

Question
Based on this case study: Project quality is a result of many things working together to produce a satisfied customer. Things that work together constitute
Based on this case study:
Project quality is a result of many things working together to produce a satisfied customer. Things that work together constitute a system. To manage project quality, project managers must, in Dr. Deming's words, gain an appreciation for systems. They must understand the elements of the system within which they work and how the elements interact with and influence each other. This is no easy task. System performance can be obscured by arrogance, ignorance, or bias. To overcome these hurdles, Dr. Deming developed a demonstration using red and white beads.
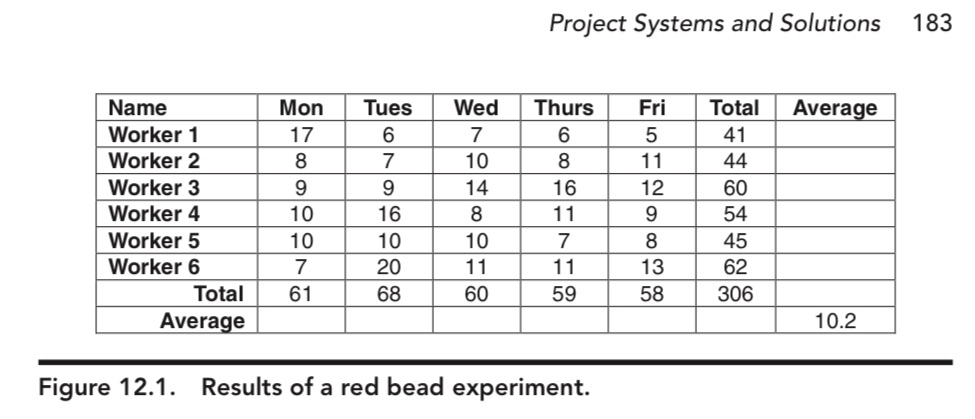
The Red Bead Experiment Dr. Deming explained the red bead experiment in his book Out of the Crisis. He also credited William A. Boller of the Hewlett-Packard Company with introducing the demonstration at a company seminar. The experiment includes the following: PeopleSix workers, consistently referred to as "willing workers"; two inspectors and one chief inspector; and one recorder. MaterialsRed and white spherical beads (commercially available demonstration kits generally provide 4000 beads: 3200 white, 800 red), a container to hold the beads, and a paddle with fifty indentations that will hold one bead each. ProcessesWilling workers dip the paddle into the bead container until it is completely covered, then carefully withdraw it. Gently shaking the paddle and allowing excess beads to roll off results in a paddle with a bead in each of the fifty indentations. During the experiment, each willing worker, in turn, dips the paddle into the container and produces a sample of fifty beads. This is repeated for several rounds, usually four or five, to simulate a number of workdays; willing workers produce one sample per day. After the willing workers produce their samples, they report to an inspector who counts defects. A defect is a red bead or a vacant indentation. The willing workers then report to a second inspector who makes a second count of defects. After making their counts, the inspectors report to the chief inspector who checks the results of the inspectors. If the results are the same, the chief inspector reports the number to the recorder. If the results are not the same, the chief inspector counts the defects, reports that number to the recorder, and directs the willing worker to dump the beads back in the container and return to the work line. The recorder writes all results on a matrix that shows willing worker performance by day. In practice, the facilitator of the experiment adds other, potentially confounding elements to the experiment. Willing workers are provided brief training and told they will have an apprenticeship period. They are then put directly to work without any period of apprenticeship. New workers who are added to the line as a result of dismissals are given no training. The facilitator announces a quota of no more than one red bead per day. The facilitator praises good performance, a very low number of defects, and condemns or punishes with dismissal poor performance, a very high number of defects. The facilitator may throw in quality slogans and generally exhort the willing workers to perform better. After several days of work, the facilitator threatens workers with dismissal because of their inconsistent and generally poor performance. After all, no one is meeting the quota of no more than one defect per paddle. The facilitator ensures that senior managers among the participant group are included in the willing worker group and, as the experiment progresses, points out their poor performance to the great glee of the other participants. Finally, when all workdays are complete, the facilitator closes the operation and tells all willing workers to collect their severance pay on the way out. The matrix by the recorder might look something like Figure 12.1. The red bead experiment reveals much about system performance. While many system elements interact, in this case, materials determine results. The bead mixture is 80 percent white beads and 20 percent red beads. The paddle holds fifty beads. Given a fair product on effort by the workerthat is, the worker does not try to change results by quickly dipping the paddle again if it looks like a large number of red beads are on the paddle from the initial dip, or the worker does not bump the paddle against the container and knock some beads offthe number of red beads in each sample of fifty will be about 20 percent, or about ten. As expected, results in Figure 12.1 show an average of 10.2 red beads. As the number of samples increases, the average will get closer and closer to ten. Other factors may seem to influence results, but they are not relevant: Inspections (excessive) have no effect on system performance. Quotas have no effect on system performance. Slogans have no effect on system performance. Exhortations to do well have no effect on system performance. Rewards and punishments have no effect on system performance. Management (by the facilitator) has no effect on system performance. In this case, the only thing that mattersthe only factor that affects and determines system performanceis the percentage of red beads in the bead mix. The lesson is: Fix the system, do not blame the workers. It calls back to the 85/15 rule that says about 85 percent of a worker's performance is determined by the system and 15 percent is determined by individual effort. The bead mixture principally determines results. A worker can still influence results to a degree through careless performance (knocking beads from the paddle during production) or by cheating (dipping the paddle twice), but performance results are mostly a matter of materials, an aspect of the system that is beyond the worker's control. The red bead experiment also reveals something about variation. The data in Figure 12.1 show an average number of defects of 10.2 per production, but individual production numbers vary from 5 to 20 defects. Each production of fifty beads will not be exactly the same; results will vary. How much they may be expected to vary can be determined by using a control chart and calculating upper and lower control limits. For these data, the upper and lower control limits are nineteen and two, respectively. Normal system performance will yield two to nineteen defects in any individual production. Workers should not be criticized or specially rewarded for performance within this range. Quotas should not be established outside this range. Slogans and exhortations should not address any performance outside this range. What about worker 6 who produced twenty defects on Tuesday? How should management respond? Punish the worker? Recall that control limits do not encompass 100 percent of the data. Control limits are sometimes established at 3 above and below the mean, which encompasses 99.73 percent of the data. The performance of twenty defects could be normal system performance that falls within the other 0.23 percent, or, if these data relate
to performance that occurred after the control limits were established, the
twenty defects could be a result of special cause variation acting on the sys- tem. Perhaps worker 6 was a new hire that joined the work line after the
initial workers completed training and, therefore, received no training. An untrained worker is a source of special cause variation.
Using a control chart to analyze the data obtained during the red bead ex- periment shows that the system is stable and is producing predictable results.
The red bead experiment is often an eye-opening experience for participants.
It shows more clearly than any text can describe how systems influence re- sults.
Practical Exercise
The following exercise allows readers to apply the concepts and tools pre- sented in this book. Readers should complete the exercise, not simply scan
the description and assume they "got it." Completing the exercise will so- lidify understanding of quality concepts and tools before readers attempt to
apply them in real project practice.Background Beads R Us is a producer of high-quality plastic beads for commercial use. The production process is as described in the red bead experiment. Workers produce beads in lots of fifty by dipping a paddle into a bin of beads and
withdrawing fifty at a time. Some of the beads are red; red beads are defec- tive. If the production lot is less than fifty, the absent beads count as defects.
Recently, management has become dissatisfied with the number of defects during production. Beads R Us obtains materials from Bead World, one of three suppliers worldwide. Materials include defective beads, which must be eliminated prior to delivery to customers. A major customer of Beads R Us has informed management that it will reject any future delivery that includes more than fifteen defective beads in a sample of fifty to be taken on the receiving dock at the time of delivery.
Beads R Us has engaged your project team on a consulting contract to ana- lyze its process, and identify any shortcomings, and recommend solutions.
Data Collection Six members of your project team were secretly sent to Beads R Us as new employees to gain first-hand experience with the bead production process. They worked for five days before being withdrawn. The performance data for the six team members are summarized as shown in Figure 12.1. The six team members also prepared a report of their work experiences. The key points in their report are summarized below. 1. Training is not good. New hires are not given any training. They are immediately placed on the production line and told to do what the person next to them is doing. Beads R Us calls this "on-the-job training." 2. Communication is not good. Workers are not allowed to ask questions and are not allowed to talk to each other while on the line. Anyone caught talking is punished. Beads R Us managers tell workers that there is no time for frivolous behavior. They are paid to work, not talk. 3. Management is not good. When things go well, managers take all the credit. When things do not go well, managers blame the workers and threaten punishment.Leadership is not good. Managers are seldom seen on the production line. When they do show up, they walk quickly through the area and tell people to do better or their jobs are at risk. 5. The work environment is not good. The production area is covered with posters containing quality slogans such as "Mistakes cost us money," "Work hard, keep your job," "We're counting on YOU," and "No defect is a good defect." Workers have trouble understanding the meaning of these slogans and have no idea about how to implement them.
