

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
9:43 PDF PDF Reader Google Play ll 91% Q < : INSTALL 1/2 CASE 3 Zentrill Zentrill were a medium sized chain of fashion
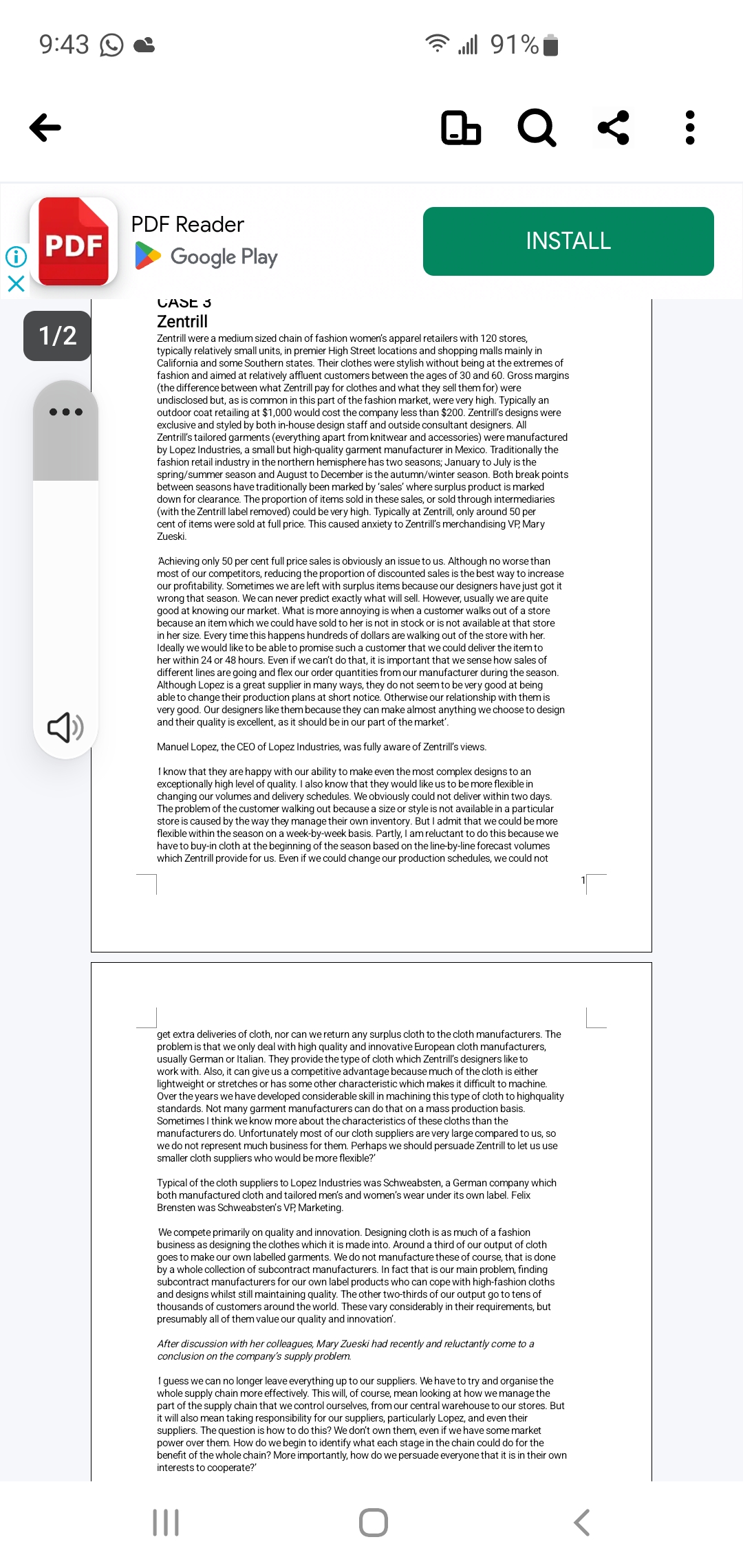
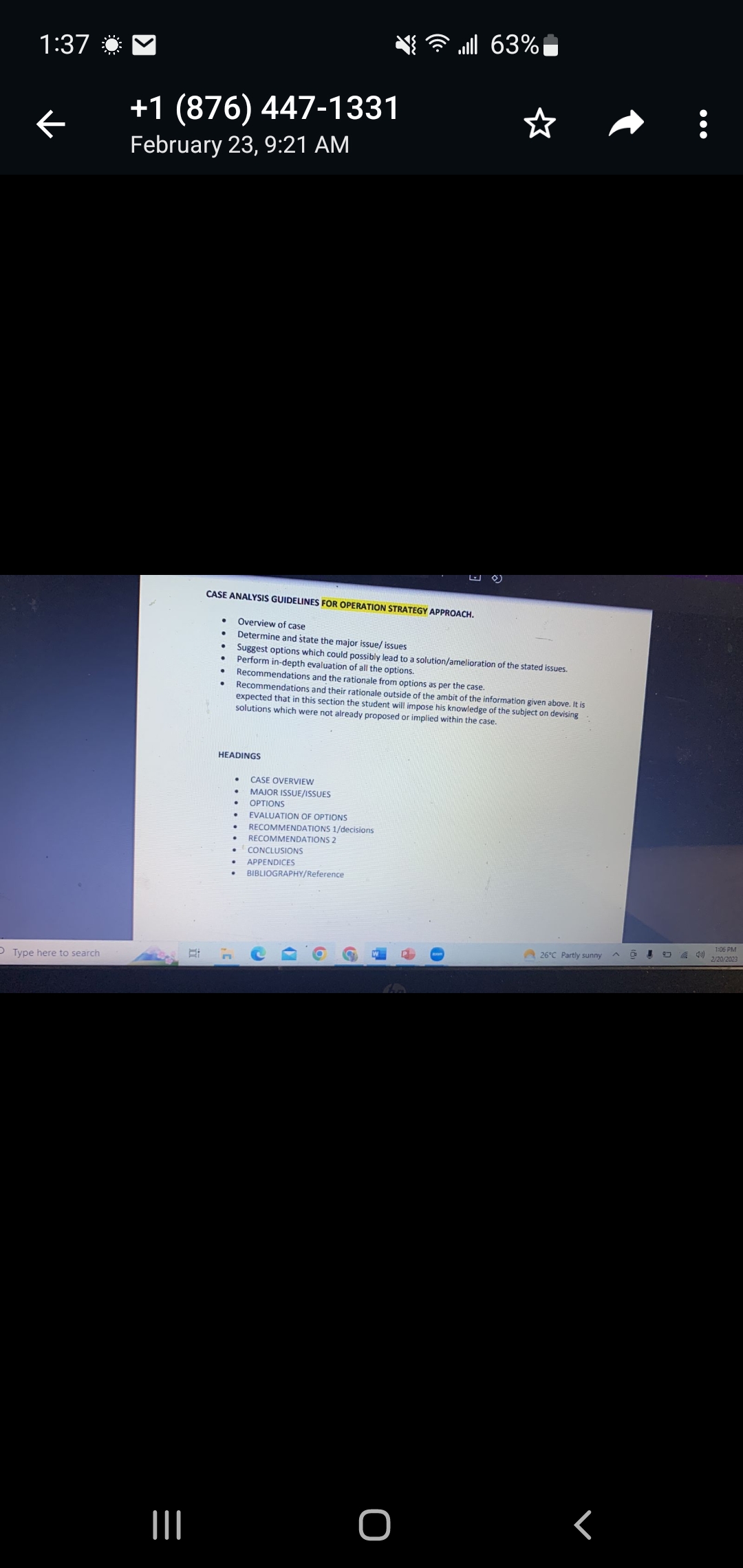
9:43 PDF PDF Reader Google Play ll 91% Q < : INSTALL 1/2 CASE 3 Zentrill Zentrill were a medium sized chain of fashion women's apparel retailers with 120 stores, typically relatively small units, in premier High Street locations and shopping malls mainly in California and some Southern states. Their clothes were stylish without being at the extremes of fashion and aimed at relatively affluent customers between the ages of 30 and 60. Gross margins (the difference between what Zentrill pay for clothes and what they sell them for) were undisclosed but, as is common in this part of the fashion market, were very high. Typically an outdoor coat retailing at $1,000 would cost the company less than $200. Zentrill's designs were exclusive and styled by both in-house design staff and outside consultant designers. All Zentrill's tailored garments (everything apart from knitwear and accessories) were manufactured by Lopez Industries, a small but high-quality garment manufacturer in Mexico. Traditionally the fashion retail industry in the northern hemisphere has two seasons; January to July is the spring/summer season and August to December is the autumn/winter season. Both break points between seasons have traditionally been marked by 'sales' where surplus product is marked down for clearance. The proportion of items sold in these sales, or sold through intermediaries (with the Zentrill label removed) could be very high. Typically at Zentrill, only around 50 per cent of items were sold at full price. This caused anxiety to Zentrill's merchandising VP, Mary Zueski. Achieving only 50 per cent full price sales is obviously an issue to us. Although no worse than most of our competitors, reducing the proportion of discounted sales is the best way to increase our profitability. Sometimes we are left with surplus items because our designers have just got it wrong that season. We can never predict exactly what will sell. However, usually we are quite good at knowing our market. What is more annoying is when a customer walks out of a store because an item which we could have sold to her is not in stock or is not available at that store in her size. Every time this happens hundreds of dollars are walking out of the store with her. Ideally we would like to be able to promise such a customer that we could deliver the item to her within 24 or 48 hours. Even if we can't do that, it is important that we sense how sales of different lines are going and flex our order quantities from our manufacturer during the season. Although Lopez is a great supplier in many ways, they do not seem to be very good at being able to change their production plans at short notice. Otherwise our relationship with them is very good. Our designers like them because they can make almost anything we choose to design and their quality is excellent, as it should be in our part of the market'. Manuel Lopez, the CEO of Lopez Industries, was fully aware of Zentrill's views. 1 know that they are happy with our ability to make even the most complex designs to an exceptionally high level of quality. I also know that they would like us to be more flexible in changing our volumes and delivery schedules. We obviously could not deliver within two days. The problem of the customer walking out because a size or style is not available in a particular store is caused by the way they manage their own inventory. But I admit that we could be more flexible within the season on a week-by-week basis. Partly, I am reluctant to do this because we have to buy-in cloth at the beginning of the season based on the line-by-line forecast volumes which Zentrill provide for us. Even if we could change our production schedules, we could not get extra deliveries of cloth, nor can we return any surplus cloth to the cloth manufacturers. The problem is that we only deal with high quality and innovative European cloth manufacturers, usually German or Italian. They provide the type of cloth which Zentrill's designers like to work with. Also, it can give us a competitive advantage because much of the cloth is either lightweight or stretches or has some other characteristic which makes it difficult to machine. Over the years we have developed considerable skill in machining this type of cloth to highquality standards. Not many garment manufacturers can do that on a mass production basis. Sometimes I think we know more about the characteristics of these cloths than the manufacturers do. Unfortunately most of our cloth suppliers are very large compared to us, so we do not represent much business for them. Perhaps we should persuade Zentrill to let us use smaller cloth suppliers who would be more flexible?' Typical of the cloth suppliers to Lopez Industries was Schweabsten, a German company which both manufactured cloth and tailored men's and women's wear under its own label. Felix Brensten was Schweabsten's VP, Marketing. We compete primarily on quality and innovation. Designing cloth is as much of a fashion business as designing the clothes which it is made into. Around a third of our output of cloth goes to make our own labelled garments. We do not manufacture these of course, that is done by a whole collection of subcontract manufacturers. In fact that is our main problem, finding subcontract manufacturers for our own label products who can cope with high-fashion cloths and designs whilst still maintaining quality. The other two-thirds of our output go to tens of thousands of customers around the world. These vary considerably in their requirements, but presumably all of them value our quality and innovation'. After discussion with her colleagues, Mary Zueski had recently and reluctantly come to a conclusion on the company's supply problem. 1 guess we can no longer leave everything up to our suppliers. We have to try and organise the whole supply chain more effectively. This will, of course, mean looking at how we manage the part of the supply chain that we control ourselves, from our central warehouse to our stores. But it will also mean taking responsibility for our suppliers, particularly Lopez, and even their suppliers. The question is how to do this? We don't own them, even if we have some market power over them. How do we begin to identify what each stage in the chain could do for the benefit of the whole chain? More importantly, how do we persuade everyone that it is in their own interests to cooperate?' ||| 1:37 +1 (876) 447-1331 February 23, 9:21 AM 63% Type here to search CASE ANALYSIS GUIDELINES FOR OPERATION STRATEGY APPROACH. Overview of case Determine and state the major issue/issues 21 ||| . Suggest options which could possibly lead to a solution/amelioration of the stated issues. Perform in-depth evaluation of all the options. Recommendations and the rationale from options as per the case. Recommendations and their rationale outside of the ambit of the information given above. It is expected that in this section the student will impose his knowledge of the subject on devising solutions which were not already proposed or implied within the case. HEADINGS CASE OVERVIEW MAJOR ISSUE/ISSUES OPTIONS EVALUATION OF OPTIONS RECOMMENDATIONS 1/decisions RECOMMENDATIONS 2 CONCLUSIONS APPENDICES BIBLIOGRAPHY/Reference 26C Partly sunny 0 1:06 PM 2/20/2023 >
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Management
Authors: Stephen P Robbins, Mary Coulter
11th Edition
9780273752776, 132163845, 273752774, 978-0132163842