

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
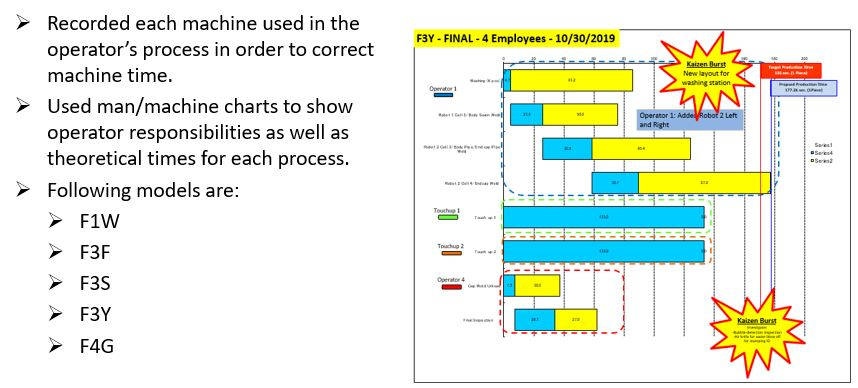
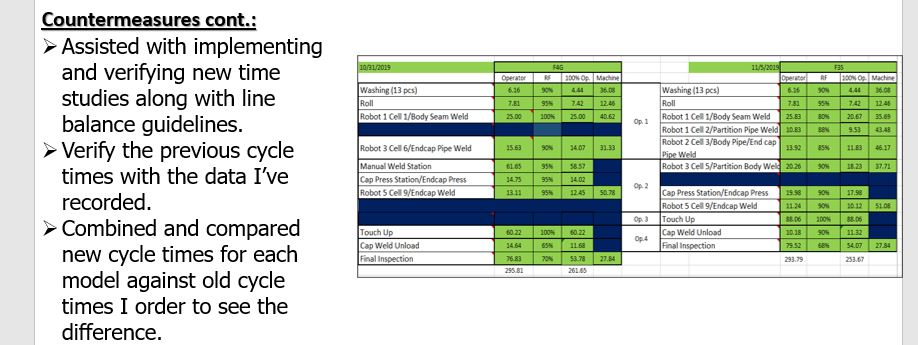
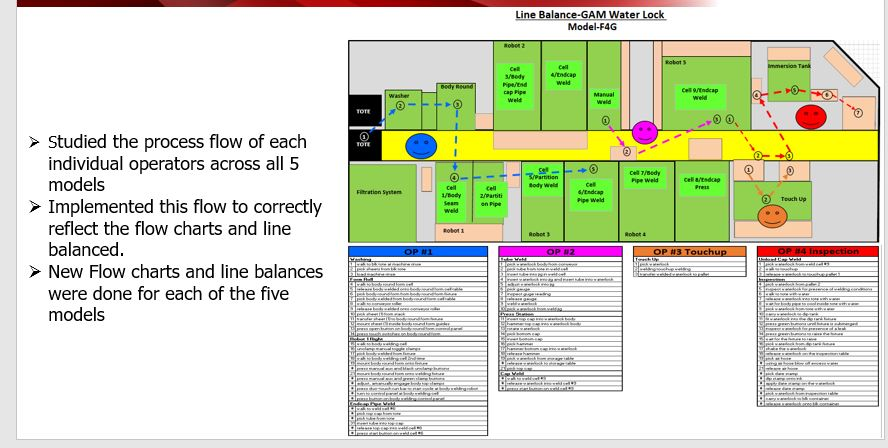
Need help with converting this project I've completed into MATLAB CODE and I'm a little lost If you can just get me started or if
Need help with converting this project I've completed into MATLAB CODE and I'm a little lost
If you can just get me started or if I[m missing information please ask, ANYONE!!

Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
EAuditing Fundamentals Virtual Communication And Remote Auditing
Authors: J.P. Russell, Shauna Wilson
1st Edition
0873898486, 978-0873898485