

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
1.- Write a word address program for milling the inside and the outside of the part shown in the Figure. 4-5 -50 80 Metric
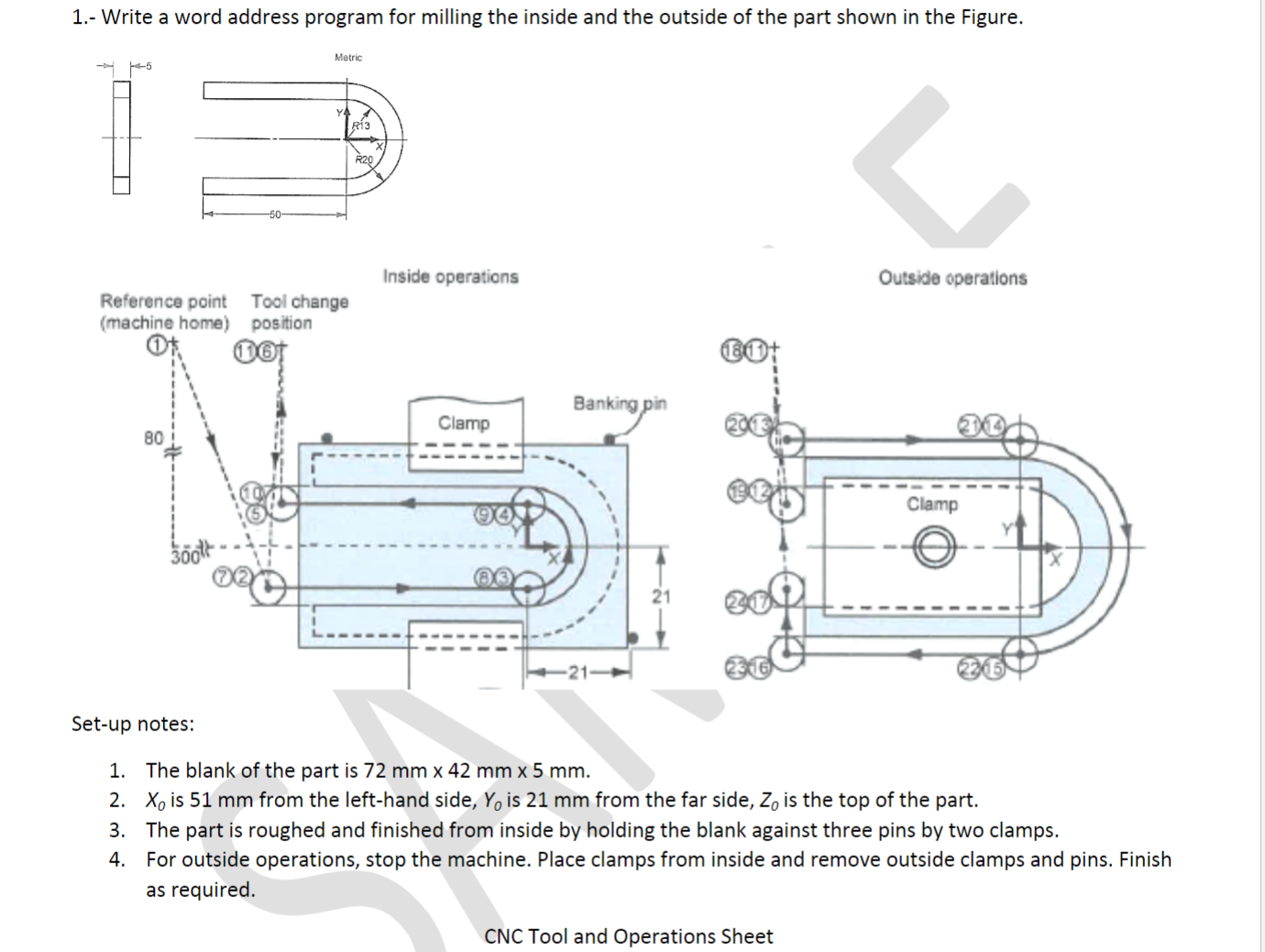
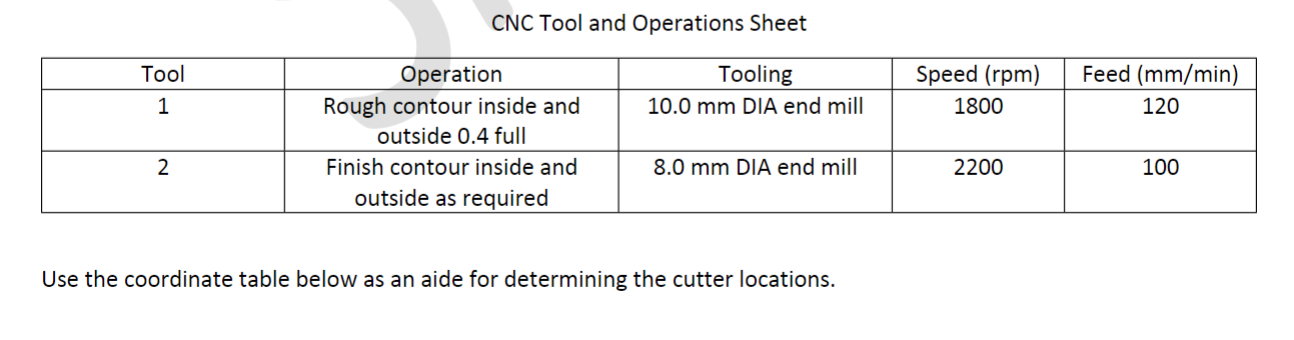
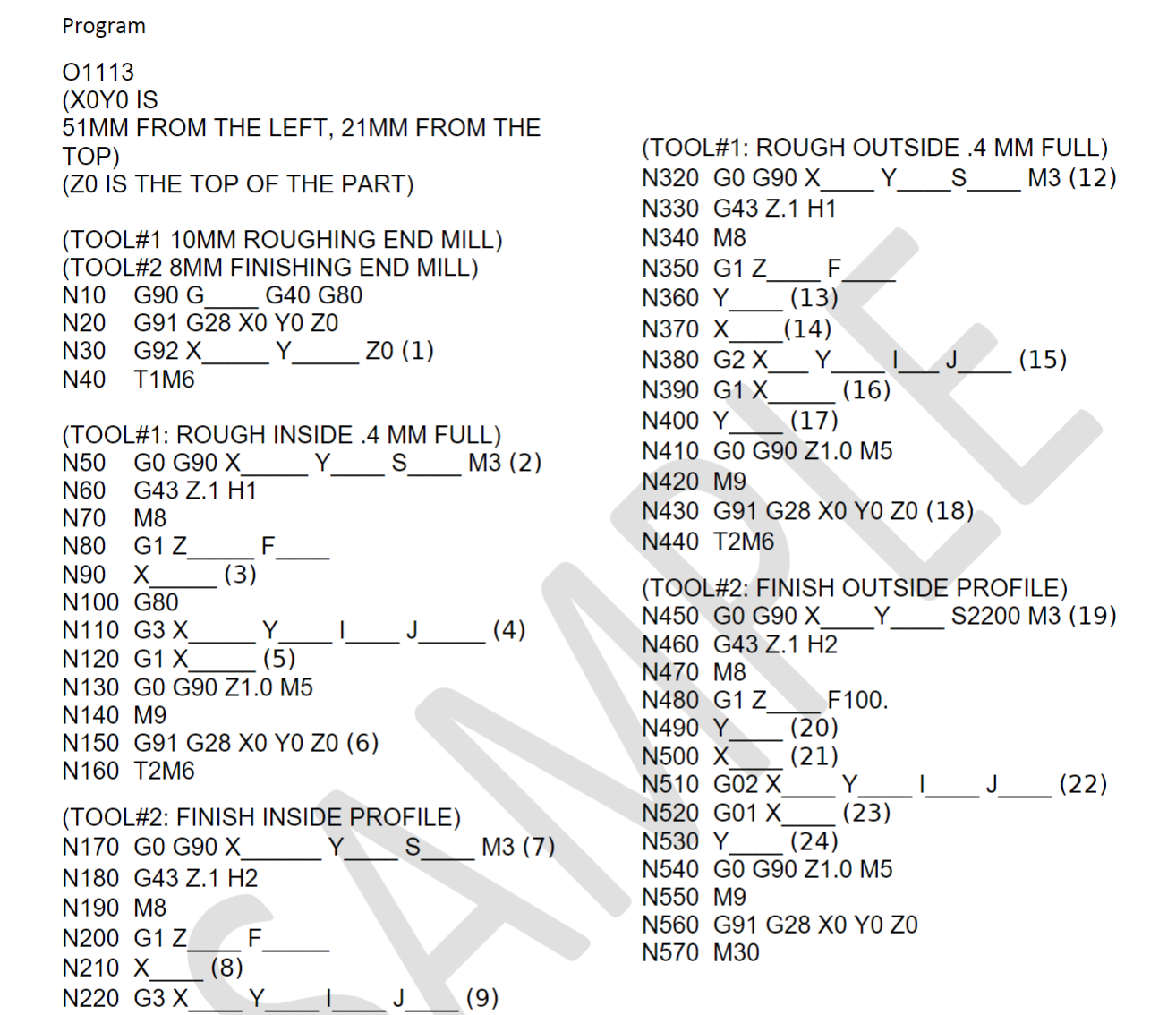
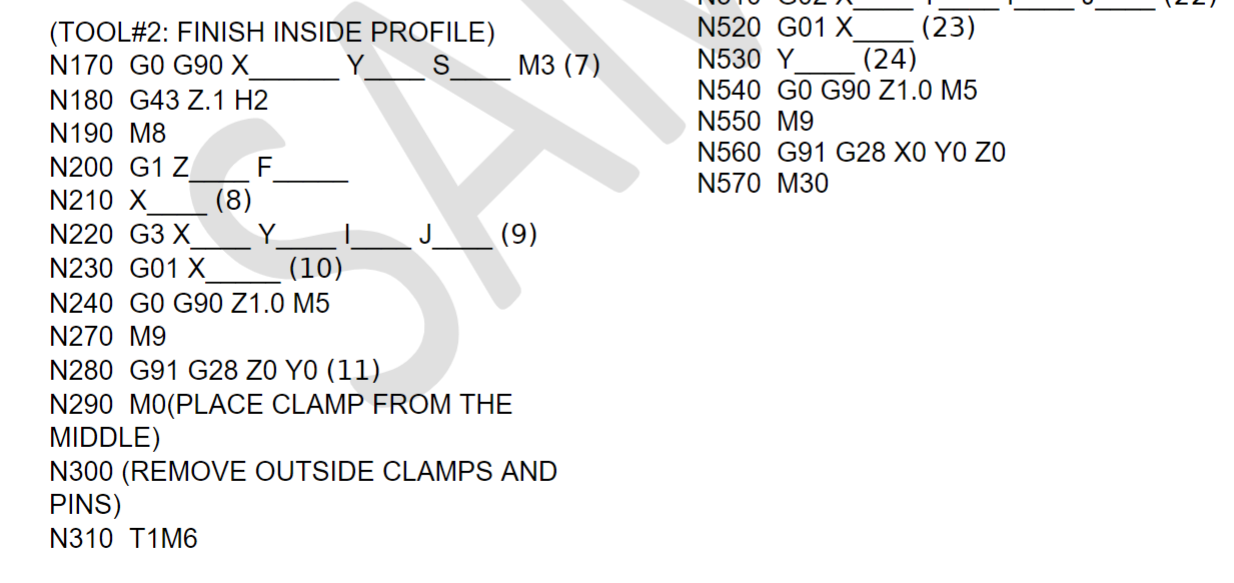
1.- Write a word address program for milling the inside and the outside of the part shown in the Figure. 4-5 -50 80 Metric Y Reference point Tool change (machine home) position R13 R20 Inside operations Clamp Banking pin Outside operations CNC Tool and Operations Sheet Clamp Set-up notes: 1. The blank of the part is 72 mm x 42 mm x 5 mm. 2. X, is 51 mm from the left-hand side, Yo is 21 