6. Quotas are unreasonable. Management has assigned quotas for pro- duction that have never been achieved by anyone. Managers continu- ally harp on the quotas and threaten punishment of those who do not
make quota. 7. Rewards are inconsistent and inequitable. Two people can produce the same quality and one gets a reward while the other does not. A worker can be rewarded one day for good performance and punished
the next day for poor performance. A worker who performed partic- ularly well one day received an on-the-spot bonus and a pin that said
"Employee of the Day." The next day, the same employee was fired for poor performance. Requirement
Apply your quality knowledge and meet all contractual requirements. Spe- cifically:
Analyze the process of bead production at Beads R Us. Identify any shortcomings that indicate inability to meet customer requirements. Recommend solutions that eliminate any shortcomings. Tips This practical exercise does not include a prescribed solution. Readers should be creative in their solution approach; results will vary from reader to reader. Readers should apply as many of the quality tools as possible. Some tools
are intended for group use. Not all may be beneficial. Readers will better un- derstand the utility and limitations of the tools as they try to put them to use.
Here are some suggestions.1. Collecting data A check sheet might be prepared to show defects by day or by worker. The matrix in Figure 12.1 is already a collection of data. 2. Understanding data
A line graph or a bar graph might be used to show the progres- sion of defects by worker over time. A pie graph might be used to
show the number of defects by worker or by day relative to the total number of defects. A histogram might be used to show how defects are distributed by worker or by day. A Pareto chart might be used to identify defects in descending order by worker or by day of the week.
A scatter diagram might be used to investigate a possible relation- ship between days of the week and the number of defects produced.
3. Understanding processes A flow chart might be used to better understand the steps in the bead production process.
A run chart might be used to understand how production pro- gresses over time.
A control chart might be used to determine system performance and if expected performance meets customer requirements. (Hint: All 30 productions must appear on the x-axis, with the number of defects on the y-axis. They may be plotted either by worker/ by day or by day/by worker.) 4. Analyzing processes A cause and effect diagram might be used to identify causes and
root causes of defective beads. (Hint: When determining catego- ries, consider the information provided by the six team members
in their report.)
A pillar diagram might be used to identify the relationships be- tween suspected causes and results.
5. Solving problems Force field analysis might be used to identify and understand the
forces that affect quality performance. It might provide a founda- tion for improvement action.
Brainstorming might be used to identify causes when using pro- cess analysis tools or to identify possible improvement actions. An affinity diagram might be used to organize and better under- stand the random results of brainstorming.
Nominal group technique might be used to gain consensus on pri- orities of action to be recommended.
Recommendations should be presented to Beads R Us as a final report, with relevant quality tools attached for clarification and justification. Summary
When managing project quality, project managers must gain an ap- preciation for systems. They must understand the elements that work
together to produce project results. Quality tools enable understanding of systems. They enable fact-based analysis and decisions that ensure delivery of quality products and services. Points to Ponder 1. What is the basic message of the Red Bead Experiment? Why is this important in managing quality?
2. Discuss the practical or perhaps superficial utility of the various con- tributing factors by management in the Red Bead Experiment de- scribed in this chapter. Explain why these contributing factors may
be in common use.
Case Study Questions:
Assume you are an independent consultant tasked with making recommendations to the "Beads R Us" management team to improve quality around the situation described above. pull data from Figure 12.1 in the image.
Build a report that contains recommendations based on the utilization of the tools, processes, and analytical techniques below.
For each tool utilized, demonstrate full utilization of the tool including a summary of the specific learning/ outcomes from that tool and the resulting recommendations made to management based on that tool.
recommendations must be based on the data provided in the Beads R Us Practical Exercise above and an analysis utilizing the following tools above.
1. Understanding data
-CHOOSE the Scatter Diagram
2. Understanding Process
-CHOOSE the Control chart
3. Analyzing processes
-CHOOSE the Cause and Effect diagram
4. Solving problems
-CHOOSE the Force Field Analysis or Affinity Diagram
Report Shall contain the outcomes and recommendations from FOUR tools.
Now add an executive summary to the report that highlights your key recommendations, each of which should contain a footnote reference back to the tool(s).
FINAL FORMAT - PowerPoint containing the following 9 slides, in the order shown below.
Slide 1- Executive Summary - One slide max. Should contain your recommendations derived from the 4 graph/chart slides you analyzed (Slides 2 - 9). Recommendations need to be clear, concise, and contain footnote references to the graph/chart slide the recommendation was derived from.
Slide 2- Understanding data - Scatter Diagram
Slide 3- Analysis and recommendations based on Slide 2
Slide 4- Understanding Process - Control chart
Slide 5- Analysis and recommendations based on Slide 4
Slide 6. Analyzing processes - Cause and Effect Diagram
Slide 7- Analysis and recommendations based on Slide 6
Slide 8- Solving problems - Force Field Analysis or Affinity Diagram
Slide 9- Analysis and recommendations based on Slide 8
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Hospitality Marketing Management
Authors: Robert D Reid, David C Bojanic
5th Edition
0470088583, 9780470088586