

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
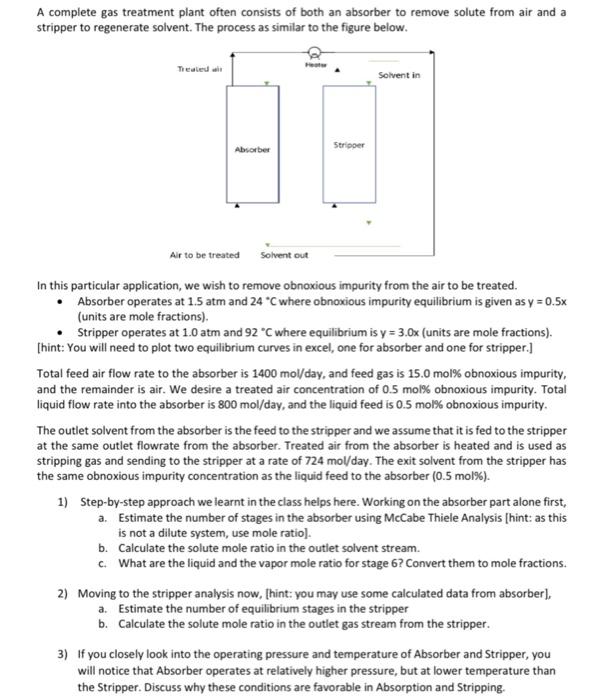
A complete gas treatment plant often consists of both an absorber to remove solute from air and a stripper to regenerate solvent. The process as
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Energy Revolution And Chemical Research
Authors: Kok-Keong Chong, Zhongliang Liu
1st Edition
1032365544, 978-1032365541