

Question: Hi Accounting experts, Badly needed your help here! Thank you so much in advance. QUESTION: How is break even analysis relevant in this case? How
Hi Accounting experts, Badly needed your help here! Thank you so much in advance.
QUESTION:
How is break even analysis relevant in this case? How about the payback period in Capital Budgeting for the planned changes in operations? Are these two important tools very important in assessing the financial implications of the firm? Why?
Below is the supporting data.
For the full text of information, Kindly redirect to this link: https://www.imanet.org/-/media/86d0f095dd2e459d85e8998442be7229.ashx
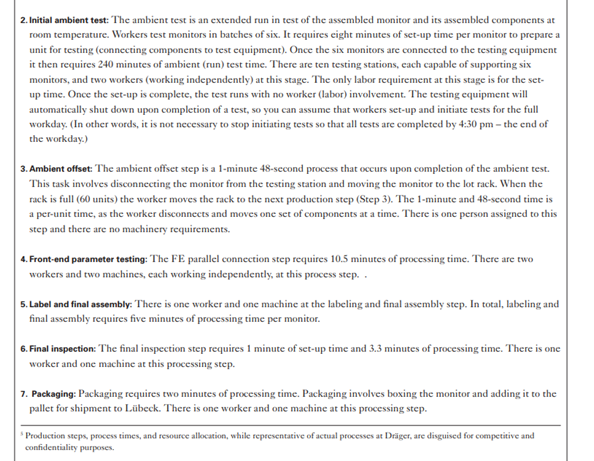
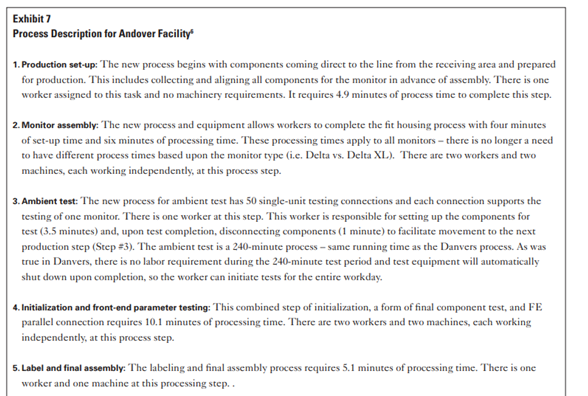
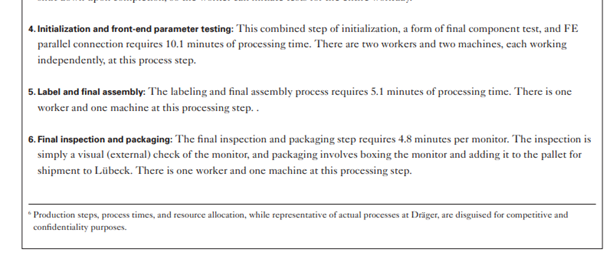
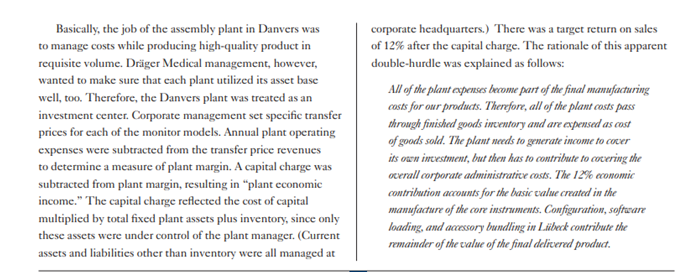
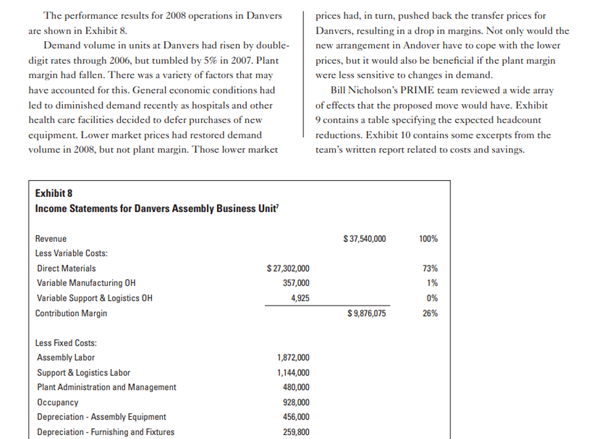
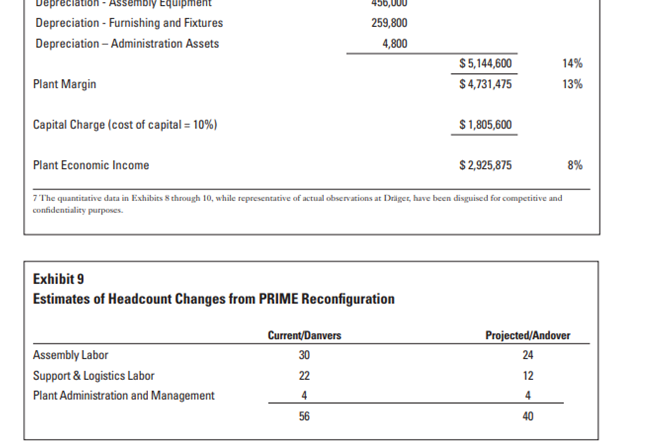
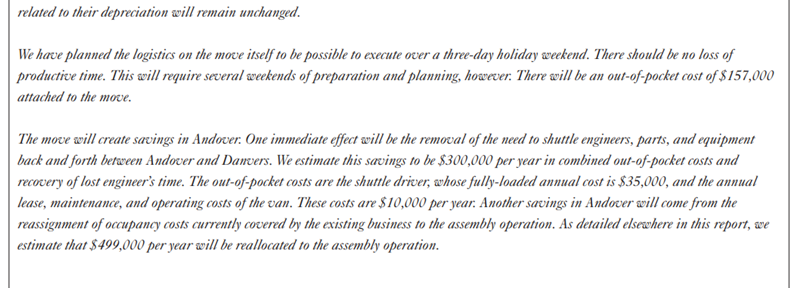
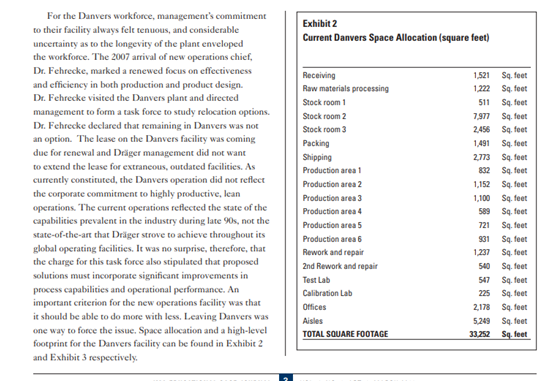
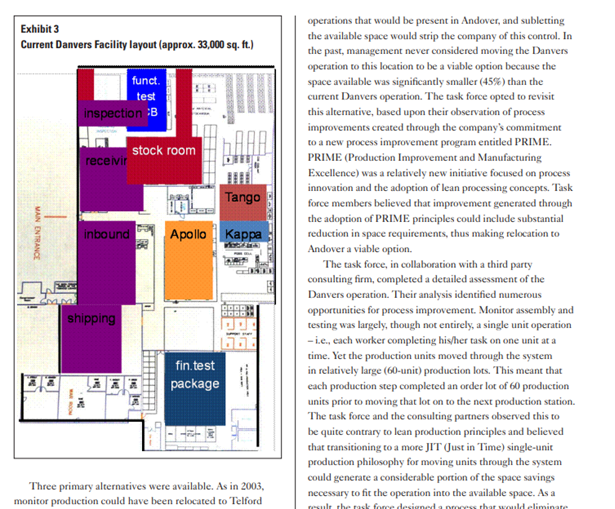
2. Initial ambient test: The ambient test is an extended run in test of the assembled monitor and its assembled components at room temperature. Workers test monitors in batches of six. It requires eight minutes of set-up time per monitor to prepare a unit for testing (connecting components to test equipment). Once the six monitors are connected to the testing equipment it then requires 240 minutes of ambient (run) test time. There are ten testing stations, each capable of supporting six monitors, and two workers (working independently) at this stage. The only labor requirement at this stage is for the set- up time. Once the set-up is complete, the test runs with no worker (labor) involvement. The testing equipment will automatically shut down upon completion of a test, so you can assume that workers set-up and initiate tests for the full workday. (In other words, it is not necessary to stop initiating tests so that all tests are completed by 4:30 pm - the end of the workday.) 3. Ambient offset: The ambient offset step is a 1-minute 48-second process that occurs upon completion of the ambient test. This task involves disconnecting the monitor from the testing station and moving the monitor to the lot rack. When the rack is full (60 units) the worker moves the rack to the next production step (Step 3). The 1-minute and 48-second time is a per-unit time, as the worker disconnects and moves one set of components at a time. There is one person assigned to this step and there are no machinery requirements. 4. Front-end parameter testing: The FE parallel connection step requires 10.5 minutes of processing time. There are two workers and two machines, each working independently, at this process step. . 5. Label and final assembly. There is one worker and one machine at the labeling and final assembly step. In total, labeling and final assembly requires five minutes of processing time per monitor. 6. Final Inspection: The final inspection step requires 1 minute of set-up time and 3.3 minutes of processing time. There is one worker and one machine at this processing step. 7. Packaging: Packaging requires two minutes of processing time. Packaging involves boxing the monitor and adding it to the pallet for shipment to Lubeck. There is one worker and one machine at this processing step. Production steps, process times, and resource allocation, while representative of actual processes at Drager, are disguised for competitive and confidentulity purposes.ASSESSING THE FINANCIAL BENEFITS OF in Lobeck do cupproceed conceme with order burruround THE MOVE performance for Join or the Danvers plant. Cukr want to Danvers often arrived in Lobeck $ 10 diary after anker While the mang to Andover un conceptually appealing, other placement. This appeared lbyfood, given that Chimion shipped operation could be cutwarned Whimatch, the dochian design quedion before the unk fore remains simple ind whoue