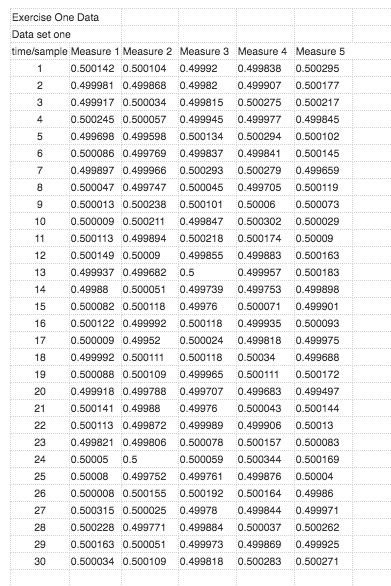
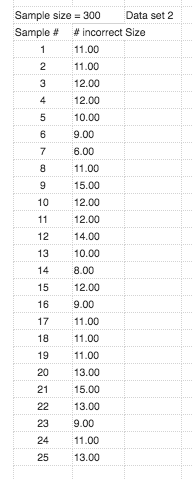
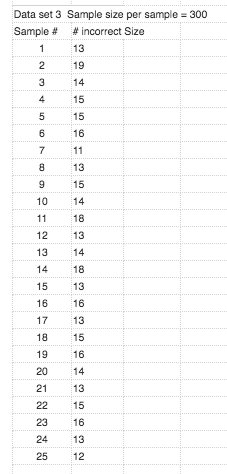
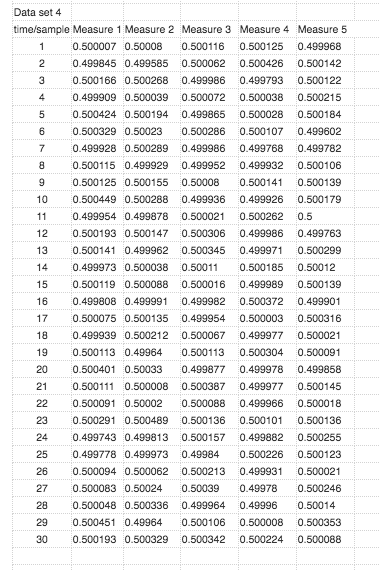
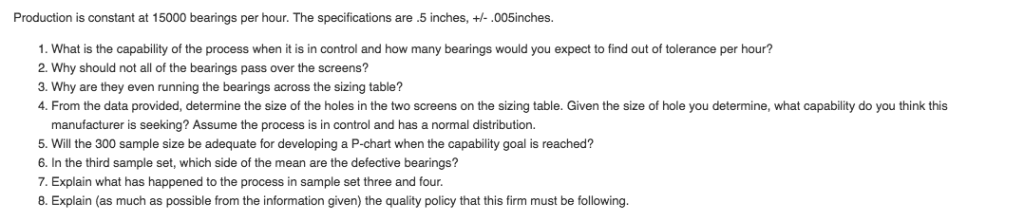
Exercise One Data Data set one time/sample Measure 1 Measure 2 Measure 3 Measure 4 Measure 5 1 0 .500142 0.500104 0.49992 0.499838 0.500295 0.499981 0.499868 0.49982 0.499907 0.500177 3 0.499917 0.500034 0.499815 0.500275 0.500217 0.500245 0.500057 0.499945 0.499977 0.499845 5 0.499698 0.499598 0.500134 0.500294 0.500102 6 0.500086 0.499769 0.499837 0.499841 0.500145 7 0.499897 0.499966 0.500293 0.500279 0.499659 8 0.500047 0.499747 0.500045 0.499705 0.500119 9 0.500013 0.500238 0.500101 0.50006 0.500073 10 0.500009 0.500211 0.499847 0.500302 0.500029 11 0.500113 0.499894 0.500218 0.500174 0.50009 12 0.500149 0.500090.499855 0.499883 0.500163 13 0.499937 0.499682 0.5 0.499957 0.500183 14 0.49988 0.500051 0.499739 0.499753 0.499898 15 0.500082 0.500118 0.49976 0.500071 0.499901 16 0.500122 0.499992 0.500118 0.499935 0.500093 17 0.500009 0.49952 0.500024 0.499818 0.499975 18 0.499992 0.500111 0.500118 0.50034 0.499688 19 0.500088 0.500109 0.499965 0.500111 0.500172 20 0.499918 0.499788 0.499707 0.499683 0.499497 0.500141 0.49988 0.49976 0.500043 0.500144 0.500113 0.499872 0.499989 0.499906 0.50013 23 0.499821 0.499806 0.500078 0.500157 0.500083 24 0.50005 0.5 0.500059 0.500344 0.500169 0.50008 0.499752 0.499761 0.499876 0.50004 0.500008 0.500155 0.500192 0.500164 0.49986 27 0.500315 0.500025 0.49978 0.499844 0.499971 28 0.500228 0.499771 0.499884 0.500037 0.500262 290.500163 0.500051 0.499973 0.499869 0.499925 30 0.500034 0.500109 0.499818 0.500283 0.500271 Sample size = 300 Data set 2 Sample # # incorrect Size 11.00 11.00 12.00 12.00 10.00 9.00 6.00 11.00 15.00 12.00 12.00 14.00 10.00 8.00 12.00 9.00 11.00 11.00 11.00 13.00 15.00 13.00 9.00 11.00 13.00 Data set 3 Sample size per sample = 300 Sample # # incorrect Size 13 314 13 Data set 4 time/sample Measure 1 Measure 2 Measure 3 Measure 4 Measure 5 0.500007 0.50008 0.500116 0.500125 0.499968 2 0.499845 0.499585 0.500062 0.500426 0.500142 3 0.500166 0.500268 0.499986 0.499793 0.500122 0.499909 0.500039 0.500072 0.500038 0.500215 5 0.500424 0.500194 0.499865 0.500028 0.500184 6 0.500329 0.50023 0.500286 0.500107 0.499602 7 0.499928 0.500289 0.499986 0.499768 0.499782 0.500115 0.499929 0.499952 0.499932 0.500106 9 0.500125 0.500155 0.50008 0.500141 0.500139 10 0.500449 0.500288 0.499936 0.4999260.500179 11 0.499954 0.499878 0.500021 0.500262 0.5 12 0.500193 0.500147 0.500306 0.499986 0.499763 13 0.500141 0.499962 0.500345 0.499971 0.500299 14 0.499973 0.500038 0.50011 0.500185 0.50012 0.500119 0.500088 0.500016 0.499989 0.500139 0.499808 0.499991 0.499982 0.500372 0.499901 17 0.500075 0.500135 0.499954 0.500003 0.500316 18 0.499939 0.500212 0.500067 0.499977 0.500021 0.500113 0.49964 0.500113 0.500304 0.500091 20 0.500401 0.50033 0.499877 0.499978 0.499858 0.500111 0.500008 0.500387 0.499977 0.500145 22 0.500091 0.50002 0.500088 0.499966 0.500018 0.500291 0.500489 0.500136 0.500101 0.500136 0.499743 0.499813 0.500157 0.499882 0.500255 0.499778 0.499973 0.49984 0.500226 0.500123 0.500094 0.500062 0.500213 0.499931 0.500021 0.500083 0.50024 0.50039 0.49978 0.500246 28 0.500048 0.500336 0.499964 0.49996 0.50014 29 0.500451 0.49964 0.500106 0.500008 0.500353 30 0.500193 0.500329 0.500342 0.500224 0.500088 16 21 Production is constant at 15000 bearings per hour. The specifications are.5 inches, +/-.005inches. 1. What is the capability of the process when it is in control and how many bearings would you expect to find out of tolerance per hour? 2. Why should not all of the bearings pass over the screens? 3. Why are they even running the bearings across the sizing table? 4. From the data provided, determine the size of the holes in the two screens on the sizing table. Given the size of hole you determine, what capability do you think this manufacturer is seeking? Assume the process is in control and has a normal distribution. 5. Will the 300 sample size be adequate for developing a P-chart when the capability goal is reached? 6. In the third sample set, which side of the mean are the defective bearings? 7. Explain what has happened to the process in sample set three and four. 8. Explain (as much as possible from the information given the quality policy that this firm must be following. Exercise One Data Data set one time/sample Measure 1 Measure 2 Measure 3 Measure 4 Measure 5 1 0 .500142 0.500104 0.49992 0.499838 0.500295 0.499981 0.499868 0.49982 0.499907 0.500177 3 0.499917 0.500034 0.499815 0.500275 0.500217 0.500245 0.500057 0.499945 0.499977 0.499845 5 0.499698 0.499598 0.500134 0.500294 0.500102 6 0.500086 0.499769 0.499837 0.499841 0.500145 7 0.499897 0.499966 0.500293 0.500279 0.499659 8 0.500047 0.499747 0.500045 0.499705 0.500119 9 0.500013 0.500238 0.500101 0.50006 0.500073 10 0.500009 0.500211 0.499847 0.500302 0.500029 11 0.500113 0.499894 0.500218 0.500174 0.50009 12 0.500149 0.500090.499855 0.499883 0.500163 13 0.499937 0.499682 0.5 0.499957 0.500183 14 0.49988 0.500051 0.499739 0.499753 0.499898 15 0.500082 0.500118 0.49976 0.500071 0.499901 16 0.500122 0.499992 0.500118 0.499935 0.500093 17 0.500009 0.49952 0.500024 0.499818 0.499975 18 0.499992 0.500111 0.500118 0.50034 0.499688 19 0.500088 0.500109 0.499965 0.500111 0.500172 20 0.499918 0.499788 0.499707 0.499683 0.499497 0.500141 0.49988 0.49976 0.500043 0.500144 0.500113 0.499872 0.499989 0.499906 0.50013 23 0.499821 0.499806 0.500078 0.500157 0.500083 24 0.50005 0.5 0.500059 0.500344 0.500169 0.50008 0.499752 0.499761 0.499876 0.50004 0.500008 0.500155 0.500192 0.500164 0.49986 27 0.500315 0.500025 0.49978 0.499844 