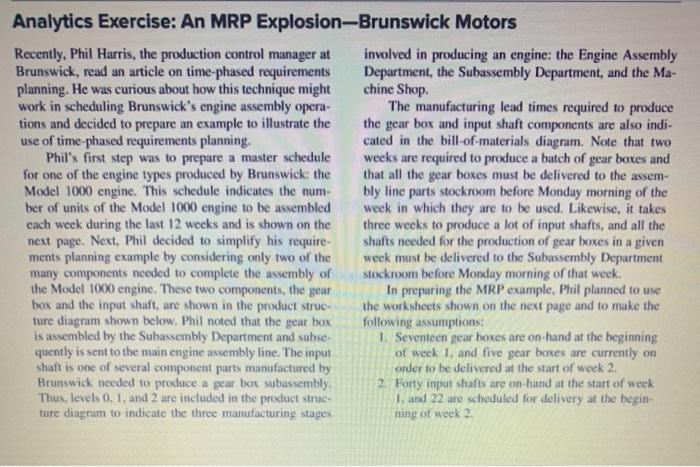
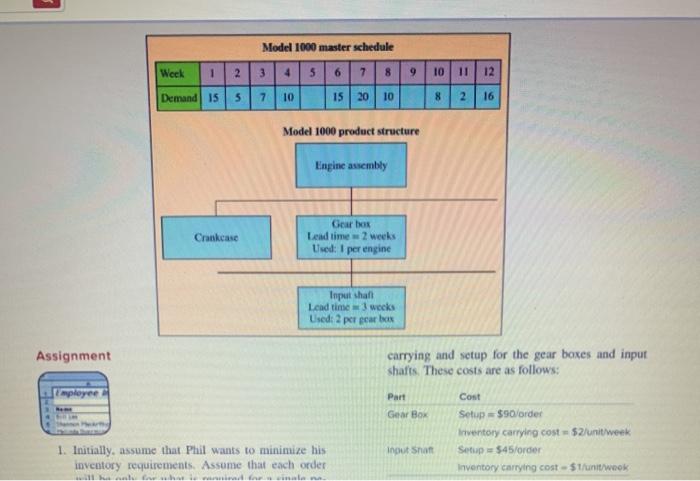
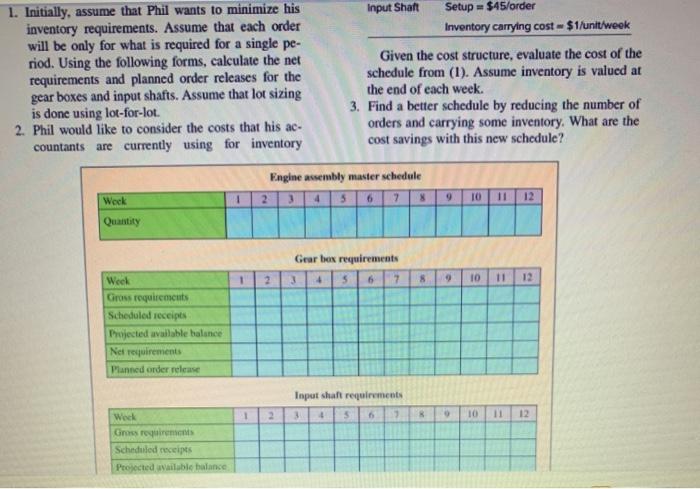
Analytics Exercise: An MRP Explosion-Brunswick Motors Recently, Phil Harris, the production control manager at involved in producing an engine: the Engine Assembly Brunswick, read an article on time-phased requirements Department, the Subassembly Department, and the Ma- planning. He was curious about how this technique might chine Shop work in scheduling Brunswick's engine assembly opera The manufacturing lead times required to produce tions and decided to prepare an example to illustrate the the gear box and input shaft components are also indi- use of time-phased requirements planning. cated in the bill-of-materials diagram. Note that two Phil's first step was to prepare a master schedule weeks are required to produce a batch of gear boxes and for one of the engine types produced by Brunswick: the that all the gear boxes must be delivered to the assem- Model 1000 engine. This schedule indicates the num- bly line parts stockroom before Monday morning of the ber of units of the Model 1000 engine to be assembled week in which they are to be used. Likewise, it takes cach week during the last 12 weeks and is shown on the three weeks to produce a lot of input shafts, and all the next page. Next, Phil decided to simplify his require- shafts needed for the production of gear boxes in a given ments planning example by considering only two of the week must be delivered to the Subassembly Department many components needed to complete the assembly of stockroom before Monday morning of that week. the Model 1000 engine. These two components, the gear In preparing the MRP example, Phil planned to use box and the input shaft, are shown in the product struc the worksheets shown on the next page and to make the ture diagram shown below. Phil noted that the gear box following assumptions: is assembled by the Subassembly Department and subse 1. Seventeen gear boxes are on hand at the beginning quently is sent to the main engine assembly line. The input of week 1. and five gear boxes are currently on shaft is one of several component parts manufactured by order to be delivered at the start of week 2 Brunswick needed to produce a gear box subassembly 2. Forty input shafts are on hand at the start of week Thus, levels 0, 1 and 2 are included in the product struc I. and 22 are scheduled for delivery at the begin ture diagrum to indicate the three manufacturing stages ning of week 2 Model 1000 master schedule 4 9 10 12 Weck 1 2 3 Demand 1557 5 6 7 8 15 2010 10 8 2 16 Model 1000 product structure Engine assembly Crankcase Gearbox Lead time 2 weeks Used: 1 per engine Inpul shaft Lead time 3 weeks Used: 2 pcr gearbox Assignment carrying and setup for the gear boxes and input shafts. These costs are as follows: Jmployee Part Gear Box Cost Setup = $90/order Inventory carrying cost $2/unit week Setup 545/order Inventory carrying cost-Stunit/ wok Tout Shan 1. Initially, assume that Phil wants to minimize his invcutory requirements. Assume that each order www 1. Initially, assume that Phil wants to minimize his inventory requirements. Assume that each order will be only for what is required for a single pe- riod. Using the following forms, calculate the net requirements and planned order releases for the gear boxes and input shafts. Assume that lot sizing is donc using lot-for-lot. 2. Phil would like to consider the costs that his ac. countants are currently using for inventory Input Shaft Setup - $45/order Inventory carrying cost-$1/unit wook Given the cost structure, evaluate the cost of the schedule from (1). Assume inventory is valued at the end of each week. 3. Find a better schedule by reducing the number of orders and carrying some inventory. What are the cost savings with this new schedule? Engine assembly master schedule 2 3 Wook 4 5 6 7 8 TO 12 Quantity Gearbox requirements 3 4 5 6 7 1 2 8 . 