

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
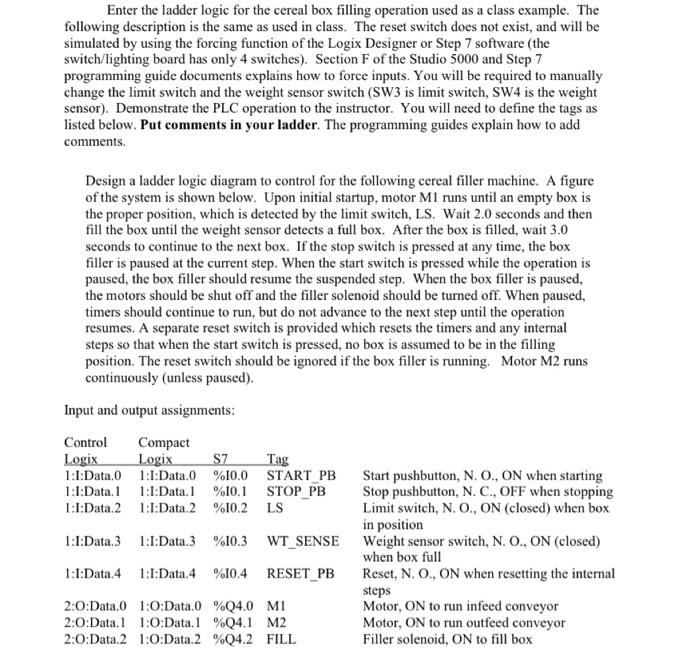
Enter the ladder logic for the cereal box filling operation used as a class example. The following description is the same as used in class.
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
The Database Management Systems
Authors: Patricia Ward, George A Dafoulas
1st Edition
1844804526, 978-1844804528