

Question
Could you please show step-by-step Question:1. What is the maximum theoretical capacity, in units per hour that the system will have, considering the loss of
Could you please show step-by-step
Question:1. What is the maximum theoretical capacity, in units per hour that the system will have, considering the loss of product sent to scrap?
Question 2. If the bottleneck is used 100%, theoretically what percentage of utilization would the other machines have?
Question 3. What is the utilization of each machine, including inspection when the bottleneck utilization is 85%?
A company is manufacturing 3 products.
System description: Machines are located in 6 vertices of an octagon conveyor loop. Opposite vertices connect to an entry conveyor and an exit conveyor that allow the parts to enter and leave the loop. The distances and lengths of the conveyors are depicted in Table 1. If other distances are needed, an Euclidian estimation from the analyst will be used. There are three product families that IT is interested in manufacturing in this facility Each product family has different manufacturing processes to follow and hence the benefit of installing automated cell. Table 2 shows the different machines to be used at each step i of the manufacturing process to finish the product. Deterministic process time data in Table 3 appear in seconds depending on the type of part and type of machine. This table also shows the requirements of parts 1, 2 and 3 to have a proper balance of inventory according to the bill of materials for this type of product. The time of loading and unloading from / to the endless band is 15 seconds for the machines A, B, C, and D, and from/to the lift-truck. The time of loading and unloading to the inspection area, and in the arrivals area is negligible.
After the manufacturing process, all parts undergo an automated inspection process to meet strict standards of the industry. The parts are then sent to an inspection station. If the part fails, the inspection it is sent to rework. The rework time is very variable and depends on the part type. Sample times of the time required for each part type at the rework station are found in Appendix A. Table 3 depicts the probability that the part will not fail in the first inspection. After rework the part is inspected again. Every part that is inspected a second time has a probability of non-failure of 98% regardless of product. If it fails a second time, it will be sent to rework again and then inspected. Parts that fail the inspection for a third time are sent to scrap. The product that passes the inspection in the first and second attempts is sent to the finished product warehouse. Lift trucks that move the pieces one by one in the into the manufacturing cell, to the inspection and rework station and scrap. The maximum speed of the lift truck is 6 km / hour). Each piece has a cylindrical shape and is 25 centimeters in diameter and 6 to 8 centimeters tall. The speed of the conveyor is 1 km/ hour
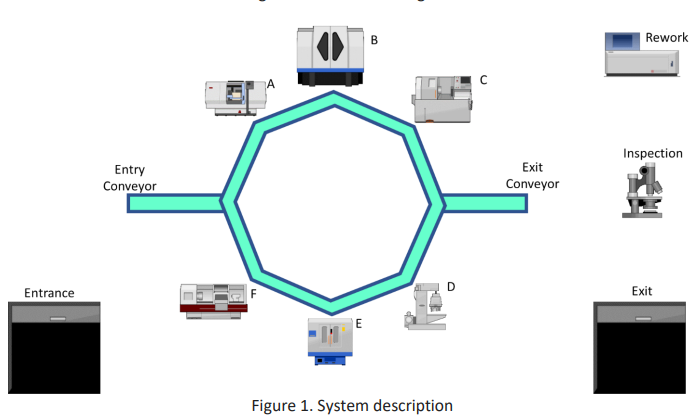
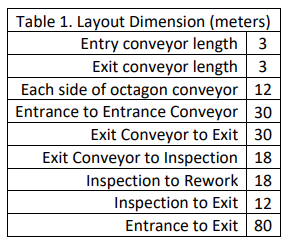
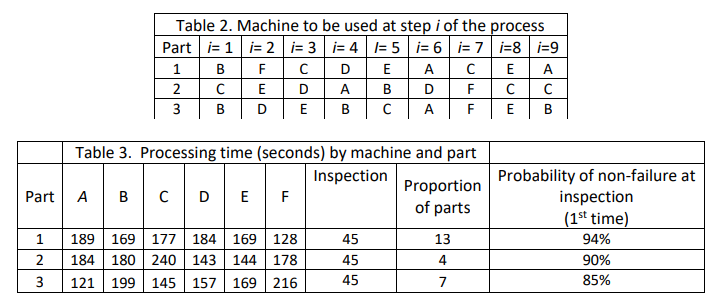 Figure 1. System description \begin{tabular}{|r|c|} \hline \multicolumn{2}{|c|}{ Table 1. Layout Dimension (meters) } \\ \hline Entry conveyor length & 3 \\ \hline Exit conveyor length & 3 \\ \hline Each side of octagon conveyor & 12 \\ \hline Entrance to Entrance Conveyor & 30 \\ \hline Exit Conveyor to Exit & 30 \\ \hline Exit Conveyor to Inspection & 18 \\ \hline Inspection to Rework & 18 \\ \hline Inspection to Exit & 12 \\ \hline Entrance to Exit & 80 \\ \hline \end{tabular} \begin{tabular}{|c|c|c|c|c|c|c|c|c|c|c|} \hline \multicolumn{10}{|c|}{ Table 2. Machine to be used at step i of the process } \\ \hline Part & i=1 & i=2 & i=3 & i=4 & i=5 & i=6 & i=7 & i=8 & i=9 \\ \hline 1 & B & F & C & D & E & A & C & E & A \\ \hline 2 & C & E & D & A & B & D & F & C & C \\ \hline 3 & B & D & E & B & C & A & F & E & B \end{tabular} \begin{tabular}{|c|c|c|c|c|c|c|c|c|c|} \hline & \multicolumn{7}{|c|}{ Table 3. Processing time (seconds) by machine and part } & \\ \hline Part & A & B & C & D & E & F & Inspection & \begin{tabular}{c} Proportion \\ of parts \end{tabular} & \begin{tabular}{c} Probability of non-failure at \\ inspection \\ (1st time ) \end{tabular} \\ \hline 1 & 189 & 169 & 177 & 184 & 169 & 128 & 45 & 13 & 94% \\ \hline 2 & 184 & 180 & 240 & 143 & 144 & 178 & 45 & 4 & 90% \\ \hline 3 & 121 & 199 & 145 & 157 & 169 & 216 & 45 & 7 & 85% \\ \hline \end{tabular}
Figure 1. System description \begin{tabular}{|r|c|} \hline \multicolumn{2}{|c|}{ Table 1. Layout Dimension (meters) } \\ \hline Entry conveyor length & 3 \\ \hline Exit conveyor length & 3 \\ \hline Each side of octagon conveyor & 12 \\ \hline Entrance to Entrance Conveyor & 30 \\ \hline Exit Conveyor to Exit & 30 \\ \hline Exit Conveyor to Inspection & 18 \\ \hline Inspection to Rework & 18 \\ \hline Inspection to Exit & 12 \\ \hline Entrance to Exit & 80 \\ \hline \end{tabular} \begin{tabular}{|c|c|c|c|c|c|c|c|c|c|c|} \hline \multicolumn{10}{|c|}{ Table 2. Machine to be used at step i of the process } \\ \hline Part & i=1 & i=2 & i=3 & i=4 & i=5 & i=6 & i=7 & i=8 & i=9 \\ \hline 1 & B & F & C & D & E & A & C & E & A \\ \hline 2 & C & E & D & A & B & D & F & C & C \\ \hline 3 & B & D & E & B & C & A & F & E & B \end{tabular} \begin{tabular}{|c|c|c|c|c|c|c|c|c|c|} \hline & \multicolumn{7}{|c|}{ Table 3. Processing time (seconds) by machine and part } & \\ \hline Part & A & B & C & D & E & F & Inspection & \begin{tabular}{c} Proportion \\ of parts \end{tabular} & \begin{tabular}{c} Probability of non-failure at \\ inspection \\ (1st time ) \end{tabular} \\ \hline 1 & 189 & 169 & 177 & 184 & 169 & 128 & 45 & 13 & 94% \\ \hline 2 & 184 & 180 & 240 & 143 & 144 & 178 & 45 & 4 & 90% \\ \hline 3 & 121 & 199 & 145 & 157 & 169 & 216 & 45 & 7 & 85% \\ \hline \end{tabular} Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Introduction To Emergency Management
Authors: Jane A Bullock, George D Haddow
7th Edition
0128171391, 9780128171394