10 11 12 Week Gross requirements Scheduled receipts Projected available balance Netreuirements Planned order release Input shaft requirements 3 5 7 1 2 6 * 10 11 12 Whak Grosso Scheduled receipts Projected available balance Analytics Exercise: An MRP Explosion-Brunswick Motors Recently, Phil Harris, the production control manager at involved in producing an engine: the Engine Assembly Brunswick, read an article on time-phased requirements Department, the Subassembly Department, and the Ma- planning. He was curious about how this technique might chine Shop work in scheduling Brunswick's engine assembly opera The manufacturing lead times required to produce tions and decided to prepare an example to illustrate the the gear box and input shaft components are also indi- use of time-phased requirements planning. cated in the bill-of-materials diagram. Note that two Phil's first step was to prepare a master schedule weeks are required to produce a batch of gear boxes and for one of the engine types produced by Brunswick: the that all the gear boxes must be delivered to the assem- Model 1000 engine. This schedule indicates the num- bly line parts stockroom before Monday morning of the ber of units of the Model 1000 engine to be assembled week in which they are to be used. Likewise, it takes cach week during the last 12 weeks and is shown on the three weeks to produce a lot of input shafts, and all the next page. Next, Phil decided to simplify his require- shafts needed for the production of gear boxes in a given ments planning example by considering only two of the week must be delivered to the Subassembly Department many components needed to complete the assembly of stockroom before Monday morning of that week. the Model 1000 engine. These two components, the gear In preparing the MRP example, Phil planned to use box and the input shaft, are shown in the product struc the worksheets shown on the next page and to make the ture diagram shown below. Phil noted that the gear box following assumptions: is assembled by the Subassembly Department and subse 1. Seventeen gear boxes are on hand at the beginning quently is sent to the main engine assembly line. The input of week 1. and five gear boxes are currently on shaft is one of several component parts manufactured by order to be delivered at the start of week 2 Brunswick needed to produce a gear box subassembly 2. Forty input shafts are on hand at the start of week Thus, levels 0, 1 and 2 are included in the product struc I. and 22 are scheduled for delivery at the begin ture diagrum to indicate the three manufacturing stages ning of week 2 Model 1000 master schedule 4 9 10 12 Weck 1 2 3 Demand 1557 5 6 7 8 15 2010 10 8 2 16 Model 1000 product structure Engine assembly Crankcase Gearbox Lead time 2 weeks Used: 1 per engine Inpul shaft Lead time 3 weeks Used: 2 pcr gearbox Assignment carrying and setup for the gear boxes and input shafts. These costs are as follows: Jmployee Part Gear Box Cost Setup = $90/order Inventory carrying cost $2/unit week Setup 545/order Inventory carrying cost-Stunit/ wok Tout Shan 1. Initially, assume that Phil wants to minimize his invcutory requirements. Assume that each order www 1. Initially, assume that Phil wants to minimize his inventory requirements. Assume that each order will be only for what is required for a single pe- riod. Using the following forms, calculate the net requirements and planned order releases for the gear boxes and input shafts. Assume that lot sizing is donc using lot-for-lot. 2. Phil would like to consider the costs that his ac. countants are currently using for inventory Input Shaft Setup - $45/order Inventory carrying cost-$1/unit wook Given the cost structure, evaluate the cost of the schedule from (1). Assume inventory is valued at the end of each week. 3. Find a better schedule by reducing the number of orders and carrying some inventory. What are the cost savings with this new schedule? Engine assembly master schedule 2 3 Wook 4 5 6 7 8 TO 12 Quantity Gearbox requirements 3 4 5 6 7 1 2 8 . 10 11 12 Week Gross requirements Scheduled receipts Projected available balance Netreuirements Planned order release Input shaft requirements 3 5 7 1 2 6 * 10 11 12 Whak Grosso Scheduled receipts Projected available balance