

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
Exercise 1. The part shown is to be machined from 5.5 diameter, 4.5 long bar stock. The tool offsets for tool edge programming, tool
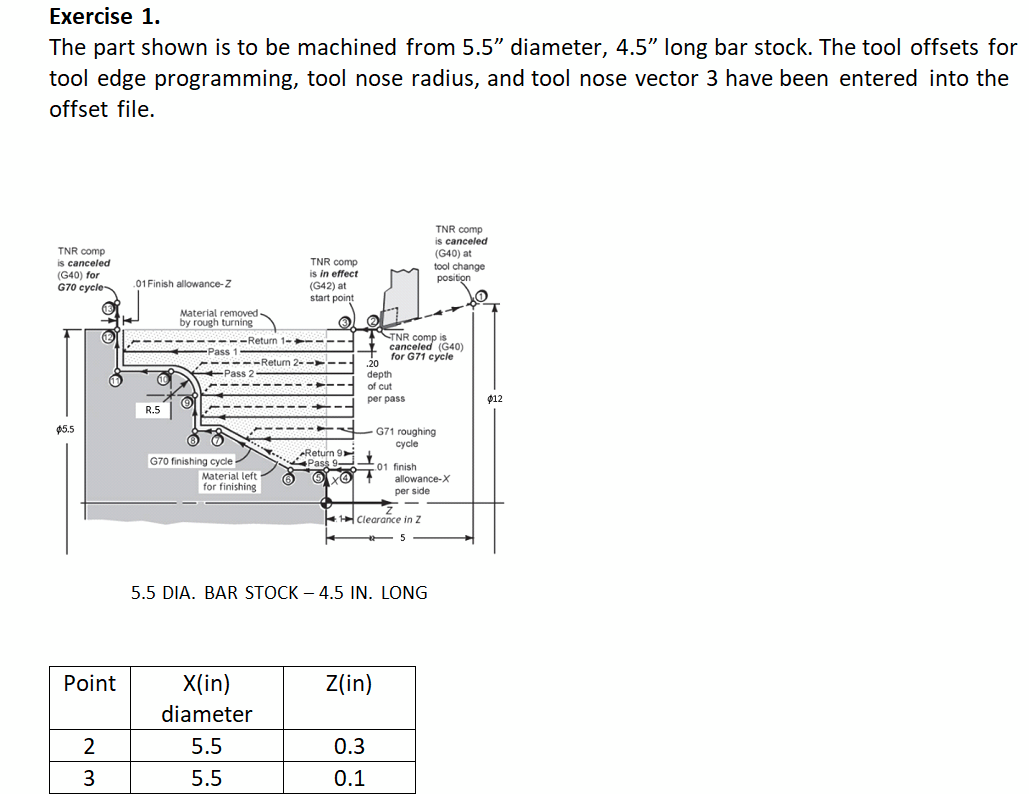
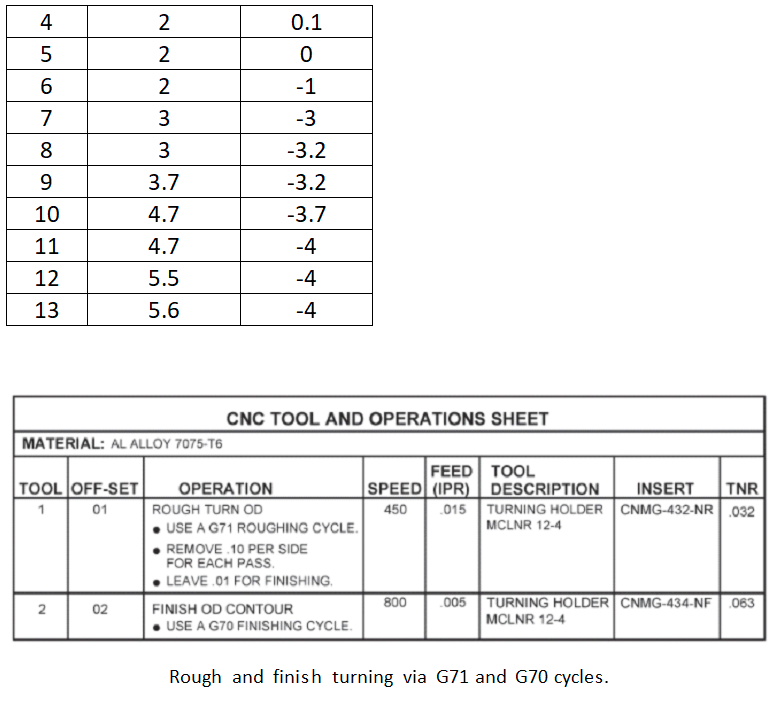
Exercise 1. The part shown is to be machined from 5.5" diameter, 4.5" long bar stock. The tool offsets for tool edge programming, tool nose radius, and tool nose vector 3 have been entered into the offset file. TNR comp is canceled (G40) for G70 cycle- 01 Finish allowance-Z Material removed by rough turning R.5 $5.5 TNR comp is in effect (G42) at start point TNR comp is canceled (G40) at tool change position Return 1- Pass -Return 2--> .20 Pass 2 depth of cut TNR comp is canceled (G40) for G71 cycle per pass G71 roughing cycle G70 finishing cycle Return 9: Pass 9- 01 finish Material left allowance-X for finishing per side Clearance in Z 5 5.5 DIA. BAR STOCK - 4.5 IN. LONG Point X(in) diameter Z(in) 2 5.5 0.3 3 5.5 0.1 012 45 2 0.1 2 0 6 2 -1 7 3 -3 8 3 -3.2 9 3.7 -3.2 10 4.7 -3.7 11 4.7 -4 12 5.5 -4 13 5.6 -4 CNC TOOL AND OPERATIONS SHEET MATERIAL: AL ALLOY 7075-T6 TOOL OFF-SET OPERATION FEED SPEED (IPR) TOOL DESCRIPTION INSERT TNR 1 01 ROUGH TURN OD 450 .015 USE A G71 ROUGHING CYCLE. TURNING HOLDER CNMG-432-NR 032 MCLNR 12-4 REMOVE 10 PER SIDE FOR EACH PASS. LEAVE 01 FOR FINISHING. 2 32 800 02 FINISH OD CONTOUR 005 TURNING HOLDER CNMG-434-NF 063 MCLNR 12-4 USE A G70 FINISHING CYCLE. Rough and finish turning via G71 and G70 cycles.
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Income Tax Fundamentals 2013
Authors: Gerald E. Whittenburg, Martha Altus Buller, Steven L Gill
31st Edition
1111972516, 978-1285586618, 1285586611, 978-1285613109, 978-1111972516