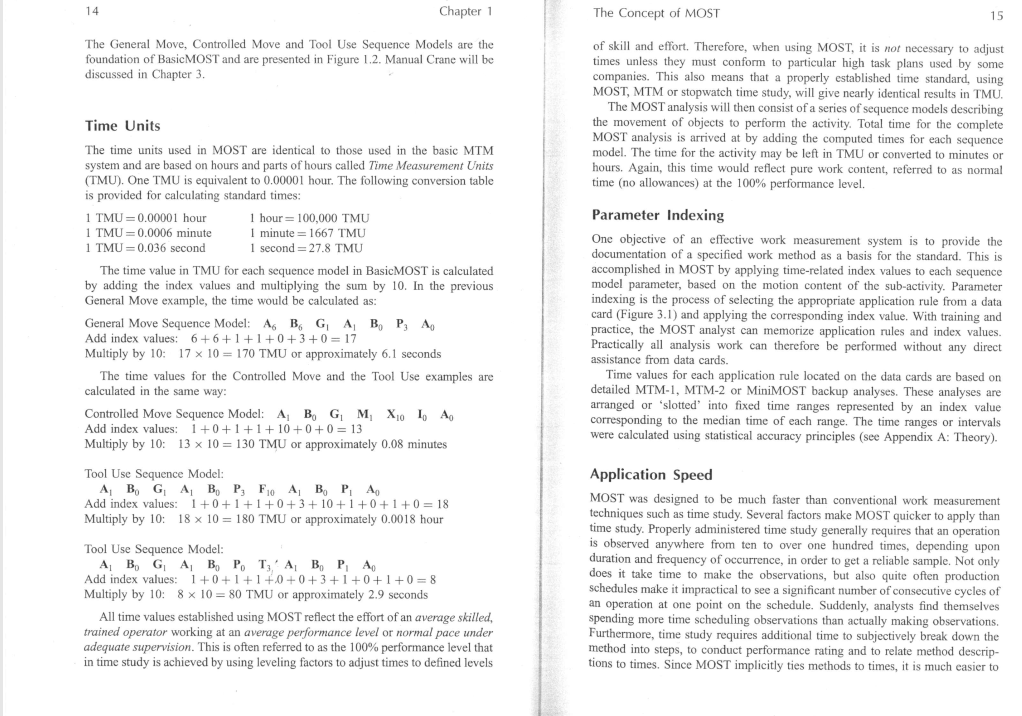
Expert Answer:
To calculate the times in Time Measurement Units TMUs and seconds for the two Controlled Move scenarios provided in the question we will use the Contr... View the full answer

Related Book For 
Niebels Methods, Standards and Work Design
ISBN: 978-0073376318
13th edition
Authors: Andris Freivalds, Benjamin Niebel
Posted Date:
