

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
Based on the following information for the Dimethyl Ether ( DME ) process design, answer questions 1 to 3 . Background The plant is capable
Based on the following information for the Dimethyl Ether DME process design, answer questions to
Background
The plant is capable of producing metric tons of DME per year of purity via the catalytic dehydration of methanol over an acid zeolite catalyst. The goal is to design a grassroots facility, which safely and efficiently produces DME.
DME is used primarily as a propellant. DME is miscible with most organic solvents and it has a high solubility in water. Recently, the use of DME as a fuel additive for diesel engines has been investigated due to its high volatility desired for cold starting and high cetane number.
Dimethyl Ether Production Reactions
The production of DME is via the catalytic dehydration of methanol over an amorphous alumina catalyst treated with silica. A methanol conversion of about is achieved in the reactor. DME is produced by the following reaction:
In the temperature range of normal operation, there are no significant side reactions, and the equilibrium conversion for pure methanol feed exceeds Therefore, the reactor is kinetically controlled in the temperature range of normal operation.
Process Description
The process flow diagram for Unit is shown in Figure The essential operations in the process are the preheating of the raw material nearly pure methanol reacting methanol to form DME, product separation, contaminant separation, and methanol separation and recycle.
Fresh methanol, Stream is combined with recycled reactant, Stream and vaporized prior to being sent to a fixed bed reactor, operating between and The single pass conversion in the reactor must be limited to due to equipment constraints. The reactor effluent, Stream is then cooled prior to being sent to the first of two distillation columns, DME product is taken overhead from the first column The second column T separates water from the unreacted methanol. The methanol is recycled back to the front end of the process Stream while the water stream is sent to waste treatment to remove trace amounts of organic compounds.
Appendix I contains all required and pertinent process system information: the PFD is shown in Figure ; stream table indicating current operation is given as Table ; the utility summary is in Table ; and equipment information is given in Table
Page
Question
marks
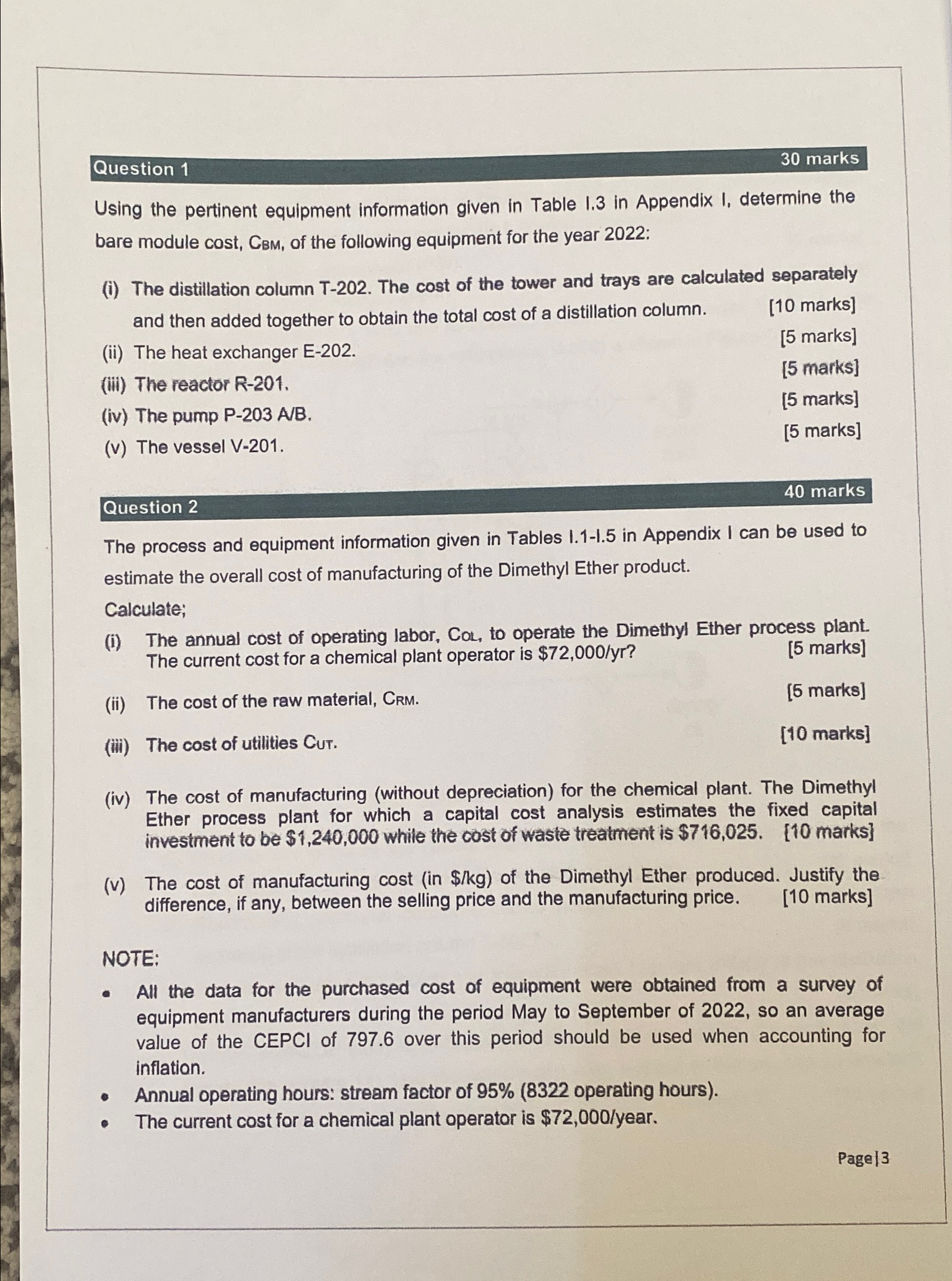
Using the pertinent equipment information given in Table in Appendix determine the bare module cost, the following equipment for the year :
i The distillation column T The cost of the tower and trays are calculated separately and then added together to obtain the total cost of a distillation column.
marks
ii The heat exchanger E
marks
iii The reactor R
marks
iv The pump P AB
marks
v The vessel V
marks
Question
marks
The process and equipment information given in Tables I in Appendix I can be used to estimate the overall cost of manufacturing of the Dimethyl Ether product.
Calculate;
i The annual cost of operating labor, to operate the Dimethyl Ether process plant. The current cost for a chemical plant operator is $ r
marks
ii The cost of the raw material,
marks
iii The cost of utilities CuT.
marks
iv The cost of manufacturing without depreciation for the chemical plant. The Dimethyl Ether process plant for which a capital cost analysis estimates the fixed capital investment to be $ while the cost of waste treatment is $
marks
v The cost of manufacturing cost in of the Dimethyl Ether produced. Justify the difference, if any, between the selling price and the manufacturing price.
marks
NOTE:
All the data for the purchased cost of equipment were obtained from a survey of equipment manufacturers during the period May to September of so an average value of the CEPCI of over this period should be used when accounting for inflation.
Annual operating hours: stream factor of operating hours
The current cost for a chemical plant operator is $ year.
Pagel
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Fundamentals of Thermal-Fluid Sciences
Authors: Yunus A. Cengel, Robert H. Turner, John M. Cimbala
5th edition
78027680, 78027683, 9781760421359, 978-0078027680