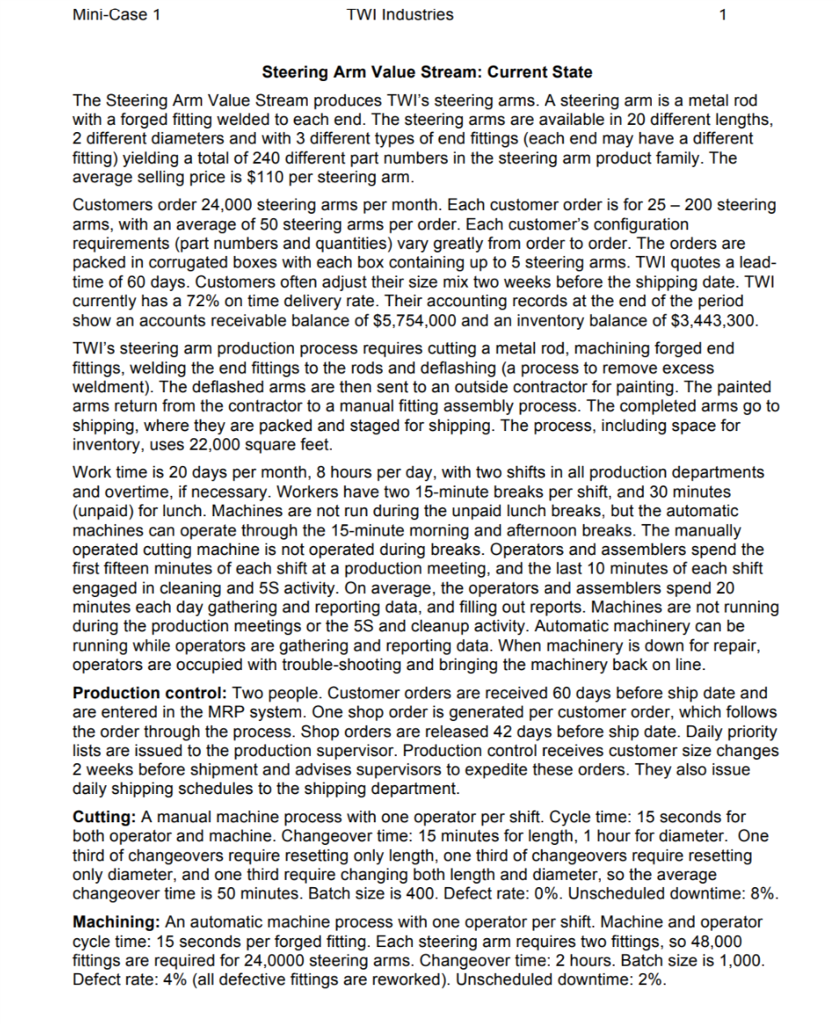
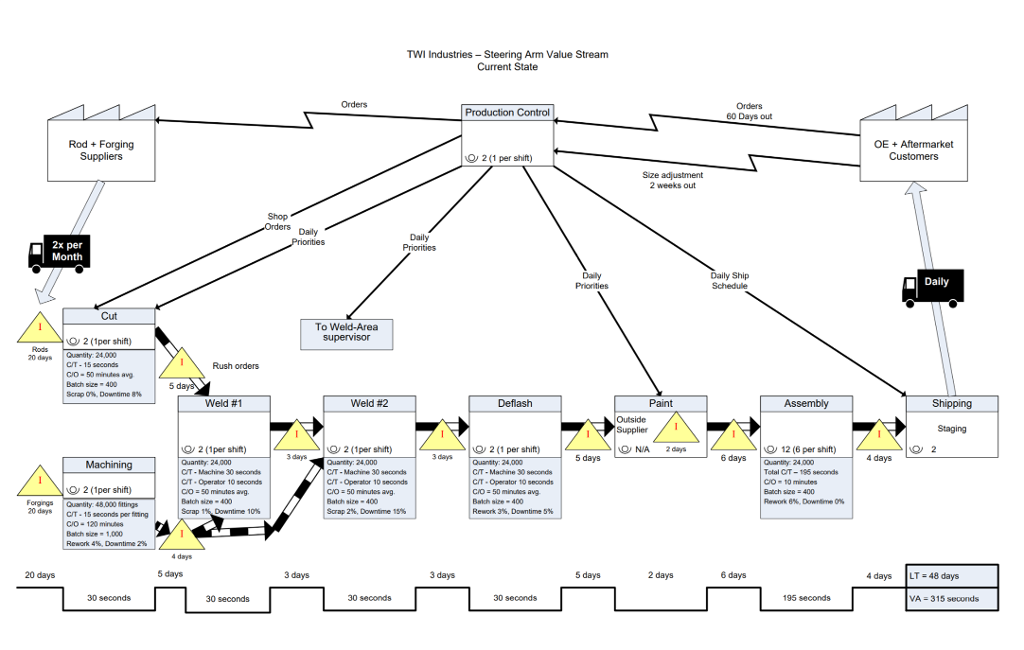
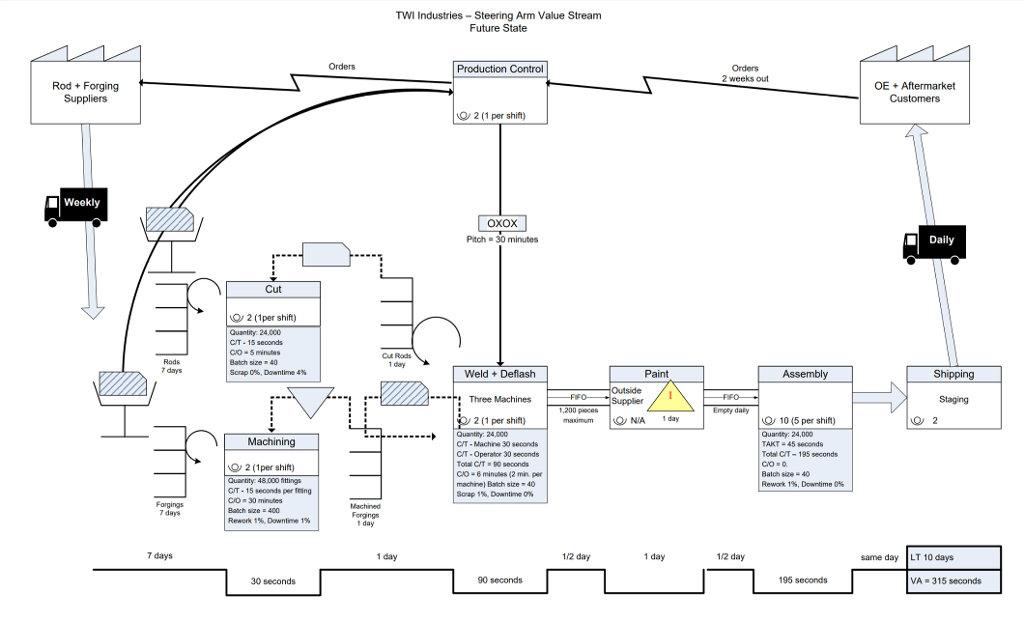
Mini-Case 1 TWI Industries Steering Arm Value Stream: Current State The Steering Arm Value Stream produces TWI's steering arms. A steering arm is a metal rod with a forged fitting welded to each end. The steering arms are available in 20 different lengths, 2 different diameters and with 3 different types of end fittings (each end may have a different fitting) yielding a total of 240 different part numbers in the steering arm product family. The average selling price is $110 per steering arm Customers order 24,000 steering arms per month. Each customer order is for 25 - 200 steering arms, with an average of 50 steering arms per order. Each customer's configuration requirements (part numbers and quantities) vary greatly from order to order. The orders are packed in corrugated boxes with each box containing up to 5 steering arms. TWI quotes a lead- time of 60 days. Customers often adjust their size mix two weeks before the shipping date. TWI currently has a 72% on time delivery rate. Their accounting records at the end of the period show an accounts receivable balance of $5,754,000 and an inventory balance of $3,443,300 TWI's steering arm production process requires cutting a metal rod, machining forged end fittings, welding the end fittings to the rods and deflashing (a process to remove excess weldment). The deflashed arms are then sent to an outside contractor for painting. The painted arms return from the contractor to a manual fitting assembly process. The completed arms go to shipping, where they are packed and staged for shipping. The process, including space for inventory, uses 22,000 square feet. Work time is 20 days per month, 8 hours per day, with two shifts in all production departments and overtime, if necessary. Workers have two 15-minute breaks per shift, and 30 minutes (unpaid) for lunch. Machines are not run during the unpaid lunch breaks, but the automatic machines can operate through the 15-minute morning and afternoon breaks. The manually operated cutting machine is not operated during breaks. Operators and assemblers spend the first fifteen minutes of each shift at a production meeting, and the last 10 minutes of each shift engaged in cleaning and 5S activity. On average, the operators and assemblers spend 20 minutes each day gathering and reporting data, and filling out reports. Machines are not running during the production meetings or the 5S and cleanup activity. Automatic machinery can be running while operators are gathering and reporting data. When machinery is down for repair, operators are occupied with trouble-shooting and bringing the machinery back on line Production control: Two people. Customer orders are received 60 days before ship date and are entered in the MRP system. One shop order is generated per customer order, which follows the order through the process. Shop orders are released 42 days before ship date. Daily priority lists are issued to the production supervisor. Production control receives customer size changes 2 weeks before shipment and advises supervisors to expedite these orders. They also issue daily shipping schedules to the shipping department. Cutting: A manual machine process with one operator per shift. Cycle time: 15 seconds for both operator and machine. Changeover time: 15 minutes for length, 1 hour for diameter. One third of changeovers require resetting only length, one third of changeovers require resetting only diameter, and one third require changing both length and diameter, so the average changeover time is 50 minutes. Batch size is 400, Defect rate: 0%. Unscheduled downtime: 8% Machining: An automatic machine process with one operator per shift. Machine and operator cycle time: 15 seconds per forged fitting. Each steering arm requires two fittings, so 48,000 fittings are required for 24,0000 steering arms. Changeover time: 2 hours. Batch size is 1,000 Defect rate: 4% (all defective fittings are reworked). Unscheduled downtime: 2% Mini-Case 1 TWI Industries Steering Arm Value Stream: Current State The Steering Arm Value Stream produces TWI's steering arms. A steering arm is a metal rod with a forged fitting welded to each end. The steering arms are available in 20 different lengths, 2 different diameters and with 3 different types of end fittings (each end may have a different fitting) yielding a total of 240 different part numbers in the steering arm product family. The average selling price is $110 per steering arm Customers order 24,000 steering arms per month. Each customer order is for 25 - 200 steering arms, with an average of 50 steering arms per order. Each customer's configuration requirements (part numbers and quantities) vary greatly from order to order. The orders are packed in corrugated boxes with each box containing up to 5 steering arms. TWI quotes a lead- time of 60 days. Customers often adjust their size mix two weeks before the shipping date. TWI currently has a 72% on time delivery rate. Their accounting records at the end of the period show an accounts receivable balance of $5,754,000 and an inventory balance of $3,443,300 TWI's steering arm production process requires cutting a metal rod, machining forged end fittings, welding the end fittings to the rods and deflashing (a process to remove excess weldment). The deflashed arms are then sent to an outside contractor for painting. The painted arms return from the contractor to a manual fitting assembly process. The completed arms go to shipping, where they are packed and staged for shipping. The process, including space for inventory, uses 22,000 square feet. Work time is 20 days per month, 8 hours per day, with two shifts in all production departments and overtime, if necessary. Workers have two 15-minute breaks per shift, and 30 minutes (unpaid) for lunch. Machines are not run during the unpaid lunch breaks, but the automatic machines can operate through the 15-minute morning and afternoon breaks. The manually operated cutting machine is not operated during breaks. Operators and assemblers spend the first fifteen minutes of each shift at a production meeting, and the last 10 minutes of each shift engaged in cleaning and 5S activity. On average, the operators and assemblers spend 20 minutes each day gathering and reporting data, and filling out reports. Machines are not running during the production meetings or the 5S and cleanup activity. Automatic machinery can be running while operators are gathering and reporting data. When machinery is down for repair, operators are occupied with trouble-shooting and bringing the machinery back on line Production control: Two people. Customer orders are received 60 days before ship date and are entered in the MRP system. One shop order is generated per customer order, which follows the order through the process. Shop orders are released 42 days before ship date. Daily priority lists are issued to the production supervisor. Production control receives customer size changes 2 weeks before shipment and advises supervisors to expedite these orders. They also issue daily shipping schedules to the shipping department. Cutting: A manual machine process with one operator per shift. Cycle time: 15 seconds for both operator and machine. Changeover time: 15 minutes for length, 1 hour for diameter. One third of changeovers require resetting only length, one third of changeovers require resetting only diameter, and one third require changing both length and diameter, so the average changeover time is 50 minutes. Batch size is 400, Defect rate: 0%. Unscheduled downtime: 8% Machining: An automatic machine process with one operator per shift. Machine and operator cycle time: 15 seconds per forged fitting. Each steering arm requires two fittings, so 48,000 fittings are required for 24,0000 steering arms. Changeover time: 2 hours. Batch size is 1,000 Defect rate: 4% (all defective fittings are reworked). Unscheduled downtime: 2%