

Question
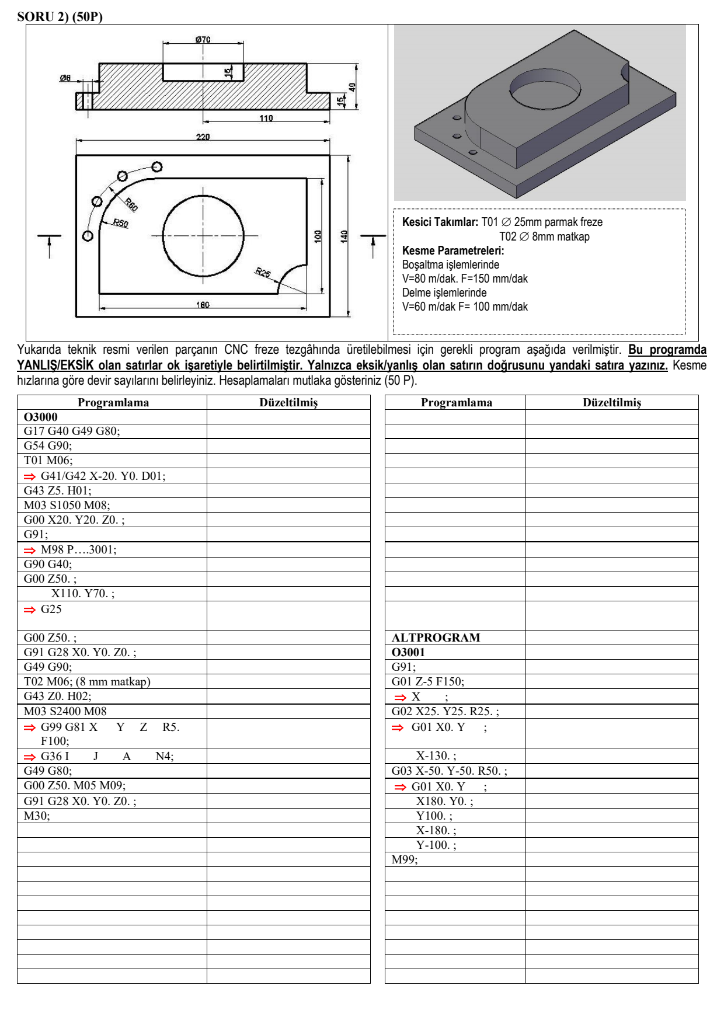
The program required to produce the part, whose technical drawing is given above, on a CNC milling machine is given below. In this program, lines
The program required to produce the part, whose technical drawing is given above, on a CNC milling machine is given below. In this program, lines that are FALSE / MISSING are indicated with an arrow. Just write the correct line of the missing / wrong line on the adjacent line. Determine the number of revolutions according to the cutting speeds. Be sure to show the calculations (50 P).
Cutting Tools: T01 25mm end mill T02 8mm drill Cutting Parameters: In unloading operations V = 80 m / min. F = 150 mm / min In drilling operations V = 60 m / min F = 100 mm / min
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Database Design And SQL For DB2
Authors: James Cooper
1st Edition
1583473572, 978-1583473573