please template as a guideline to input codes. thank you. need this to practice for a test.
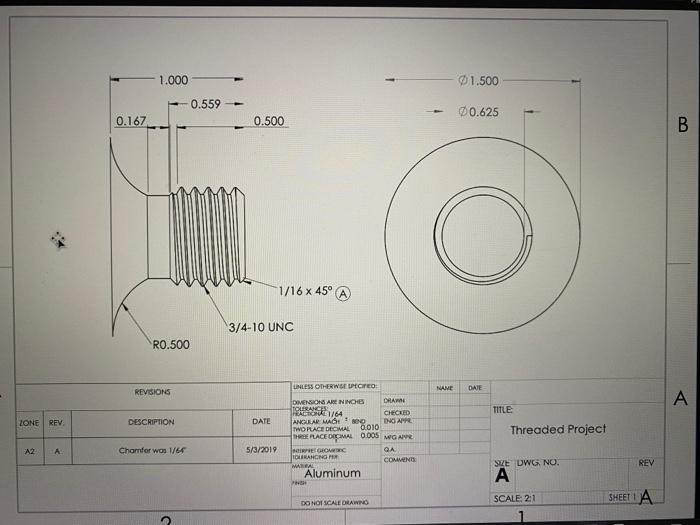
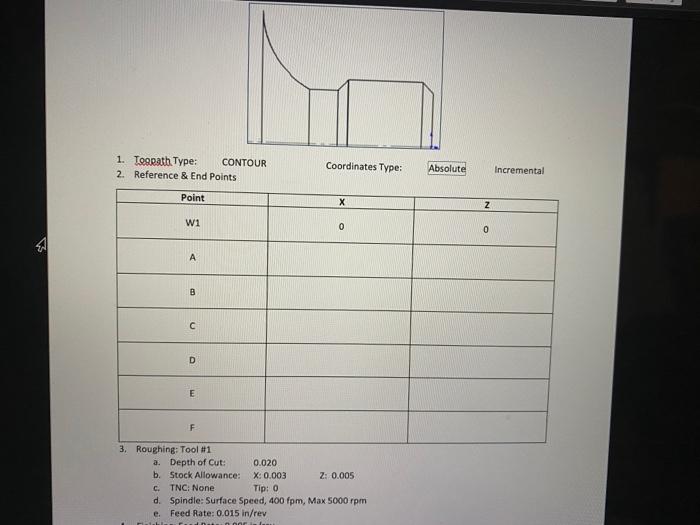
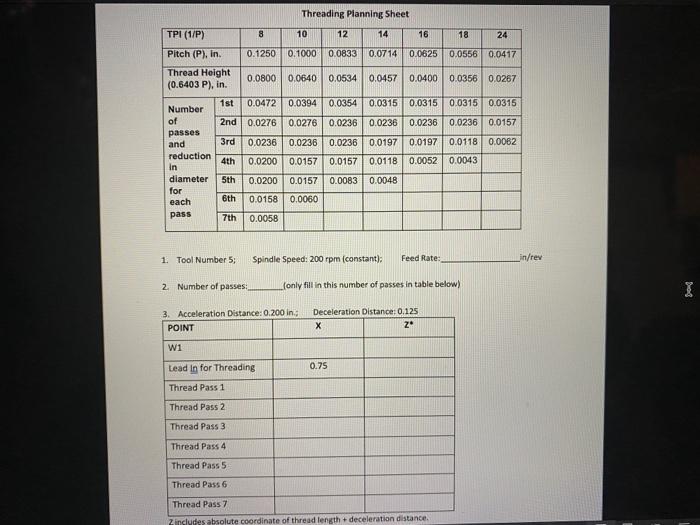
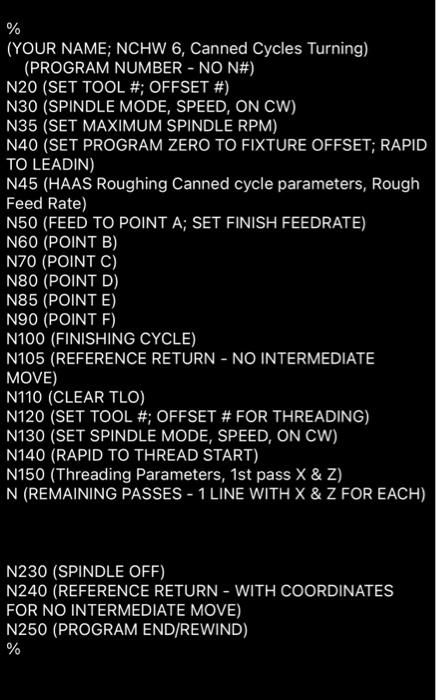
1.000 1.500 0.559 00.625 0.167 0.500 B 1/16 x 45 A 3/4-10 UNC R0.500 NAME DAJE REVISIONS A ZONE REV DESCRIPTION DATE UNLESS OTHERWELPECTED DIMENSION ARE ININO DRAMA TOURANCES ACTOR 1/64 CHECKED ANGULAR MA NOAPE TWO PLACE DECIMAL 0010 THE PLACE DECIMAL 0.005 MGA ROOM QA TOLERANNO PER MARA COMMENTS Aluminum TITLE Threaded Project A2 A Chorfor was 1/6 5/3/2019 SZE UWG NO. REV SCALE: 2:1 SHEET A DO NOT SCALE DAO 1. Toorath Type: CONTOUR 2. Reference & End Points Coordinates Type: Absolute Incremental Point Z W1 0 0 A A B D E F 3. Roughing: Tool #1 a. Depth of Cut: 0.020 b. Stock Allowance: X: 0.003 2: 0.005 C. TNC: None Tip: 0 d. Spindle: Surface Speed, 400 fpm, max 5000 rpm Feed Rate: 0.015 in/rev Threading Planning Sheet TPI (1/P) 8 10 12 14 16 18 24 0.0714 0.0625 0.0556 0.0417 0.0457 0.0400 0.0356 0.0267 0.0315 0.0315 0.0315 0.0315 0.0236 0.0236 0.0236 0.0157 Pitch (P), in. 0.1250 0.1000 0.0833 Thread Height 0.0800 0,0640 0.0534 (0.6403 P), in 1st 0.0472 0.0394 0.0354 Number of 2nd 0.0276 0.0276 0.0236 passes and 3rd 0.0236 0.0236 0.0236 reduction 4th In 0.0200 0.0157 0.0157 diameter 5th 0.0200 0.0157 0.0083 for each 6th 0.0158 0.0060 pass 7th 0.0058 0.0197 0.0197 0.0118 0.0062 0.0118 0.0052 0.0043 0.0048 1. Tool Number 5; Spindle Speed: 200 rpm (constant); Feed Rate in/rev 2. Number of passes: (only fill in this number of passes in table below) Do 3. Acceleration Distance: 0.200 in POINT Deceleration Distance: 0.125 Z* W1 Lead in for Threading 0.75 Thread Pass 1 Thread Pass 2 Thread Pass 3 Thread Pass 4 Thread Pass 5 Thread Pass 6 Thread Pass Z includes absolute coordinate of thread length + deceleration distance % (YOUR NAME; NCHW 6, Canned Cycles Turning) (PROGRAM NUMBER - NO N#) N20 (SET TOOL #; OFFSET #) N30 (SPINDLE MODE, SPEED, ON CW) N35 (SET MAXIMUM SPINDLE RPM) N40 (SET PROGRAM ZERO TO FIXTURE OFFSET; RAPID TO LEADIN) N45 (HAAS Roughing Canned cycle parameters, Rough Feed Rate) N50 (FEED TO POINT A; SET FINISH FEEDRATE) N60 (POINT B) N70 (POINT C) N80 (POINT D) N85 (POINT E) N90 (POINT F) N100 (FINISHING CYCLE) N105 (REFERENCE RETURN - NO INTERMEDIATE MOVE) N110 (CLEAR TLO) N120 (SET TOOL #; OFFSET # FOR THREADING) N130 (SET SPINDLE MODE, SPEED, ON CW) N140 (RAPID TO THREAD START) N150 (Threading Parameters, 1st pass X & Z) N (REMAINING PASSES - 1 LINE WITH X & Z FOR EACH) N230 (SPINDLE OFF) N240 (REFERENCE RETURN - WITH COORDINATES FOR NO INTERMEDIATE MOVE) N250 (PROGRAM END/REWIND) % 1.000 1.500 0.559 00.625 0.167 0.500 B 1/16 x 45 A 3/4-10 UNC R0.500 NAME DAJE REVISIONS A ZONE REV DESCRIPTION DATE UNLESS OTHERWELPECTED DIMENSION ARE ININO DRAMA TOURANCES ACTOR 1/64 CHECKED ANGULAR MA NOAPE TWO PLACE DECIMAL 0010 THE PLACE DECIMAL 0.005 MGA ROOM QA TOLERANNO PER MARA COMMENTS Aluminum TITLE Threaded Project A2 A Chorfor was 1/6 5/3/2019 SZE UWG NO. REV SCALE: 2:1 SHEET A DO NOT SCALE DAO 1. Toorath Type: CONTOUR 2. Reference & End Points Coordinates Type: Absolute Incremental Point Z W1 0 0 A A B D E F 3. Roughing: Tool #1 a. Depth of Cut: 0.020 b. Stock Allowance: X: 0.003 2: 0.005 C. TNC: None Tip: 0 d. Spindle: Surface Speed, 400 fpm, max 5000 rpm Feed Rate: 0.015 in/rev Threading Planning Sheet TPI (1/P) 8 10 12 14 16 18 24 0.0714 0.0625 0.0556 0.0417 0.0457 0.0400 0.0356 0.0267 0.0315 0.0315 0.0315 0.0315 0.0236 0.0236 0.0236 0.0157 Pitch (P), in. 0.1250 0.1000 0.0833 Thread Height 0.0800 0,0640 0.0534 (0.6403 P), in 1st 0.0472 0.0394 0.0354 Number of 2nd 0.0276 0.0276 0.0236 passes and 3rd 0.0236 0.0236 0.0236 reduction 4th In 0.0200 0.0157 0.0157 diameter 5th 0.0200 0.0157 0.0083 for each 6th 0.0158 0.0060 pass 7th 0.0058 0.0197 0.0197 0.0118 0.0062 0.0118 0.0052 0.0043 0.0048 1. Tool Number 5; Spindle Speed: 200 rpm (constant); Feed Rate in/rev 2. Number of passes: (only fill in this number of passes in table below) Do 3. Acceleration Distance: 0.200 in POINT Deceleration Distance: 0.125 Z* W1 Lead in for Threading 0.75 Thread Pass 1 Thread Pass 2 Thread Pass 3 Thread Pass 4 Thread Pass 5 Thread Pass 6 Thread Pass Z includes absolute coordinate of thread length + deceleration distance % (YOUR NAME; NCHW 6, Canned Cycles Turning) (PROGRAM NUMBER - NO N#) N20 (SET TOOL #; OFFSET #) N30 (SPINDLE MODE, SPEED, ON CW) N35 (SET MAXIMUM SPINDLE RPM) N40 (SET PROGRAM ZERO TO FIXTURE OFFSET; RAPID TO LEADIN) N45 (HAAS Roughing Canned cycle parameters, Rough Feed Rate) N50 (FEED TO POINT A; SET FINISH FEEDRATE) N60 (POINT B) N70 (POINT C) N80 (POINT D) N85 (POINT E) N90 (POINT F) N100 (FINISHING CYCLE) N105 (REFERENCE RETURN - NO INTERMEDIATE MOVE) N110 (CLEAR TLO) N120 (SET TOOL #; OFFSET # FOR THREADING) N130 (SET SPINDLE MODE, SPEED, ON CW) N140 (RAPID TO THREAD START) N150 (Threading Parameters, 1st pass X & Z) N (REMAINING PASSES - 1 LINE WITH X & Z FOR EACH) N230 (SPINDLE OFF) N240 (REFERENCE RETURN - WITH COORDINATES FOR NO INTERMEDIATE MOVE) N250 (PROGRAM END/REWIND) %