

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
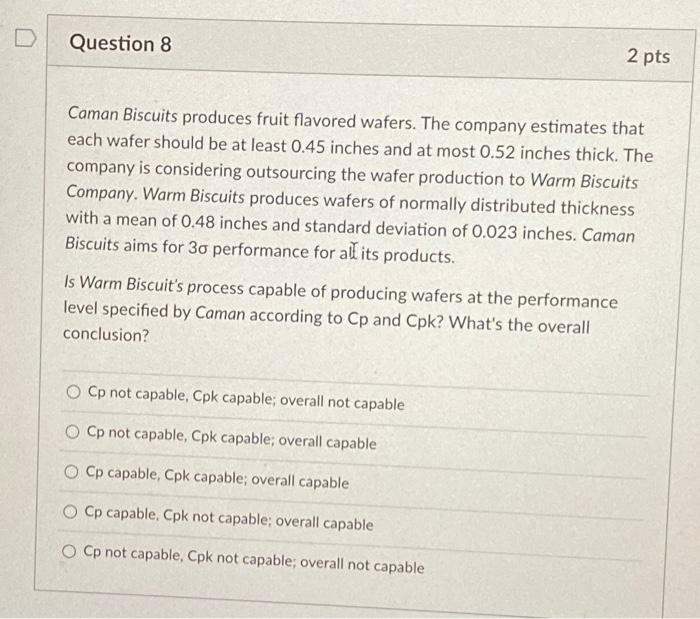
Caman Biscuits produces fruit flavored wafers. The company estimates that each wafer should be at least 0.45 inches and at most 0.52 inches thick. The
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Strategic management concepts
Authors: Fred david
13th Edition
9780136120988, 136120997, 136120989, 978-0136120995