

Question: 5. Using control charts, develop three recommendations for AAA Printing Company. AAA Printing produces the literature that goes with a bicycle. Downtime often occurs with
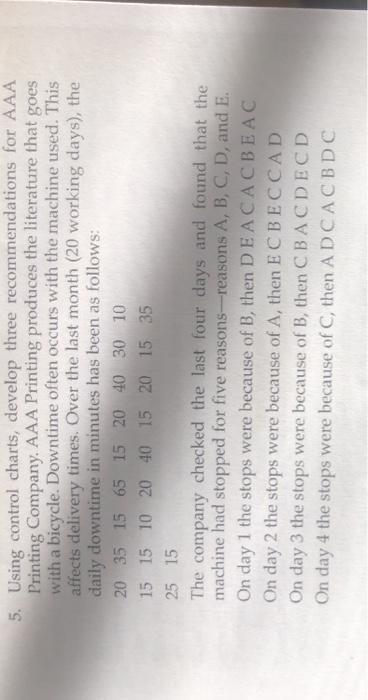
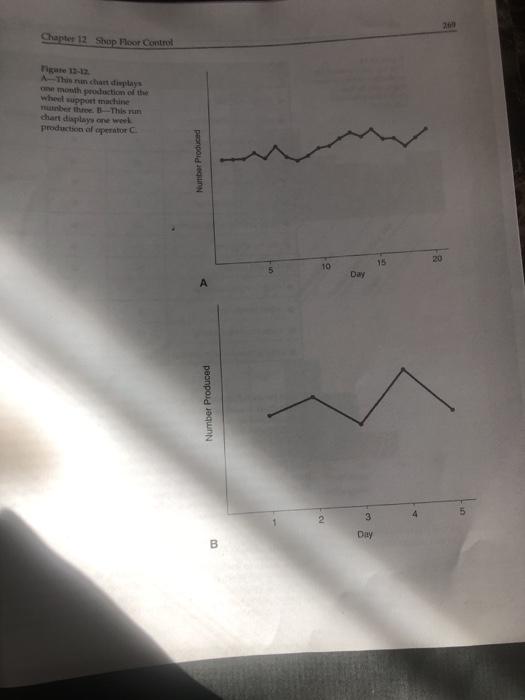
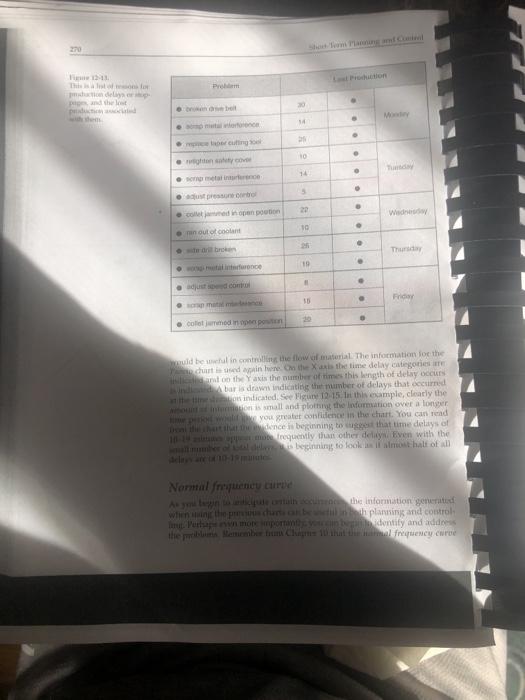
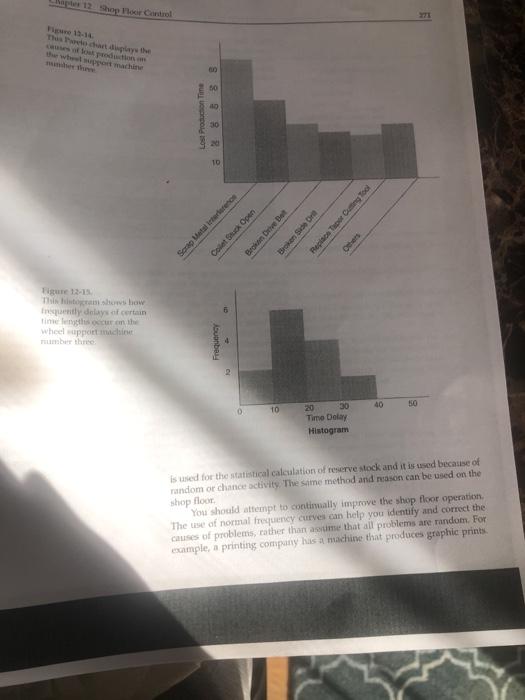
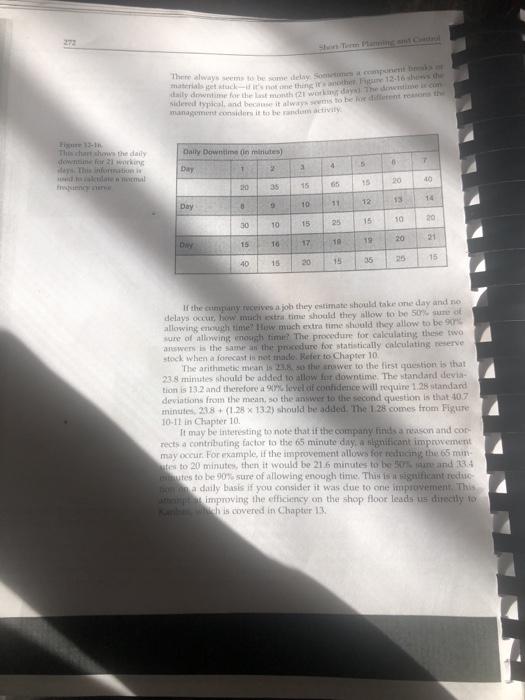
5. Using control charts, develop three recommendations for AAA Printing Company. AAA Printing produces the literature that goes with a bicycle. Downtime often occurs with the machine used. This affects delivery times. Over the last month (20 working days), the daily downtime in minutes has been as follows: 20 35 15 65 15 20 40 30 10 15 15 10 20 40 15 20 15 35 25 15 The company checked the last four days and found that the machine had stopped for five reasons-reasons A, B, C, D, and E. On day 1 the stops were because of B, then DEACACBEAC On day 2 the stops were because of A, then E CBECCAD On day 3 the stops were because of B, then CBAC DECD On day 4 the stops were because of C, then ADCACBDC Thend and run charts Trend churts were covered in Chapter. The trend chart was to dip well be the chat to display the efficiency rates of persoanel. For sample the Evans Bydle case operatore Di H as having cency rate of 105 on workstation 12 This rate could have been identif by shop floor personne hybracked the daily production rate of person and compared to the standard for that machine, Other ad should be separated such thwfactors that affect the utilization rather than the efficiency of the operator Ancharted for identifying the total och die een of the operator hoe para 12-12 nachdisplaying the production of the world machine number when making rear wheel supports Assume that operators D, E, and operated the machine at their usual efficiency, and no factors other than those factors afecting the utilizat Figure 12-128 is a run chart displaying the production or operator De Week Assume other factors that affect the efficiency rate are separa were present Pareto charts tunced pahay.to) charts are bar chats with bars de cally and positioned in decreasing order. Usually there is no space betwe the these charts are useful in identifying priorities. For example, poste dat al Evans Bicycle Company that the wheel support machine nu ber 3 is frequently stopping, slowing down, or malfunctioning causing have a utilization rate of 90% (as in Exhibit H of the case). Operators asked to carefully record the reason for any delay or stoppage and the production associated with the delay, Figure 12-13 is an operator's report a one week period This operator's report may add insight to the utilization problems of machine, but a Pareto chat can give a clearer visual picture of the proble and their effect on production. See Figure 12-14. On the X axis (horizon the conditions or causes of lost production are listed, and on the Yaxis tical) the total of lost production due to the various causes are indicated vertical bar is then drawn indicating the lost production. The Pareto char designed to expose Pareto's law, which is a law of 80-20. In this case, Pares law would expect 80% of the lost production time to be due to 20% of problems there are many problems listed in the Others category). Histograms gambarchat with vertical bars, usually with no be ed to determine how frequent something occurs. For example, vans Bicycle Company wishes to know how frequent delay gths occur on the wheel support machine number 3.1 Chapter 12 Shop Floor Control wheel support machine chart displays one week production of operator Number Produced 15 20 10 Day Number Produced 2 3 Day B 11 and the . 