0.499971 28 0.500228 0.499771 0.499884 0.500037 0.500262 290.500163 0.500051 0.499973 0.499869 0.499925 30 0.500034 0.500109 0.499818 0.500283 0.500271 Sample size = 300 Data set 2 Sample # # incorrect Size 11.00 11.00 12.00 12.00 10.00 9.00 6.00 11.00 15.00 12.00 12.00 14.00 10.00 8.00 12.00 9.00 11.00 11.00 11.00 13.00 15.00 13.00 9.00 11.00 13.00 Data set 3 Sample size per sample = 300 Sample # # incorrect Size 13 314 13 Data set 4 time/sample Measure 1 Measure 2 Measure 3 Measure 4 Measure 5 0.500007 0.50008 0.500116 0.500125 0.499968 2 0.499845 0.499585 0.500062 0.500426 0.500142 3 0.500166 0.500268 0.499986 0.499793 0.500122 0.499909 0.500039 0.500072 0.500038 0.500215 5 0.500424 0.500194 0.499865 0.500028 0.500184 6 0.500329 0.50023 0.500286 0.500107 0.499602 7 0.499928 0.500289 0.499986 0.499768 0.499782 0.500115 0.499929 0.499952 0.499932 0.500106 9 0.500125 0.500155 0.50008 0.500141 0.500139 10 0.500449 0.500288 0.499936 0.4999260.500179 11 0.499954 0.499878 0.500021 0.500262 0.5 12 0.500193 0.500147 0.500306 0.499986 0.499763 13 0.500141 0.499962 0.500345 0.499971 0.500299 14 0.499973 0.500038 0.50011 0.500185 0.50012 0.500119 0.500088 0.500016 0.499989 0.500139 0.499808 0.499991 0.499982 0.500372 0.499901 17 0.500075 0.500135 0.499954 0.500003 0.500316 18 0.499939 0.500212 0.500067 0.499977 0.500021 0.500113 0.49964 0.500113 0.500304 0.500091 20 0.500401 0.50033 0.499877 0.499978 0.499858 0.500111 0.500008 0.500387 0.499977 0.500145 22 0.500091 0.50002 0.500088 0.499966 0.500018 0.500291 0.500489 0.500136 0.500101 0.500136 0.499743 0.499813 0.500157 0.499882 0.500255 0.499778 0.499973 0.49984 0.500226 0.500123 0.500094 0.500062 0.500213 0.499931 0.500021 0.500083 0.50024 0.50039 0.49978 0.500246 28 0.500048 0.500336 0.499964 0.49996 0.50014 29 0.500451 0.49964 0.500106 0.500008 0.500353 30 0.500193 0.500329 0.500342 0.500224 0.500088 16 21 Production is constant at 15000 bearings per hour. The specifications are.5 inches, +/-.005inches. 1. What is the capability of the process when it is in control and how many bearings would you expect to find out of tolerance per hour? 2. Why should not all of the bearings pass over the screens? 3. Why are they even running the bearings across the sizing table? 4. From the data provided, determine the size of the holes in the two screens on the sizing table. Given the size of hole you determine, what capability do you think this manufacturer is seeking? Assume the process is in control and has a normal distribution. 5. Will the 300 sample size be adequate for developing a P-chart when the capability goal is reached? 6. In the third sample set, which side of the mean are the defective bearings? 7. Explain what has happened to the process in sample set three and four. 8. Explain (as much as possible from the information given the quality policy that this firm must be following