mm from the far side, Zo is the top of the part. 3. The part is roughed and finished from inside by holding the blank against three pins by two clamps. 4. For outside operations, stop the machine. Place clamps from inside and remove outside clamps and pins. Finish as required. Tool 1 2 CNC Tool and Operations Sheet Tooling 10.0 mm DIA end mill Operation Rough contour inside and outside 0.4 full Finish contour inside and outside as required 8.0 mm DIA end mill Use the coordinate table below as an aide for determining the cutter locations. Speed (rpm) 1800 2200 Feed (mm/min) 120 100 Program 01113 (XOYO IS 51MM FROM THE LEFT, 21MM FROM THE TOP) (ZO IS THE TOP OF THE PART) (TOOL#1 10MM ROUGHING END MILL) (TOOL#2 8MM FINISHING END MILL) N10 G90 G G40 G80 N20 G91 G28 X0 YO ZO N30 G92 X Y N40 T1M6 (TOOL#1: ROUGH INSIDE .4 MM FULL) N50 GO G90 X Y S M3 (2) N60 G43 Z.1 H1 N70 M8 N80 G1 Z N90 X (3) F N100 G80 N110 G3 X N120 G1 X N130 GO G90 Z1.0 M5 N140 M9 N150 G91 G28 XO YO ZO (6) N160 T2M6 (8) Y (5) ZO (1) (TOOL#2: FINISH INSIDE PROFILE) N170 GO G90 X N180 G43 Z.1 H2 N190 M8 N200 G1 Z N210 X N220 G3 X F Y J__________ (4) YS M3 (7) (9) (TOOL#1: ROUGH OUTSIDE .4 MM FULL) N320 GO G90 X M3 (12) Y S N330 G43 Z.1 H1 N340 M8 N350 G1 Z N360 Y N370 X N380 G2 X N390 G1 X N400 Y (17) N410 GO G90 Z1.0 M5 N420 M9 N430 G91 G28 XO YO ZO (18) N440 T2M6 F (13) (14) Y (16) (TOOL#2: FINISH OUTSIDE PROFILE) N450 GO G90 X S2200 M3 (19) Y N460 G43 Z.1 H2 N470 M8 N480 G1 Z N490 Y F100. (20) (21) N500 X N510 G02 X N520 G01 X N530 Y (24) N540 GO G90 Z1.0 M5 N550 M9 Y (23) (15) N560 G91 G28 XO YO ZO N570 M30 (22) (TOOL#2: FINISH INSIDE PROFILE) Y N170 GO G90 X S N180 G43 Z.1 H2 N190 M8 N200 G1 Z N210 X N220 G3 X N230 G01 X (8) F M3 (7) (9) (10) N240 GO G90 Z1.0 M5 N270 M9 N280 G91 G28 ZO YO (11) N290 MO(PLACE CLAMP FROM THE MIDDLE) N300 (REMOVE OUTSIDE CLAMPS AND PINS) N310 T1M6 N520 G01 X (23) N530 Y (24) N540 GO G90 Z1.0 M5 N550 M9 N560 G91 G28 XO YO ZO N570 M30
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Income Tax Fundamentals 2013
Authors: Gerald E. Whittenburg, Martha Altus Buller, Steven L Gill
31st Edition
1111972516, 978-1285586618, 1285586611, 978-1285613109, 978-1111972516