the fate of the monitor production operation would be and howed Cosy paluxy similar or posibly higher determined buned on profitability criteria Wook due mac to wodlungs of monkon in s for ilay that is the walker than our Alaver product improved Enincil performance! Certainly. current site and improve our tururound times? The answer to that question in less simple, and perlup not straightforward that cost buck relatively quickly.Exhibit 7 Process Description for Andover Facility* 1. Production set-up: The new process begins with components coming direct to the line from the receiving area and prepared for production. This includes collecting and aligning all components for the monitor in advance of assembly. There is one worker assigned to this task and no machinery requirements. It requires 4.9 minutes of process time to complete this step. 2. Monitor assembly: The new process and equipment allows workers to complete the fit housing process with four minutes of set-up time and six minutes of processing time. These processing times apply to all monitors - there is no longer a need to have different process times based upon the monitor type (i.e. Delta vs. Delta XL.). There are two workers and two machines, each working independently, at this process step. 3. Ambient test: The new process for ambient test has 50 single-unit testing connections and each connection supports the testing of one monitor. There is one worker at this step. This worker is responsible for setting up the components for test (3.5 minutes) and, upon test completion, disconnecting components (1 minute) to facilitate movement to the next production step (Step #3). The ambient test is a 240-minute process - same running time as the Danvers process. As was true in Danvers, there is no labor requirement during the 240-minute test period and test equipment will automatically shut down upon completion, so the worker can initiate tests for the entire workday. 4. Initialization and front-end parameter testing: This combined step of initialization, a form of final component test, and FE parallel connection requires 10.1 minutes of processing time. There are two workers and two machines, cach working independently, at this process step. 5. Label and final assembly: The labeling and final assembly process requires 5.1 minutes of processing time. There is one worker and one machine at this processing step. .4. Initialization and front-end parameter testing: This combined step of initialization, a form of final component test, and FE parallel connection requires 10.1 minutes of processing time. There are two workers and two machines, each working independently, at this process step. 5. Label and final assembly: The labeling and final assembly process requires 5.1 minutes of processing time. There is one worker and one machine at this processing step. . 6. Final inspection and packaging: The final inspection and packaging step requires 4.8 minutes per monitor. The inspection is simply a visual (external) check of the monitor, and packaging involves boxing the monitor and adding it to the pallet for shipment to Lubeck. There is one worker and one machine at this processing step. *Production steps, process times, and resource allocation, while representative of actual processes at Drager, are disguised for competitive and confidentiality purposes.Basically, the job of the assembly plant in Danvers was corporate headquarters.) There was a target return on sales to manage costs while producing high-quality product in of 12% after the capital charge. The rationale of this apparent requisite volume. Drager Medical management, however, double-hurdle was explained as follows: wanted to make sure that each plant utilized its asset base well, too. Therefore, the Danvers plant was treated as an All of the plant expenses become part of the final manufacturing investment center. Corporate management set specific transfer costs for our