

Question
As part of their explosive atmosphere risk assessment the factory manager used their personal judgement and opinion to classify work areas into hazardous zones. They
As part of their explosive atmosphere risk assessment the factory manager used their personal judgement and opinion to classify work areas into hazardous zones. They quickly decided to classify the whole building as Zone 1. Explain why this may not be the correct decision. Note: your answer must be based on the scenario only.
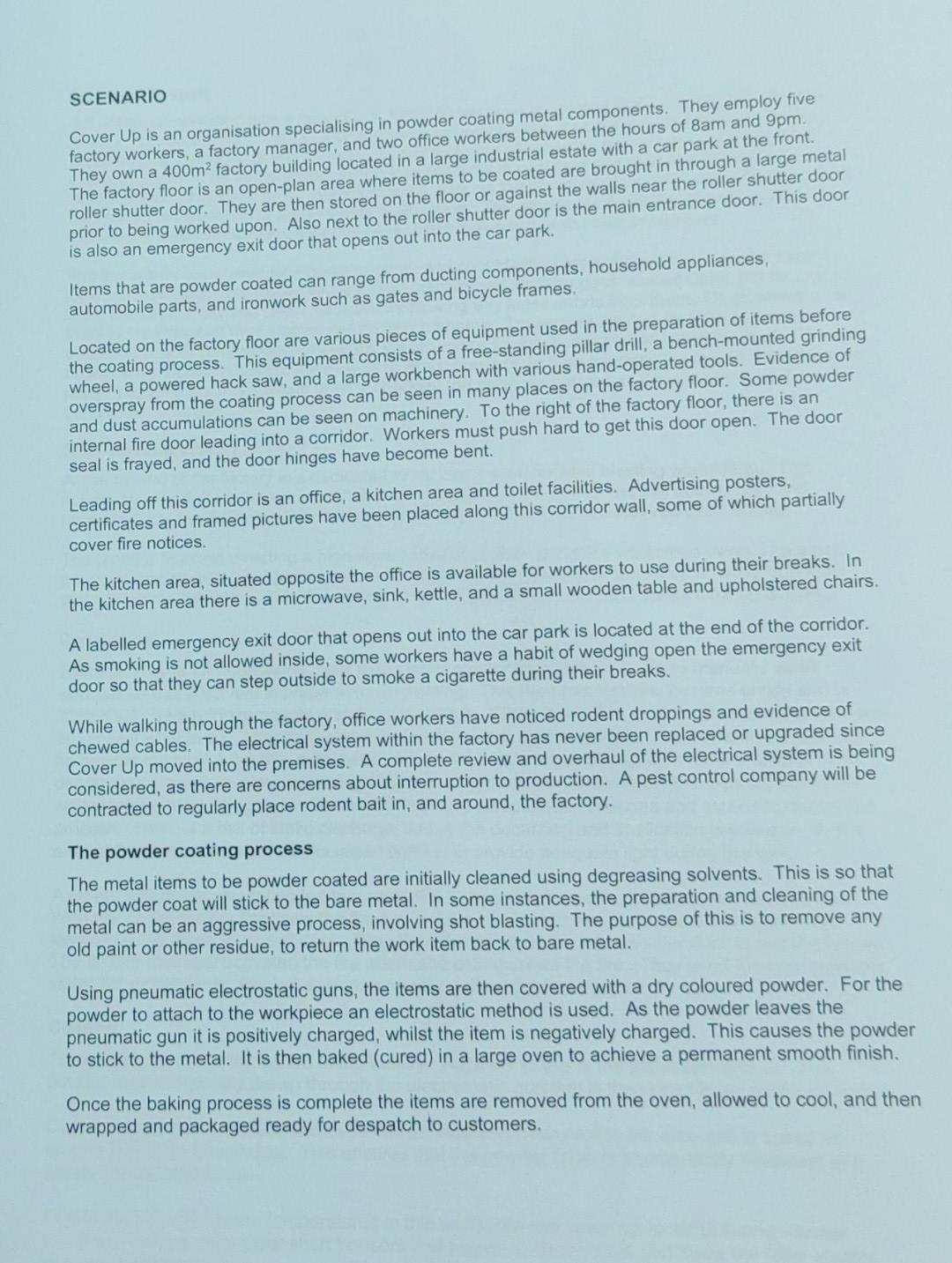
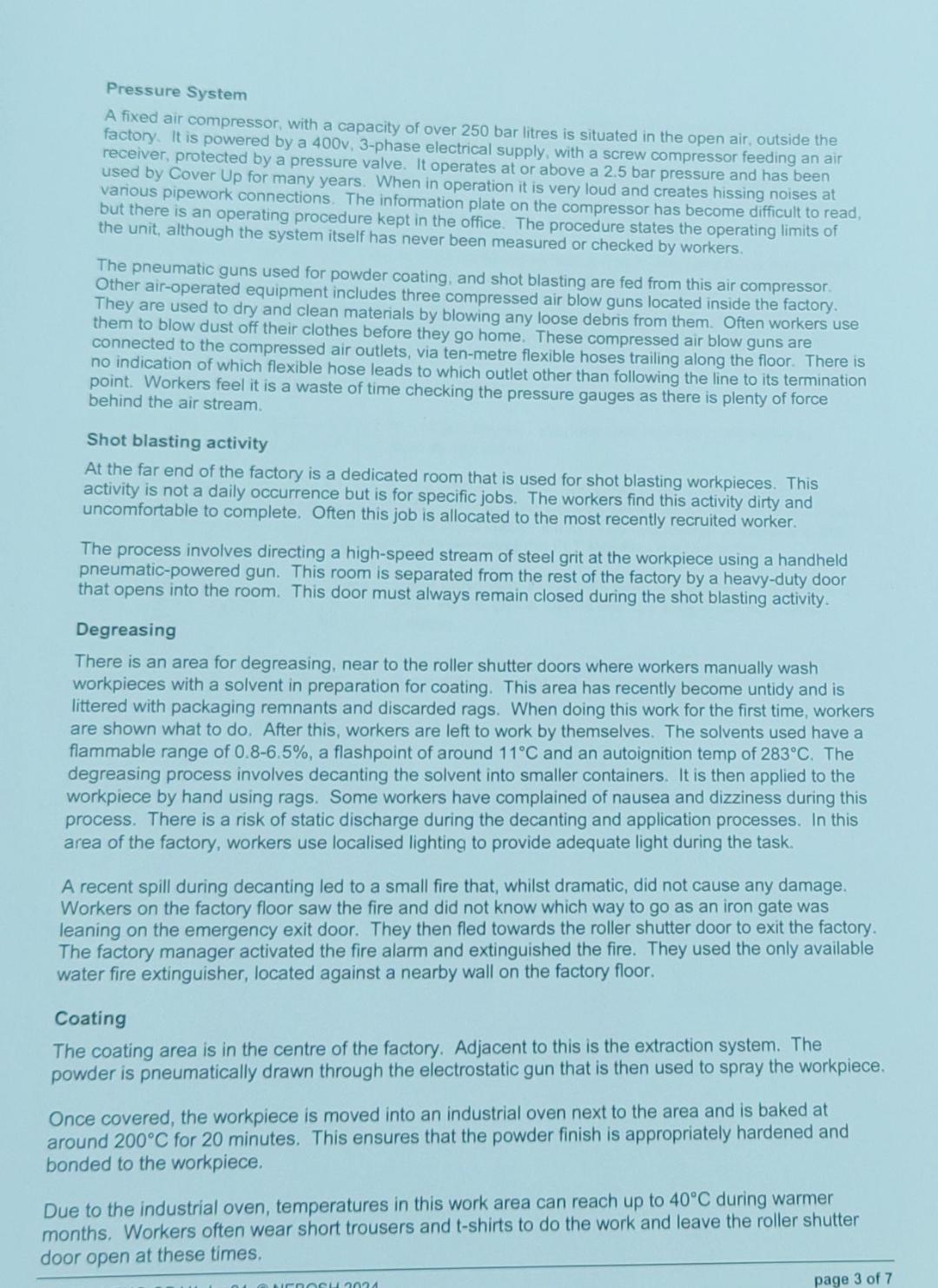
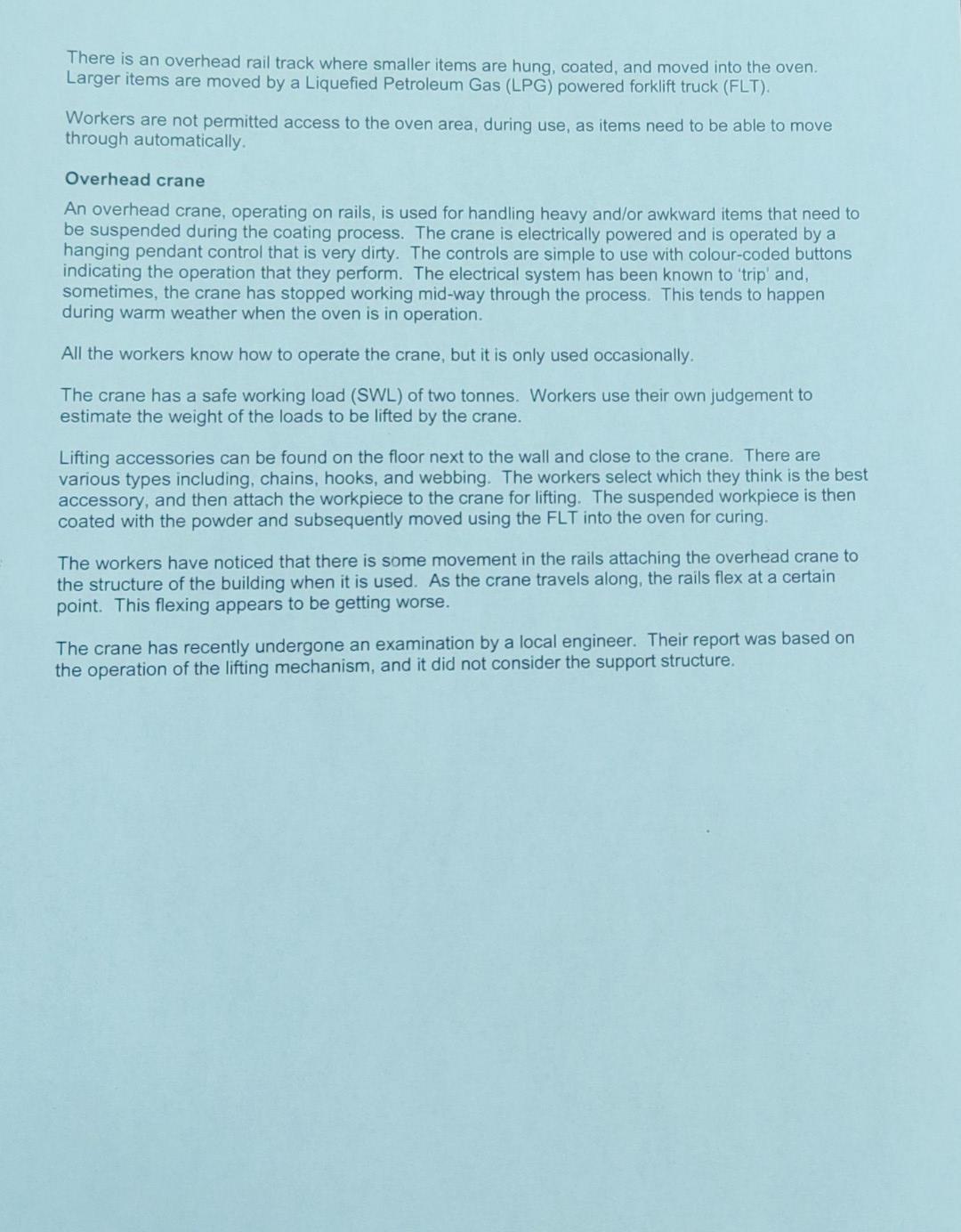
SCENARIO Cover Up is an organisation specialising in powder coating metal components. They employ five factory workers, a factory manager, and two office workers between the hours of 8am and 9pm. They own a 400m2 factory building located in a large industrial estate with a car park at the front. The factory floor is an open-plan area where items to be coated are brought in through a large metal roller shutter door. They are then stored on the floor or against the walls near the roller shutter door prior to being worked upon. Also next to the roller shutter door is the main entrance door. This door is also an emergency exit door that opens out into the car park. Items that are powder coated can range from ducting components, household appliances, automobile parts, and ironwork such as gates and bicycle frames. Located on the factory floor are various pieces of equipment used in the preparation of items before the coating process. This equipment consists of a free-standing pillar drill, a bench-mounted grinding wheel, a powered hack saw, and a large workbench with various hand-operated tools. Evidence of overspray from the coating process can be seen in many places on the factory floor. Some powder and dust accumulations can be seen on machinery. To the right of the factory floor, there is an internal fire door leading into a corridor. Workers must push hard to get this door open. The door seal is frayed, and the door hinges have become bent. Leading off this corridor is an office, a kitchen area and toilet facilities. Advertising posters, certificates and framed pictures have been placed along this corridor wall, some of which partially cover fire notices. The kitchen area, situated opposite the office is available for workers to use during their breaks. In the kitchen area there is a microwave, sink, kettle, and a small wooden table and upholstered chairs. A labelled emergency exit door that opens out into the car park is located at the end of the corridor. As smoking is not allowed inside, some workers have a habit of wedging open the emergency exit door so that they can step outside to smoke a cigarette during their breaks. While walking through the factory, office workers have noticed rodent droppings and evidence of chewed cables. The electrical system within the factory has never been replaced or upgraded since Cover Up moved into the premises. A complete review and overhaul of the electrical system is being considered, as there are concerns about interruption to production. A pest control company will be contracted to regularly place rodent bait in, and around, the factory. The powder coating process The metal items to be powder coated are initially cleaned using degreasing solvents. This is so that the powder coat will stick to the bare metal. In some instances, the preparation and cleaning of the metal can be an aggressive process, involving shot blasting. The purpose of this is to remove any old paint or other residue, to return the work item back to bare metal. Using pneumatic electrostatic guns, the items are then covered with a dry coloured powder. For the powder to attach to the workpiece an electrostatic method is used. As the powder leaves the pneumatic gun it is positively charged, whilst the item is negatively charged. This causes the powder to stick to the metal. It is then baked (cured) in a large oven to achieve a permanent smooth finish. Once the baking process is complete the items are removed from the oven, allowed to cool, and the wrapped and packaged ready for despatch to customers. Pressure System A fixed air compressor, with a capacity of over 250 bar litres is situated in the open air, outside the factory. It is powered by a 400v, 3-phase electrical supply, with a screw compressor feeding an air receiver, protected by a pressure valve. It operates at or above a 2.5 bar pressure and has been used by Cover Up for many years. When in operation it is very loud and creates hissing noises at various pipework connections. The information plate on the compressor has become difficult to read, but there is an operating procedure kept in the office. The procedure states the operating limits of the unit, although the system itself has never been measured or checked by workers. The pneumatic guns used for powder coating, and shot blasting are fed from this air compressor. Other air-operated equipment includes three compressed air blow guns located inside the factory. They are used to dry and clean materials by blowing any loose debris from them. Often workers use them to blow dust off their clothes before they go home. These compressed air blow guns are connected to the compressed air outlets, via ten-metre flexible hoses trailing along the floor. There is no indication of which flexible hose leads to which outlet other than following the line to its termination point. Workers feel it is a waste of time checking the pressure gauges as there is plenty of force behind the air stream. Shot blasting activity At the far end of the factory is a dedicated room that is used for shot blasting workpieces. This activity is not a daily occurrence but is for specific jobs. The workers find this activity dirty and uncomfortable to complete. Often this job is allocated to the most recently recruited worker. The process involves directing a high-speed stream of steel grit at the workpiece using a handheld pneumatic-powered gun. This room is separated from the rest of the factory by a heavy-duty door that opens into the room. This door must always remain closed during the shot blasting activity. Degreasing There is an area for degreasing, near to the roller shutter doors where workers manually wash workpieces with a solvent in preparation for coating. This area has recently become untidy and is littered with packaging remnants and discarded rags. When doing this work for the first time, workers are shown what to do. After this, workers are left to work by themselves. The solvents used have a flammable range of 0.86.5%, a flashpoint of around 11C and an autoignition temp of 283C. The degreasing process involves decanting the solvent into smaller containers. It is then applied to the workpiece by hand using rags. Some workers have complained of nausea and dizziness during this process. There is a risk of static discharge during the decanting and application processes. In this area of the factory, workers use localised lighting to provide adequate light during the task. A recent spill during decanting led to a small fire that, whilst dramatic, did not cause any damage. Workers on the factory floor saw the fire and did not know which way to go as an iron gate was leaning on the emergency exit door. They then fled towards the roller shutter door to exit the factory. The factory manager activated the fire alarm and extinguished the fire. They used the only available water fire extinguisher, located against a nearby wall on the factory floor. Coating The coating area is in the centre of the factory. Adjacent to this is the extraction system. The powder is pneumatically drawn through the electrostatic gun that is then used to spray the workpiece. Once covered, the workpiece is moved into an industrial oven next to the area and is baked at around 200C for 20 minutes. This ensures that the powder finish is appropriately hardened and bonded to the workpiece. Due to the industrial oven, temperatures in this work area can reach up to 40C during warmer nonths. Workers often wear short trousers and t-shirts to do the work and leave the roller shutter loor open at these times. There is an overhead rail track where smaller items are hung, coated, and moved into the oven. Larger items are moved by a Liquefied Petroleum Gas (LPG) powered forklift truck (FLT). Workers are not permitted access to the oven area, during use, as items need to be able to move through automatically. Overhead crane An overhead crane, operating on rails, is used for handling heavy and/or awkward items that need to be suspended during the coating process. The crane is electrically powered and is operated by a hanging pendant control that is very dirty. The controls are simple to use with colour-coded buttons indicating the operation that they perform. The electrical system has been known to 'trip' and, sometimes, the crane has stopped working mid-way through the process. This tends to happen during warm weather when the oven is in operation. All the workers know how to operate the crane, but it is only used occasionally. The crane has a safe working load (SWL) of two tonnes. Workers use their own judgement to estimate the weight of the loads to be lifted by the crane. Lifting accessories can be found on the floor next to the wall and close to the crane. There are various types including, chains, hooks, and webbing. The workers select which they think is the best accessory, and then attach the workpiece to the crane for lifting. The suspended workpiece is then coated with the powder and subsequently moved using the FLT into the oven for curing. The workers have noticed that there is some movement in the rails attaching the overhead crane to the structure of the building when it is used. As the crane travels along, the rails flex at a certain point. This flexing appears to be getting worse. The crane has recently undergone an examination by a local engineer. Their report was based on the operation of the lifting mechanism, and it did not consider the support structure
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Elementary Principles of Chemical Processes
Authors: Richard M. Felder, Ronald W. Rousseau
3rd Edition
978-0471687573, 9788126515820, 978-0-471-4152, 0471720631, 047168757X, 8126515821, 978-0471720638