3 10 . . come option Wed 10 out of con 10 Friday . colhedon muld be in the flow of material. The information for the tised in the axis the time delay categories on the axis the number of times this length of delay occurs buri dawn indicating the number of delays that occurred les indicated. See 12-15. In this example, clearly the on small and plotting the indurmation over a longer You greater confidence in the chur. You can read hence is beginning to get that time delays of morquently than other delay Even with the Normalfruene care Atlet the information generated when the producent planning and control Portemonopondentify and address the problema Member Climal frequency curve 12.Shop Floor Control These the wheeport machine 10 OG 150 10 Scrap Metal Come Open Bro Drive Bar Broken Sie Heplace or ang Tool Others Higure 12-13 That shows how Intly delays of certain Tin lentourne Wheelsuprotnie Guantes 2 40 50 10 20 30 Time Delay Histogram is used for the statistical calculation of reserve stock and it is used because of random or chance activity. The same method and reason can be used on the shop floor You should attempt to continually improve the shop floor operation The use of normal frequency curves can help you identify and correct the Causes of problems, rather than assume that all problems are random. For caample, a printing company has a machine that produces graphic prints. There always seems to be made by some component daily downtime for the word die.com sidered and to be interest management consider it to be rand activity Daily Downtime (in minutes) That shows the daily down This mal 4 Day 10 15 20 35 10 11 12 Day 15 10 20 30 10 15 21 TO 19 17 DW 15 10 35 35 15 40 15 20 in the city rucives a job they estimate should take one day and no delays occur, how much extra time should they willow to be sure o allowing machine? How much extra time should they allow to be on sure of allowing nough time. The procedure for calculating these two answer is the same as the procedure for statistically calculating reserve stock when a forecastinot mado. Refer to Chapter 10 The arithmetic means the swer to the first question is that 23.8 minutes should be added to allow for downtime. The Mandard devia tion is 132 and therefore a loved confidence will require 1.28 standard deviations from the means the answer to the second question is that 10.7 minutes 238 +(1.28 x 13.2) should be added. The 1.28 comes from Figure 10-11 in Chapter 10 It may be interesting to note that if the company finis a mason and cop rects a contributing factor to the 65 minute daya lgnificant improvement may occur. For example, if the improvement allows for reducing the 65 mm to 20 minutes, then it would be 216 minutes to be me and 13.1 utes to be 90% sure of allowing enough time. This significant reduc on a daily basis if you consider it was due to one improvement. This improving the efficiency on the shop floor leads us directly to his covered in Chapter 1 5. Using control charts, develop three recommendations for AAA Printing Company. AAA Printing produces the literature that goes with a bicycle. Downtime often occurs with the machine used. This affects delivery times. Over the last month (20 working days), the daily downtime in minutes has been as follows: 20 35 15 65 15 20 40 30 10 15 15 10 20 40 15 20 15 35 25 15 The company checked the last four days and found that the machine had stopped for five reasons-reasons A, B, C, D, and E. On day 1 the stops were because of B, then DEACACBEAC On day 2 the stops were because of A, then E CBECCAD On day 3 the stops were because of B, then CBAC DECD On day 4 the stops were because of C, then ADCACBDC Thend and run charts Trend churts were covered in Chapter. The trend chart was to dip well be the chat to display the efficiency rates of persoanel. For sample the Evans Bydle case operatore Di H as having cency rate of 105 on workstation 12 This rate could have been identif by shop floor personne hybracked the daily production rate of person and compared to the standard for that machine, Other ad should be separated such thwfactors that affect the utilization rather than the efficiency of the operator Ancharted for identifying the total och die een of the operator hoe para 12-12 nachdisplaying the production of the world machine number when making rear wheel supports Assume that operators D, E, and operated the machine at their usual efficiency, and no factors other than those factors afecting the utilizat Figure 12-128 is a run chart displaying the production or operator De Week Assume other factors that affect the efficiency rate are separa were present Pareto charts tunced pahay.to) charts are bar chats with bars de cally and positioned in decreasing order. Usually there is no space betwe the these charts are useful in identifying priorities. For example, poste dat al Evans Bicycle Company that the wheel support machine nu ber 3 is frequently stopping, slowing down, or malfunctioning causing have a utilization rate of 90% (as in Exhibit H of the case). Operators asked to carefully record the reason for any delay or stoppage and the production associated with the delay, Figure 12-13 is an operator's report a one week period This operator's report may add insight to the utilization problems of machine, but a Pareto chat can give a clearer visual picture of the proble and their effect on production. See Figure 12-14. On the X axis (horizon the conditions or causes of lost production are listed, and on the Yaxis tical) the total of lost production due to the various causes are indicated vertical bar is then drawn indicating the lost production. The Pareto char designed to expose Pareto's law, which is a law of 80-20. In this case, Pares law would expect 80% of the lost production time to be due to 20% of problems there are many problems listed in the Others category). Histograms gambarchat with vertical bars, usually with no be ed to determine how frequent something occurs. For example, vans Bicycle Company wishes to know how frequent delay gths occur on the wheel support machine number 3.1 Chapter 12 Shop Floor Control wheel support machine chart displays one week production of operator Number Produced 15 20 10 Day Number Produced 2 3 Day B 11 and the . 