products. Therefore, all of the plant costs pass prices for each of the monitor models. Annual plant operating through finished goods inventory and are expensed as cost expenses were subtracted from the transfer price revenues of goods sold. The plant needs to generate income to cover to determine a measure of plant margin. A capital charge was its oven investment, but then has to contribute to covering the subtracted from plant margin, resulting in "plant economic overall corporate administrative costs. The 12%% economic income." The capital charge reflected the cost of capital contribution accounts for the basic valve created in the multiplied by total fixed plant assets plus inventory, since only manufacture of the core instruments. Configuration, software these assets were under control of the plant manager. (Current loading, and accessory bundling in I tibeck contribute the assets and liabilities other than inventory were all managed at remainder of the value of the final delivered product.The performance results for 2008 operations in Danvers prices had, in turn, pushed back the transfer prices for are shown in Exhibit 8. Danvers, resulting in a drop in margins. Not only would the Demand volume in units at Danvers had risen by double- new arrangement in Andover have to cope with the lower digit rates through 2006, but tumbled by 5% in 2007. Plant prices, but it would also be beneficial if the plant margin margin had fallen. There was a variety of factors that may were less sensitive to changes in demand. have accounted for this. General economic conditions had Bill Nicholson's PRIME team reviewed a wide array led to diminished demand recently as hospitals and other of effects that the proposed move would have. Exhibit health care facilities decided to defer purchases of new 9 contains a table specifying the expected headcount equipment. Lower market prices had restored demand reductions, Exhibit 10 contains some excerpts from the volume in 2008, but not plant margin. Those lower market team's written report related to costs and savings. Exhibit 8 Income Statements for Danvers Assembly Business Unit' Revenue $ 37,540,000 100% Less Variable Costs: Direct Materials $ 27,302,000 73% Variable Manufacturing OH 357,000 1% Variable Support & Logistics OH 4,925 Contribution Margin $ 9.876.075 26%% Less Fixed Costs: Assembly Labor 1,872,000 Support & Logistics Labor 1,144,000 Plant Administration and Management 480,000 Occupancy 928,000 Depreciation - Assembly Equipment 456,000 Depreciation - Furnishing and Fixtures 259,800Depreciation - Assembly Equipment Depreciation - Furnishing and Fixtures 259,800 Depreciation - Administration Assets 4,800 $ 5,144,600 14% Plant Margin $ 4,731,475 13% Capital Charge (cost of capital = 10%) $ 1,805,600 Plant Economic Income $ 2,925,875 8% 7 The quantitative data in Exhibits S through 10, while representative of actual observations at Drager, have been disguised for competitive and confidentiality purposes. Exhibit 9 Estimates of Headcount Changes from PRIME Reconfiguration Current/Danvers Projected/Andover Assembly Labor 30 24 Support & Logistics Labor 22 12 Plant Administration and Management 56 40related to their depreciation will remain unchanged. We have planned the logistics on the move itself to be possible to execute over a three-day holiday weekend. There should be no loss of productive time. This will require several weekends of preparation and planning, however. There will be an out-of-pocket cost of $157,000 attached to the move. The move will create savings in Andover. One immediate effect will be the removal of the need to shuttle engineers, parts, and equipment back and forth between Andover and Danvers. We estimate this savings to be $300,000 per year in combined out-of-pocket costs and recovery of lost engineer's time. The out-of-pocket costs are the shuttle driver, whose fully-loaded annual cost is $35,000, and the annual lease, maintenance, and operating costs of the van. These costs are $10,000 per year. Another savings in Andover will come from the reassignment of occupancy costs currently covered by the existing business to the assembly operation. As detailed elsewhere in this report, we estimate that $499,000 per year will be reallocated to the assembly operation.Exhibit 1 Summary Results of Drager's Sustainability Efforts REDUCTION OF ENVIRONENTAL LOAD IN RELATION TO NET SALES 80 70 60 50 40 30 20 10 2000 2001 20012 2003 2004 2005 2106 2007 2008 Total solid waste CO, emissions Water comsumption Energy consumption A continuous decline in environmental load indices at the Lobeck site as measured against revenuesFor the Danvers workforce, management's commitment to their facility always felt tenuous, and considerable Exhibit 2 uncertainty as to the longevity of the plant enveloped Current Danvers Space Allocation (square feet) the workforce. The 2007 arrival of new operations chief, Dr. Fehrecke, marked a renewed focus on effectiveness Receiving 1,521 Sq. feet and efficiency in both production and product design. Raw materials processing 1.222 Sq. feet Dr. Fehrecke visited the Danvers plant and directed Stock room 1 511 Sq. feet management to form a task force to study relocation options. Stock room 2 1.977 Sq. feet Dr. Fehrecke declared that remaining in Danvers was not Stock room 3 2.456 Sq. foot an option. The lease on the Danvers facility was coming Packing 1.491 Sq. feet due for renewal and Drager management did not want Shipping 2.773 Sq. feet to extend the lease for extraneous, outdated facilities. As Production area 1 Sq. feet currently constituted, the Danvers operation did not reflect Production area 2 1,152 Sq. feet the corporate commitment to highly productive, lean Production area 3 1,100 Sq. fout operations. The current operations reflected the state of the Production area 4 589 Sq. foot capabilities prevalent in the industry during late 90s, not the Production area 5 721 Sq. feet state-of-the-an that Drager strove to achieve throughout its Production area 6 931 Sq. feet global operating facilities, It was no surprise, therefore, that Rework and repair 1,237 Sq. feet the charge for this task force also stipulated that proposed 2nd Rework and repair 540 Sq. fout solutions must incorporate significant improvements in Test Lab 547 Sq. fout process capabilities and operational performance. An Calibration Lab 225 Sq. feet important criterion for the new operations facility was that Offices 2,178 Sq. fout it should be able to do more with less, Leaving Danvers was Aisles 5.249 Sq. fout one way to force the issue. Space allocation and a high-level TOTAL SQUARE FOOTAGE 33.252 Sq. feet footprint for the Danvers facility can be found in Exhibit 2 and Exhibit 3 respectively.Exhibit 3 operations that would be present in Andover, and subletting Current Danvers Facility layout (approx. 33,000 sq. ft.) the available space would strip the company of this control. In the past, management never considered moving the Danvers operation to this location to be a viable option because the funct space available was significantly smaller (45%) than the test current Danvers operation. The task force opted to revisit inspection :B this alternative, based upon their observation of process improvements created through the company's commitment receivir stock room to a new process improvement program entitled PRIME. PRIME (Production Improvement and Manufacturing Excellence) was a relatively new initiative focused on process Tango innovation and the adoption of lean processing concepts. Task force members believed that improvement generated through the adoption of PRIME principles could include substantial inbound Apollo Kappa reduction in space requirements, thus making relocation to Andover a viable option. The task force, in collaboration with a third party consulting firm, completed a detailed assessment of the