Consider Model C210 and Model D400 chisels, Which product should be emphasized if the constrain in coating and sharpening cannot be loosened?
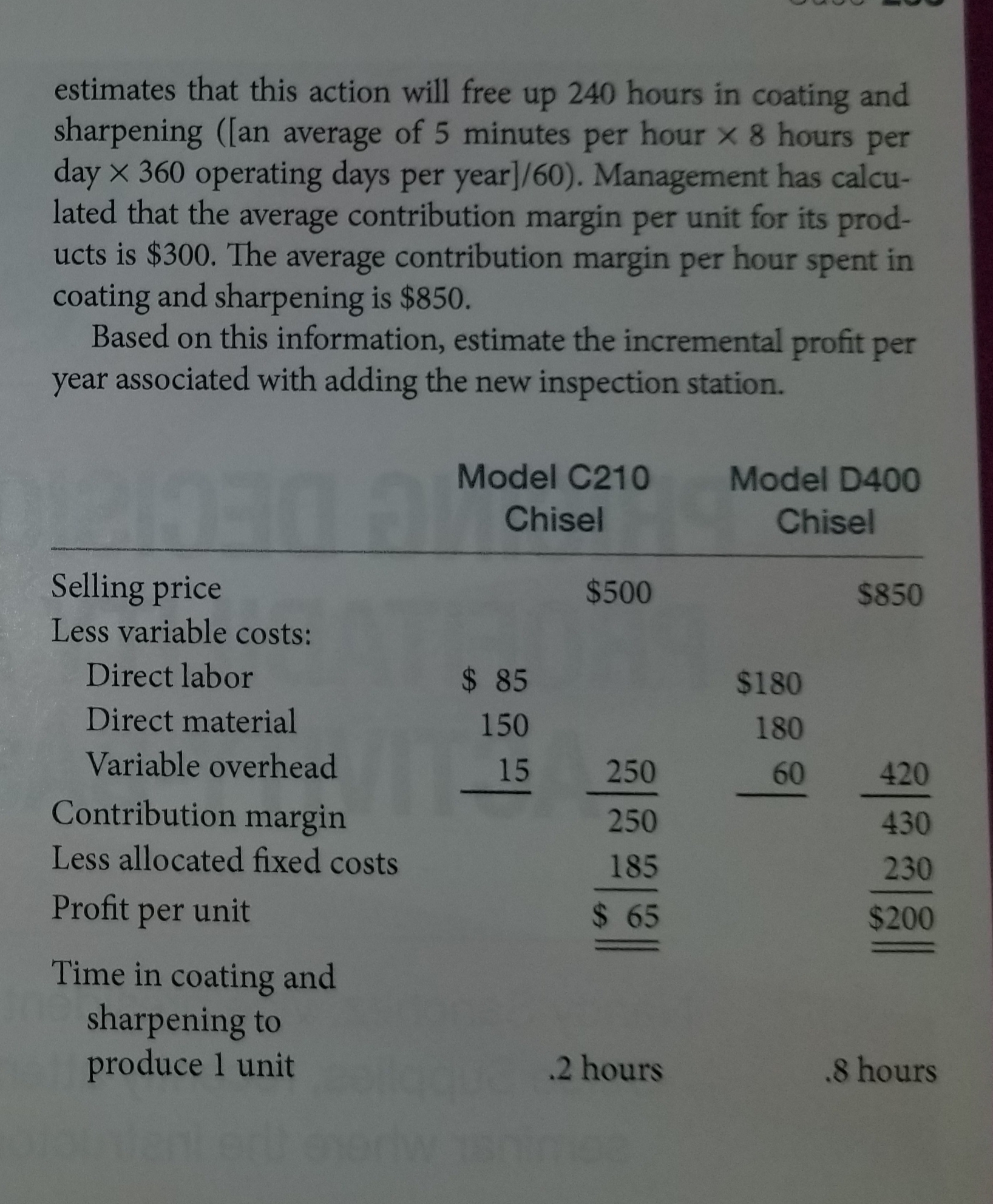
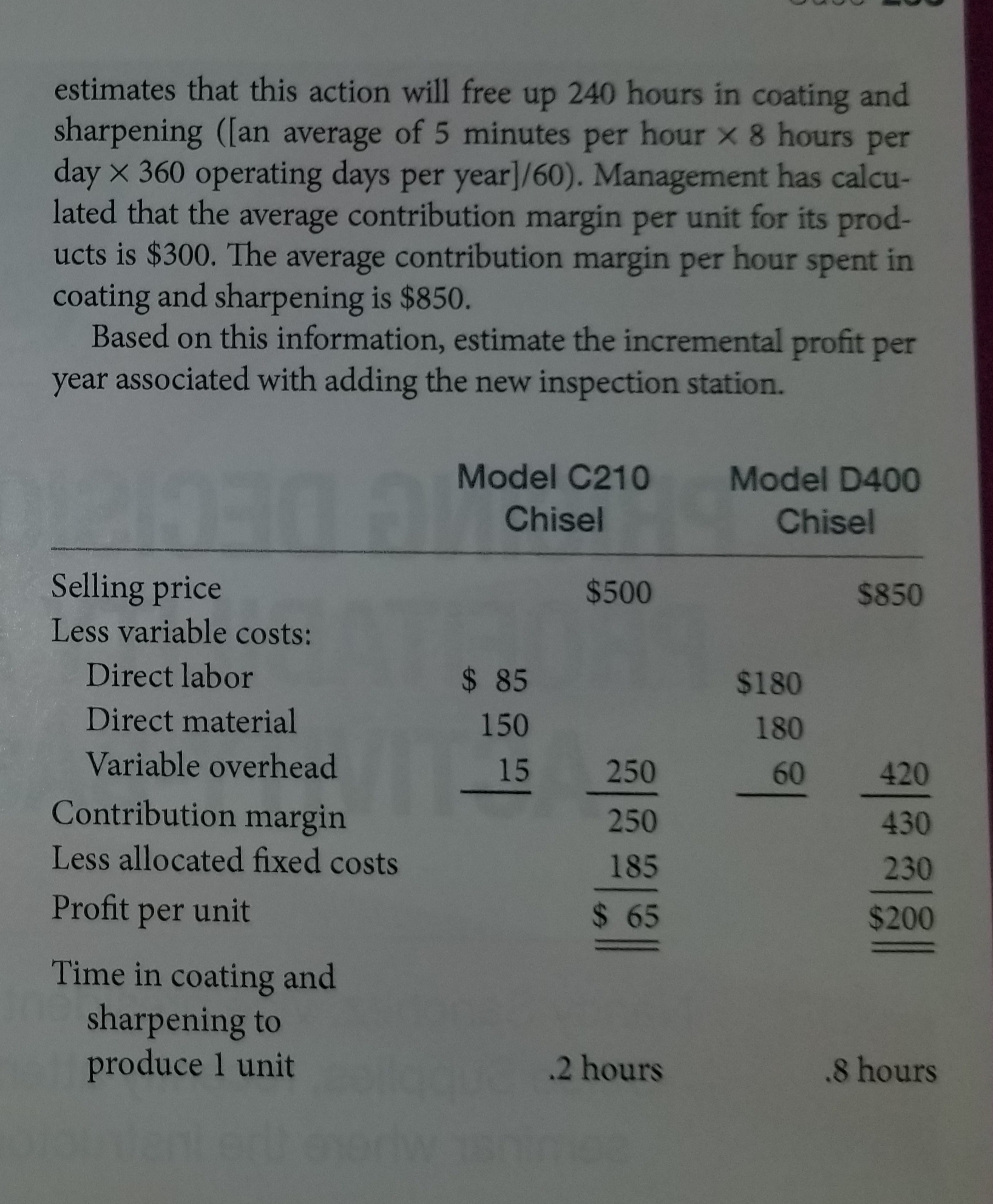
In order to save valuable time in coating and sharpening, man- agement is considering forming a separate inspection station before the coating and sharpening process. The inspection station can utilize existing smoothing and buffing equipment, and it can be staffed on an as-needed basis by an employee who normally works in the chemical bath area, which has excess capacity (so the employee will not be missed for brief periods). Managementestimates that this action will free up 240 hours in coating and sharpening ([an average of 5 minutes per hour x 8 hours per day X 360 operating days per year]/60). Management has calcu- lated that the average contribution margin per unit for its prod- ucts is $300. The average contribution margin per hour spent in coating and sharpening is $850. Based on this information, estimate the incremental profit per year associated with adding the new inspection station. Model C210 Model D400 Chisel Chisel Selling price $500 $850 Less variable costs: Direct labor $ 85 $180 Direct material 150 180 Variable overhead 15 250 60 420 Contribution margin 250 430 Less allocated fixed costs 185 230 Profit per unit $ 65 $200 Time in coating and sharpening to produce 1 unit .2 hours .8 hoursCASE 7-2 FIVE STAR TOOLS [LO A1] (Note: This case relates to the appendix on the Theory of and Betty Spence, vice president of marketing, discussed the Constraints.) situation. "We've got to do something," Betty began. "If we don't Five Star Tools is a small family-owned firm that man- think we can meet a customer's order deadline, we should turn ufactures diamond-coated cutting tools (chisels and down the business. We can't simply keep customers waiting for saws) used by jewelers. Production involves three major pro- product or we'll develop a reputation as an unreliable supplier. cesses. First, steel "blanks" (tools without the diamond coating) You know as well as I do that this would be devastating to our are cut to size. Second, the blanks are sent to a chemical bath that business." prepares the tools for the coating process. In the third major pro- "I think there may be another approach, Betty," replied Max. cess, the blanks are coated with diamond chips in a proprietary "Some of our products are exceptionally profitable. Maybe we process that simultaneously coats and sharpens the blade of each tool. Following the coating process, each tool is inspected and de- should concentrate on them and drop some of the less profitable ones. That would free up our production resources. Or maybe we fects are repaired or scrapped. In the past 2 years, the company has experienced significant can figure out a way to run more product through the coating growth and growing pains. The company is at capacity in the coat- process. If we could just loosen that constraint, I know we could ing and sharpening process, which requires highly skilled workers improve our response time and profitability. I'll tell you what I'll and expensive equipment. Because of the bottleneck created by do. I'll get the accounting department to prepare an analysis of this operation, the company has missed deadlines on orders from product profitability. That should help us figure out which prod- several important customers. ucts to concentrate on. And I'll get the production people think- Maxfield Turner, the son of Frederick Turner, founder of ing about how to free up some time in coating. We'll meet early Five Star Tools, is the president of the company. Over lunch he next month and try to get a handle on how to deal with our pro- duction constraints."