3 10 . . come option Wed 10 out of con 10 Friday . colhedon muld be in the flow of material. The information for the tised in the axis the time delay categories on the axis the number of times this length of delay occurs buri dawn indicating the number of delays that occurred les indicated. See 12-15. In this example, clearly the on small and plotting the indurmation over a longer You greater confidence in the chur. You can read hence is beginning to get that time delays of morquently than other delay Even with the Normalfruene care Atlet the information generated when the producent planning and control Portemonopondentify and address the problema Member Climal frequency curve 12.Shop Floor Control These the wheeport machine 10 OG 150 10 Scrap Metal Come Open Bro Drive Bar Broken Sie Heplace or ang Tool Others Higure 12-13 That shows how Intly delays of certain Tin lentourne Wheelsuprotnie Guantes 2 40 50 10 20 30 Time Delay Histogram is used for the statistical calculation of reserve stock and it is used because of random or chance activity. The same method and reason can be used on the shop floor You should attempt to continually improve the shop floor operation The use of normal frequency curves can help you identify and correct the Causes of problems, rather than assume that all problems are random. For caample, a printing company has a machine that produces graphic prints. There always seems to be made by some component daily downtime for the word die.com sidered and to be interest management consider it to be rand activity Daily Downtime (in minutes) That shows the daily down This mal 4 Day 10 15 20 35 10 11 12 Day 15 10 20 30 10 15 21 TO 19 17 DW 15 10 35 35 15 40 15 20 in the city rucives a job they estimate should take one day and no delays occur, how much extra time should they willow to be sure o allowing machine? How much extra time should they allow to be on sure of allowing nough time. The procedure for calculating these two answer is the same as the procedure for statistically calculating reserve stock when a forecastinot mado. Refer to Chapter 10 The arithmetic means the swer to the first question is that 23.8 minutes should be added to allow for downtime. The Mandard devia tion is 132 and therefore a loved confidence will require 1.28 standard deviations from the means the answer to the second question is that 10.7 minutes 238 +(1.28 x 13.2) should be added. The 1.28 comes from Figure 10-11 in Chapter 10 It may be interesting to note that if the company finis a mason and cop rects a contributing factor to the 65 minute daya lgnificant improvement may occur. For example, if the improvement allows for reducing the 65 mm to 20 minutes, then it would be 216 minutes to be me and 13.1 utes to be 90% sure of allowing enough time. This significant reduc on a daily basis if you consider it was due to one improvement. This improving the efficiency on the shop floor leads us directly to his covered in Chapter 1
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts