

Question
Please teach me how to get the best product mix!! I don't know how these two were found. (The best product mix according to this

Please teach me how to get the best product mix!! I don't know how these two were found.
(The best product mix according to this traditional approach is then 60A, 80B, 40C, 100D)
(The best product mix according to this bottleneck-based approach is 60A, 70B, 80C, 100D)
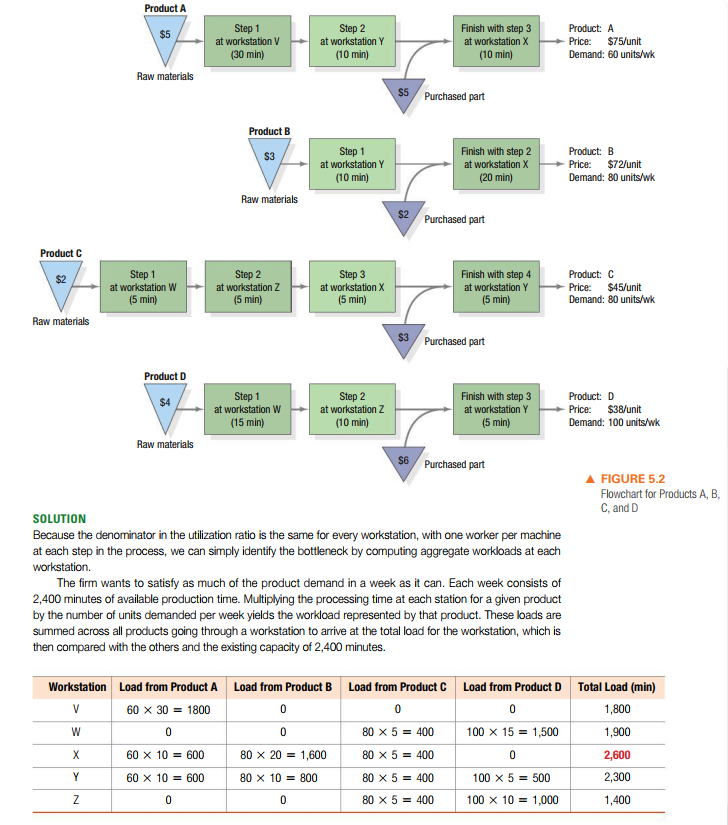
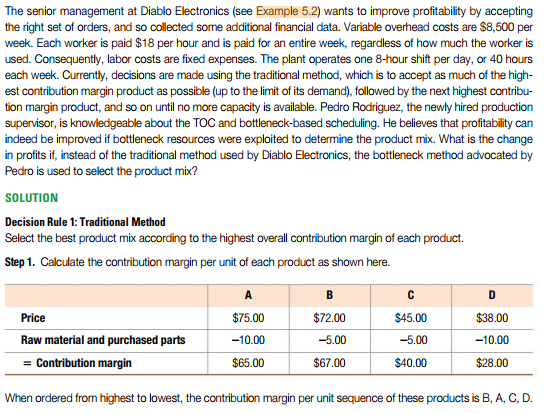
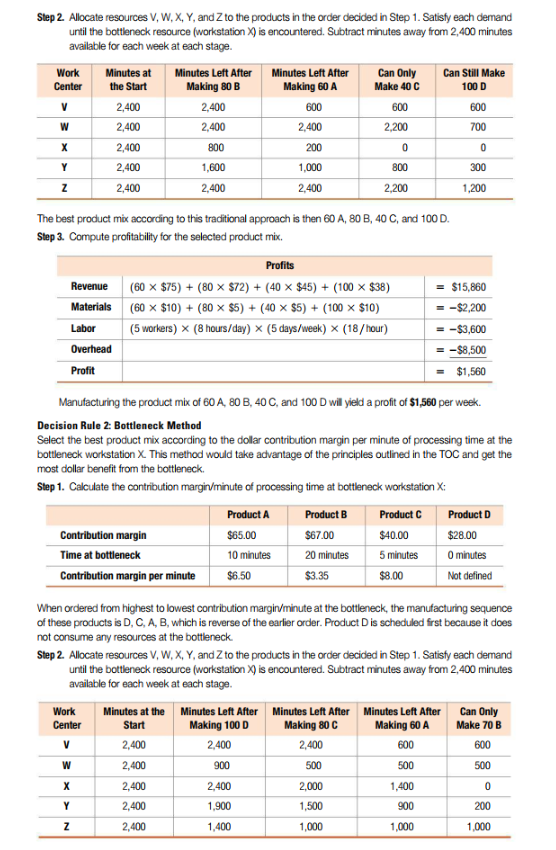
Product A Finish with step 3 at workstation X Step 1 at workstation V Step 2 Product: A $5 Price at workstation Y $75/unit (30 min) (10 min) (10 min) Demand: 60 units/wk Raw materials $5 Purchased part Product B Finish with step 2 at workstation X Step 1 at workstation Y Product: B Price: $72/unit (10 min) (20 min) Demand: 80 units/wk Raw materials $2 Purchased part Product C Finish with step 4 Step 1 at workstation W (5 min) Step 2 at workstation Z (5 min) Step 3 at workstation X Product: C Price Demand: 80 units/wk $45/unit at workstation Y (5 min) (5 min) Raw materials $3 Purchased part Product D Step 1 at workstation W (15 min) Step 2 at workstation Z (10 min) Finish with step 3 at workstation Y (5 min) Product: D Price: $38/unit Demand: 100 units/wk Raw materials $6 Purchased part FIGURE 5.2 Flowchart for Products A, B, C, and D SOLUTION Because the denominator in the utilization ratio is the same for every workstation, with one worker per machine at each step in the process, we can simply identify the bottleneck by computing aggregate workloads at each workstation The firm wants to satisfy as much of the product demand in a week as it can. Each week consists of 2,400 minutes of available production time. Multiplying the processing time at each station for a given product by the number of units demanded per week yields the workload represented by that product. These loads are summed across all products going through a workstation to arrive at the total load for the workstation, which is then compared with the others and the existing capacity of 2,400 minutes Workstation Load from Product A Load from Product B Load from Product C Load from Product D Total Load (min) V 60 x 30 0 1,800 1800 80 X 5 400 W 0 100 X 15 1,500 1,900 60 x 10 80 x 5= 400 X 600 80 X 201,600 0 2,600 80 x 5= 400 Y 60 X 10 2,300 600 80 x 10 800 100 X 5 500 80 X 5 400 100 x 10 7 0 1,000 1,400 The senior management at Diablo Electronics (see Example 5.2) wants to improve profitability by accepting the right set of orders, and so collected some additional financial data. Variable overhead costs are $8,500 per week. Each worker is paid $18 per hour and is paid for an entire week, regardless of how much the worker is used. Consequently, labor costs are fixed expenses. The plant operates one each week. Currently, decisions are made using the traditional method, which is to accept 8-hour shift per day, or 40 hours as much of the high est contribution margin product as possible (up to the limit of its demand), followed by the next highest contribu tion margin product, and so on until no more capacity is available. Pedro Rodriguez, the newly hired production supervisor, is knowledgeable about the TOC and bottleneck-based scheduling. He believes that profitability can indeed be improved if bottleneck resources in profits if, instead of the traditional method used by Diablo Electronics, the bottleneck method advocated by Pedro is used to select the product mix? were exploited to determine the product mix. What is the change SOLUTION Decision Rule 1: Traditional Method Select the best product mix according to the highest overall contribution margin of each product. Step 1. Calculate the contribution margin per unit of each product as shown here. A B C D Price $75.00 $72.00 $45.00 $38.00 Raw material and purchased parts -10.00 -5.00 -5.00 -10.00 =Contribution margin $65.00 $67.00 $40.00 $28.00 When ordered from highest to lowest, the contribution margin per unit sequence of these products is B, A, C, D. Step 2. Allocate resources V, W, X, Y, and Z to the products in the order decided in Step 1. Satisfy each demand until the bottleneck resource (warkstation X) is encountered. Subtract minutes away from 2,400 minutes available for each week at each stage. Work Can Only Make 40 C Can Still Make Minutes at Minutes Left After Minutes Left After the Start Center Making 80 B Making 60 A 100 D V 2,400 2,400 600 600 600 W 2,400 2.400 2,400 2,200 700 X 2,400 800 200 Y 2,400 1,600 1,000 800 300 1,200 2,400 2,400 2,400 2.200 The best product mix according to this traditional approach is then 60 A, 80 B, 40 C, and 100 D. Step 3. Compute profitability for the selected praduct mix. Profits (100 x $38) Revenue $72)(40 x $45) $15,860 (60 x $75)+(80 + X (60 x $10)(80 x $5) + (40 x $5 ) Materials = -$2,200 (100 x $10) X Labor (5 workers) x (8 hours/day) x (5 days/week) x (18/hour) =-$3,600 X Overhead =-$8.500 Profit $1,560 Manufacturing the product mix of 60A, 80 B, 40 C, and 100 D will yield a profit of $1,560 per week. Decision Rule 2: Bottleneck Method Select the best product mix according to the dollar contribution margin per minute of processing time at the bottleneck workstation X. This method would take advantage of the principles outlined in the TOC and get the most dollar benefit from the bottleneck Step 1. Calculate the contribution margin/minute of processing time at bottleneck workstation X: Product A Product B Product C Product D Contribution margin $28.00 $65.00 $67.00 $40.00 Time at bottleneck 10 minutes 20 minutes 5 minutes 0 minutes Contribution margin per minute $6.50 $3.35 $8.00 Not defined When ordered from highest to lowest contribution margin/minute at the bottleneck, the manufacturing sequence of these products is D, C, A, B, which is reverse of the earlier order. Product D is scheduled first because it does not consume any resources at the bottleneck Step 2. Allocate resources V, W, X, Y, and Z to the products in the order decided in Step 1. Satisty each demand until the bottleneck resource (warkstation X) is encountered. Subtract minutes away from 2,400 minutes available for each week at each stage. Work Minutes at the Minutes Left After Minutes Left After Minutes Left After Can Only Making 100 D Making 80 C Making 60 A Center Start Make 70 B V 2,400 2,400 2,400 600 600 2,400 900 500 500 500 2,400 0 X 2,400 2,000 1,400 2,400 200 Y 1.900 1,500 900 7 2,400 1,400 1,000 1,000 1,000 CONSTRAINT MANAGEMENT The best product mix according to this bottleneck- based approach is then 60 A 70 B, 80 C, and 100 D. Step 3. Compute profitability for the selected product mik Profits (70 x $72)(80x $45) Revenue (60 x $75) (100 x $38) $16,940 + (70 x $5)(80 x $5) + (100 x $10) = -$2,350 Materials (60 x $10) Labor = -$3,600 (5 days/week) x (18/hour) (5 workers) x (8 hours/day) = -$ 8,500 Overhead Profit $2,490 Manufacturing the product mix of 60 A, 70 B, 80 C, and 100 D will yield a profit of $2,490 per week. DECISION POINT By focusing on the bottleneck resources in accepting customer orders and determining the product mix, the sequence in which products are selected for production is reversed from B, A, C, D to D, C, A, B. Consequenty the product mix is changed from 60 A, 80 B, 40 C, and 100 D to 60 A, 70 B, 80 C, and 100 D. The increase in profits by using the bottleneck method is $930, ($2,490 $1,560), or almost 60 percent over the traditional approachStep by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Financial Accounting International Edition
Authors: Jerry J. Weygandt, Donald E. Kieso, Paul D. Kimmel
6th Edition
978-0470623275