Danvers operation. Their analysis identified numerous shipping opportunities for process improvement. Monitor assembly and testing was largely, though not entirely, a single unit operation 66E - Le., each worker completing his/her task on one unit at a fin.test time. Yet the production units moved through the system in relatively large (60-unit) production lots. This meant that package each production step completed an order lot of 60 production units prior to moving that lot on to the next production station. The task force and the consulting partners observed this to be quite contrary to lean production principles and believed that transitioning to a more JIT (Just in Time) single-unit production philosophy for moving units through the system Three primary alternatives were available. As in 2003. could generate a considerable portion of the space savings monitor production could have been relocated to Telford necessary to fit the operation into the available space. As atesting was largely, though not entirely, a single unit operation - i.c., each worker completing his/her task on one unit at a fin.test time. Yet the production units moved through the system in relatively large (60-unit) production lots. This meant that package each production step completed an order lot of 60 production units prior to moving that lot on to the next production station. The task force and the consulting partners observed this to be quite contrary to lean production principles and believed that transitioning to a more JIT (Just in Time) single-unit production philosophy for moving units through the system Three primary alternatives were available. As in 2003. could generate a considerable portion of the space savings monitor production could have been relocated to Telford necessary to fit the operation into the available space. As a of outsourced to Asia. Both of those options, however, result the task force designed a process that would eliminate made the strategically important connection between the use of those 60-unit production lots and allow monitors to production, process engineers, IT integrators, and product flow through the system as individual units, engineers difficult. Co-location of these functions was The task force knew that it was important to complete clearly the preferred alternative, if feasible and financially any process relocation without causing any disruption in advantageous. The third option, moving the monitor the existing monitor supply chain. The monitor supply production to Andover, would allow co-location. It was chain was relatively straightforward, and the task force unclear at the outset whether this could be done, however, believed that it would not be significantly impacted and, if so, whether satisfactory reductions in total operating by a move to Andover. The Danvers plant currently costs would be realized as a result. received raw materials and components from a variety Drager's Andover facility had available unused space. of sources. Several of these suppliers already shipped At one time, Drager considered subletting this space but product to Andover. On the outbound side, Danvers rejected the idea based on a desire to closely control the type shipped all finished product daily, Danvers did not ship of operations that would fill the space. A chemical spill at finished goods directly to customers. Monitors produced a neighboring (non- Drager) facility only heightened these in Danvers first went to Drager's main facility in Lobeck, concerns further. Drager wanted to control the types of Germany. The Labeck site performed final customization and integration testing. Final customization includedlabeling, software integration, documentation to support 22 different languages, consolidation with accessories, and Exhibit 4 final packaging. Integration testing involved system testing Apollo Platform Delta Model Patient Monitor the monitors together with additional Drager products that comprised the final, complete product shipment to end customers. Drager's U.S. market share was relatively small, with approximately 80% of the monitors produced in LLLLLIE Danvers ultimately shipped to customers outside of the U.S., so sending monitors to Germany did not create significant excess of unnecessary shipping expenses. Drager hoped to expand its U.S. presence and market share in the near future and may consider shifting customization, integrative testing. component kitting, and customer shipment responsibility to the Andover facility in the future. This shift would only apply to monitors destined for the North American (U.S. and Canada) market. Drager would continue to ship all monitors ordered by non-North American customers to Lubeck for final processing and customer shipment. Exhibit 4a Apollo Platform Delta XL Model Patient Monitor CURRENT AND PROPOSED OPERATING DESIGN Drager's Danvers facility operates one production shift that works five days per week. Drager conforms to company standards that define work schedules - the production workday is 7:30 - 4:30 with a one-hour (unpaid) lunch break and two (paid) 15-minute breaks, The company does not currently allow overtime and does not wish to implement a SAAAAAAAAAN second production shift. "These constraints on overtime and second shifts are consistent with corporate management's global operating policies and cannot be violated. ThereExhibit 5 Process Description for Danvers Facility 1. Monitor assembly: This step fits critical components into the housing of the monitor. It is critical to properly align components in the monitor in order to achieve the desired luminance (brightness) of the monitor's display panel. There are two different configurations for Apollo monitors and each requires a different amount of processing time at this step. The standard monitor or Delta product, which represents 55% of demand, requires 4 minutes of set-up time per monitor and 6 minutes of processing time. The newer "Delta XL" monitor, which comprises the other 45% of demand, requires 5 minutes of set-up time per monitor and 10 minutes of processing time. There are two workers and two machines, each working independently, at this process step. The flow of product is based upon demand, so both workers process a mix (55% & 45%) of Delta and Delta XL monitors. 2. Initial ambient test: The ambient test is an extended run in test of the assembled monitor and its assembled components at room temperature. Workers test monitors in batches of six. It requires eight minutes of set-up time per monitor to prepare a unit for testing (connecting components to test equipment). Once the six monitors are connected to the testing equipment it then requires 240 minutes of ambient (run) test time. There are ten testing stations, each capable of supporting six monitors, and two workers (working independently) at this stage. The only labor requirement at this stage is for the set- up time. Once the set-up is complete, the test runs with no worker (labor) involvement. The testing equipment will automatically shut down upon completion of a test, so you can assume that workers set-up and initiate tests for the full workday. (In other words, it is not necessary to stop initiating tests so that all tests are completed by 4:30 pm - the end of the workday.) 3. Ambient offset: The ambient offset step is a 1-minute 48-second process that occurs upon completion of the ambient test. This task involves disconnecting the monitor from the testing station and moving the monitor to the lot rack. When the rack is full (60 units) the worker moves the rack to the next production step (Step 3). The 1-minute and 48-second time is a per-unit time, as the worker disconnects and moves one set of components at a time. There is one person assigned to this step and there are no machinery requirements
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts