Question: Image transcription text Module 5 Discussion A' Instructions: This discussion will be completed in two parts, and will give you an opportunity to reect upon
Image transcription text
Module 5 Discussion A' Instructions: This discussion will be completed in two parts, and will give you an opportunity to reflect upon this week's content and to interact with your classmates. 1. Part 1 — Post your initial response to the discussion by Thursday at 11:59pm 2. Part 2 - Post substantive feedback to two (2) classmates by Sunday at 1 1:59pm Discussion Post: 1, Post M new topic and M replies to classmates for this discussion, 2. The posts should be based on topics covered in the text or current events that you may read in the 3, Your grade will be based on the quality ofyour contribution, how you have tied your contribution to what you have learned, and your professional communication skills. *Topics and response posts must both be submitted by the due date to receive credit.
Image transcription text
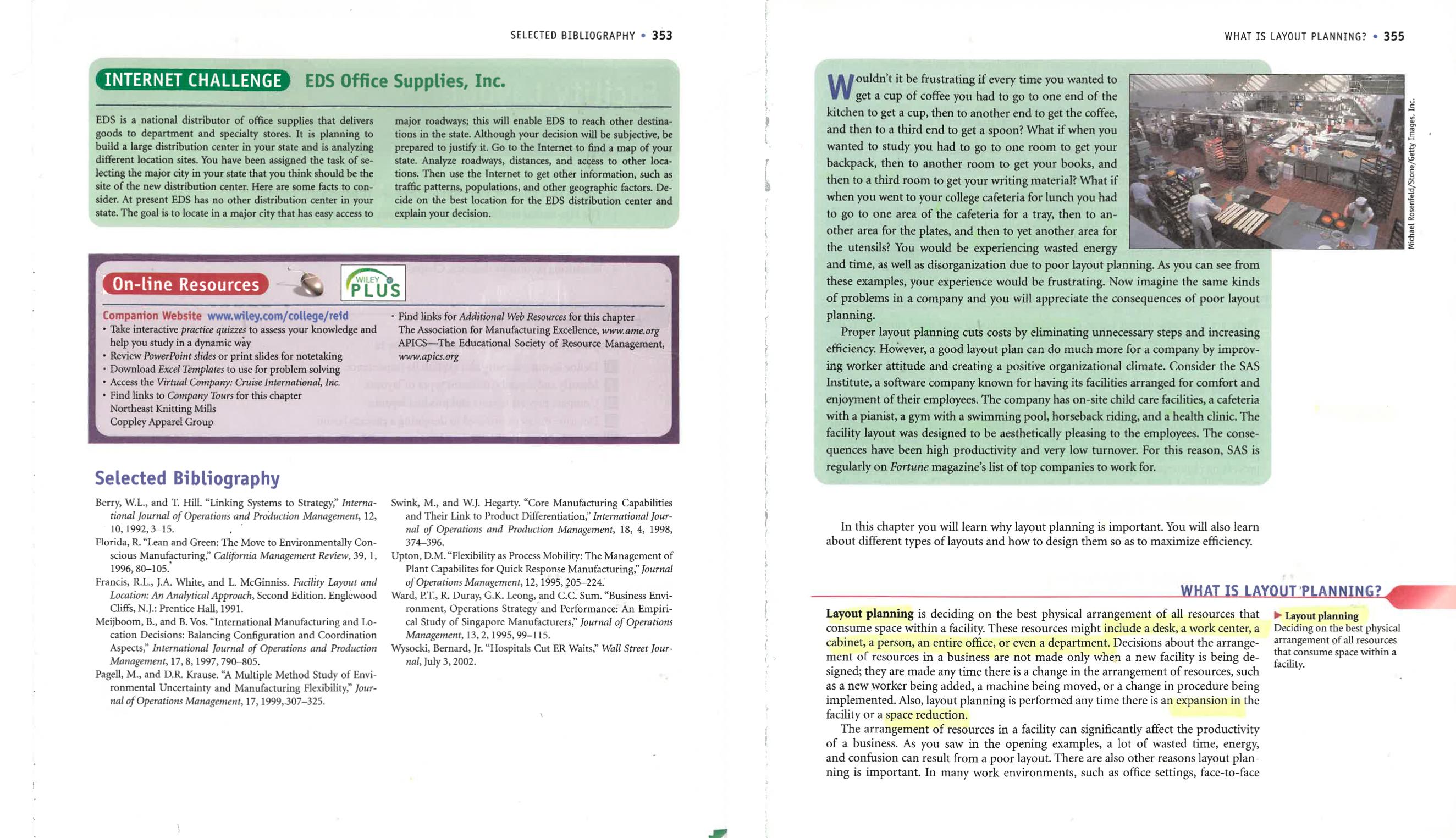
SELECTED BIBLIOGRAPHY . 353 WHAT IS LAYOUT PLANNING? . 355 INTERNET CHALLENGE EDS Office Supplies, Inc. Wouldn't it be frustrating if every time you wanted to get a cup of coffee you had to go to one end of the EDS is a national distributor of office supplies that delivers major roadways; this will enable EDS to reach other destina- kitchen to get a cup, then to another end to get the coffee, goods to department and specialty stores. It is planning to tions in the state. Although your decision will be subjective, be and then to a third end to get a spoon? What if when you build a large distribution center in your state and is analyzing prepared to justify it. Go to the Internet to find a map of your wanted to study you had to go to one room to get your different location sites. You have been assigned the task of se- state. Analyze roadways, distances, and access to other loca- backpack, then to another room to get your books, and lecting the major city in your state that you think should be the tions. Then use the Internet to get other information, such as Michael Rosenfeld/Stone/Getty Images, Inc. site of the new distribution center. Here are some facts to con- traffic patterns, populations, and other geographic factors. De- then to a third room to get your writing material? What if sider. At present EDS has no other distribution center in your cide on the best location for the EDS distribution center and when you went to your college cafeteria for lunch you had state. The goal is to locate in a major city that has easy access to explain your decision. to go to one area of the cafeteria for a tray, then to an- other area for the plates, and then to yet another area for the utensils? You would be experiencing wasted energy and time, as well as disorganization due to poor layout planning. As you can see from On-line Resources PLU'S these examples, your experience would be frustrating. Now imagine the same kinds of problems in a company and you will appreciate the consequences of poor layout Companion Website www.wiley.com/college/reid Find links for Additional Web Resources for this chapter planning. . Take interactive practice quizzes to assess your knowledge and The Association for Manufacturing Excellence, www.ame.org Proper layout planning cuts costs by eliminating unnecessary steps and increasing help you study in a dynamic way APICS-The Educational Society of Resource Management, . Review PowerPoint slides or print slides for notetaking www.apics.org efficiency. However, a good layout plan can do much more for a company by improv- . Download Excel Templates to use for problem solving ing worker attitude and creating a positive organizational climate. Consider the SAS . Access the Virtual Company: Cruise International, Inc. Institute, a software company known for having its facilities arranged for comfort and . Find links to Company Tours for this chapter enjoyment of their employees. The company has on-site child care facilities, a cafeteria Northeast Knitting Mills Coppley Apparel Group with a pianist, a gym with a swimming pool, horseback riding, and a health clinic. The facility layout was designed to be aesthetically pleasing to the employees. The conse- quences have been high productivity and very low turnover. For this reason, SAS is regularly on Fortune magazine's list of top companies to work for. Selected Bibliography Berry, W.L., and T. Hill. "Linking Systems to Strategy," Interna- Swink, M., and W.J. Hegarty. "Core Manufacturing Capabilities tional Journal of Operations and Production Management, 12, and Their Link to Product Differentiation," International Jour- 10, 1992, 3-15. nal of Operations and Production Management, 18, 4, 1998, In this chapter you will learn why layout planning is important. You will also learn Florida, R. "Lean and Green: The Move to Environmentally Con- 374-396. about different types of layouts and how to design them so as to maximize efficiency. scious Manufacturing," California Management Review, 39, 1, Upton, D.M. "Flexibility as Process Mobility: The Management of 1996, 80-105. Plant Capabilitys for Quick Response Manufacturing," Journal Francis, R.L., J.A. White, and L. McGinniss. Facility Layout and of Operations Management, 12, 1995, 205-224. Location: An Analytical Approach, Second Edition. Englewood Ward, P.T., R. Duray, G.K. Leong, and C.C. Sum. "Business Envi- WHAT IS LAYOUT PLANNING? Cliffs, N.J.: Prentice Hall, 1991. ronment, Operations Strategy and Performance: An Empiric Meijboom, B., and B. Vos. "International Manufacturing and Lo- al Study of Singapore Manufacturers," Journal of Operations Layout planning is deciding on the best physical arrangement of all resources that Layout planning cation Decisions: Balancing Configuration and Coordination Management, 13, 2, 1995, 99-115. consume space within a facility. These resources might include a desk, a work center, a Deciding on the best physical cabinet, a person, an entire office, or even a department. Decisions about the arrange- arrangement of all resources Aspects," International Journal of Operations and Production Wysocki, Bernard, Jr. "Hospitals Cut ER Waits," Wall Street Jour- Management, 17, 8, 1997, 790-805. ment of resources in a business are not made only when a new facility is being de- that consume space within a nal, July 3, 2002. facility. Pagell, M., and D.R. Krause. "A Multiple Method Study of Envi- signed; they are made any time there is a change in the arrangement of resources, such ronmental Uncertainty and Manufacturing Flexibility," Jour- as a new worker being added, a machine being moved, or a change in procedure being nal of Operations Management, 17, 1999, 307-325. implemented. Also, layout planning is performed any time there is an expansion in the facility or a space reduction The arrangement of resources in a facility can significantly affect the productivity of a business. As you saw in the opening examples, a lot of wasted time, energy, and confusion can result from a poor layout. There are also other reasons layout plan- ning is important. In many work environments, such as office settings, face-to-face
Image transcription text
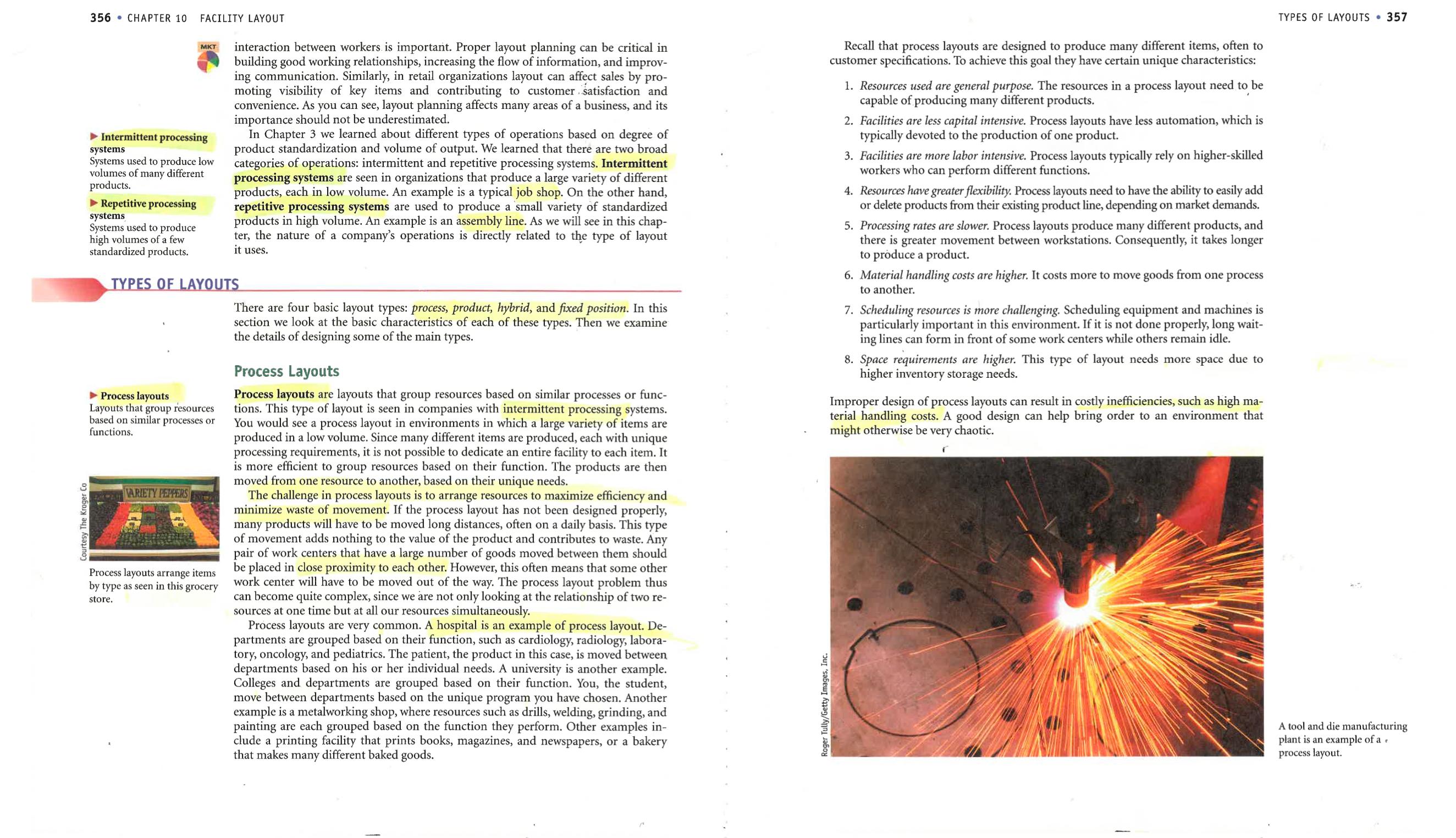
356 ' CHAPTER 10 FACILITV LAVOUT m 6' > intermittent processing system System used to produce low volumes of many different products. > Repetitive processing systems Systems used to produce high volumes of a few standardized products. interaction between workers is important. Proper layout planning can be critical in building good working relationships, increasing the flow of information, and improv- ing communication. Similarly, in retail organizations layout can affect sales by pro- moting visibility of key items and contributing to customer satisfaction and convenience. As you can see, layout planning affects many areas of a business, and its importance should not be underestimated. In Chapter 3 we learned about different types of operations based on degree of product standardization and volume of output. We learned that there are two broad categories of operations: intermittent and repetitive processing systems. Intermittent processing systems are seen in organizations that produce a large variety of different products, each in low volume. An example is a typical job shop. On the other hand, repetitive processing systems are used to produce a small variety of standardized products in high volume. An example is an assembly line. As we will see in this chap- ter, the nature of a company's operations is directly related to the type of layout it uses. 'HEELOILAIOJLIS tannin, lite Klnger (u > Process hymns Layouts lhal group resources based on similar processes or functions. Process layouB arrange items by type as seen in this grocery store. There are four basic layout types: process, product, hybrid, and fixed position. In this section we look at the basic characteristics of each of these types. Then we examine the details of designing some of the main types. Process Layouts Process layouts are layouts that group resources based on similar processes or func- lions. This type or layout is seen in companies with intermittent processing systems. You would see a process layout in environments in which a large variety of items are produced in a low volume. Since many different items are produced, each with unique processing requirements, it is not possible to dedicate an entire facility to each item. it is more efficient to group resources based on their function. The products are then moved from one resource to another, based on their unique needs. The challenge in process layouts is to arrange resources to maximize efficiency and minimize waste of movement. If the process layout has not been designed properly, many products will have to be moved long distances, often on a daily basis. This type of movement adds nothing to the value of the product and contributes to waste. Any pair of work centers that have a large number of goods moved between them should be placed in close proximity to each other. However, this often means that some other work center will have to he moved out of the way. The process layout problem thus can become quite complex, since we are not only looking at the relationship of two re- sources at one time but at all our resources simultaneously. Process layouts are very common. A hospital is an example of process layout. De- partments are grouped based on their function, such as cardiology, radiology, laborar tory, oncology, and pediatrics. The patient, the product in this case, is moved between departments based on his or her individual needs. A university is another example. Colleges and departments are grouped based on their function. You, the student, move between departments based on the unique program you have chosen. Another example is a metalworking shop, where resources such as drills, welding, grinding, and painting are each grouped based on the function they perform. Other examples in- clude a printing facility that prints books, magazines, and newspapers, or a bakery that makes many different baked goods. Recall that process layouts are designed to produce many different items, often to customer specifications. To achieve this goal they have certain unique characteristics: 1. Resources used are general purpose. The resources in a process layout need to be capable of producing many different products. 2. Facilities are less capital intensive. Process layouts have less automation, which is typically devoted to the production of one product. 3. Facilities are more labor intensive. Process layouts typically rely on higher-skilled workers who can perform different functions. 4. Resources have greater flarlbility Process layouts need to have the ability to easily add or delete products from their existing product line. depending on market demands. 5. Processing rates are slower. Process layouts produce many different products, and there is greater movement between workstations. Consequently, it takes longer to produce a product. 6. Material handling costs are higher. It costs more to move goods from one process to another. 7. Scheduling resources is more challenging. Scheduling equipment and machines is particularly important in this environment. If it is not done properly, long wait» ing lines can form in from of some work centers while others remain idle. a. Space requirements are higher. This type of layout needs more space due to higher inventory storage needs. Improper design of process layouts can result in costly inefficiencies, such as high ma— terial handling costs. A good design can help bring order to an environment that might otherwise be very chaotic. I TYPES OF LAYOUTS ' 357 A tool and the manufacturing plant is an example nfa . process layout.
Image transcription text
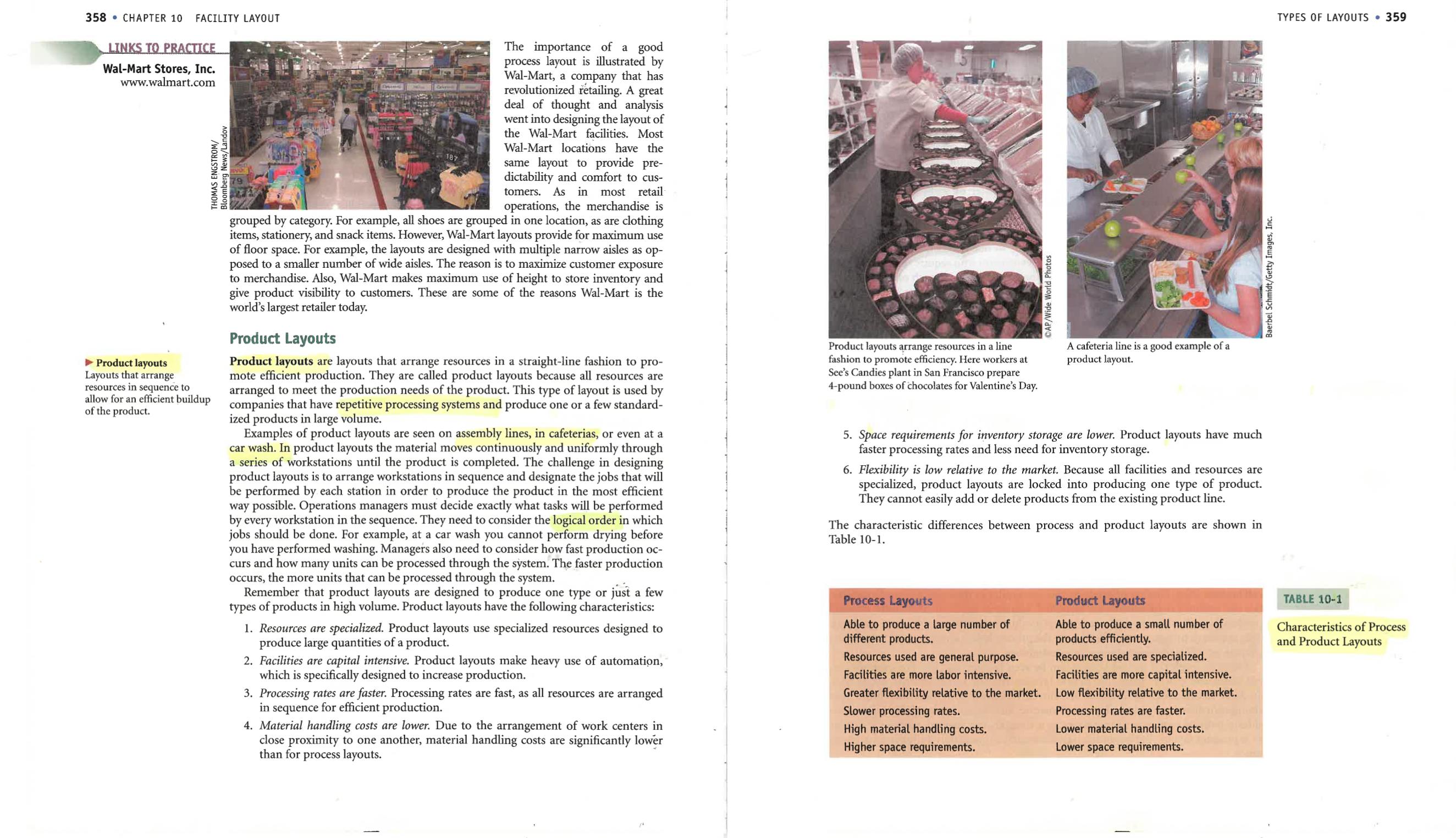
358 . CHAPTER 10 FACILITY LAYOUT TYPES OF LAYOUTS . 359 LINKS TO PRACTICE The importance of a good Wal-Mart Stores, Inc. process layout is illustrated by www.walmart.com Wal-Mart, a company that has revolutionized retailing. A great deal of thought and analysis went into designing the layout of the Wal-Mart facilities. Most Wal-Mart locations have the same layout to provide pre- Bloomberg News/ Landov THOMAS ENGSTROM/ 79 dictability and comfort to cus- tomers. As in most retail operations, the merchandise is grouped by category. For example, all shoes are grouped in one location, as are clothing items, stationery, and snack items. However, Wal-Mart layouts provide for maximum use of floor space. For example, the layouts are designed with multiple narrow aisles as op- posed to a smaller number of wide aisles. The reason is to maximize customer exposure to merchandise. Also, Wal-Mart makes maximum use of height to store inventory and Baerbel Schmidt/Getty Images, Inc. give product visibility to customers. These are some of the reasons Wal-Mart is the AP/Wide World Photos world's largest retailer today. Product Layouts Product layouts arrange resources in a line A cafeteria line is a good example of a Product layouts Product layouts are layouts that arrange resources in a straight-line fashion to pro- fashion to promote efficiency. Here workers at product layout. Layouts that arrange mote efficient production. They are called product layouts because all resources are See's Candies plant in San Francisco prepare resources in sequence to arranged to meet the production needs of the product. This type of layout is used by 4-pound boxes of chocolates for Valentine's Day. allow for an efficient buildup of the product. companies that have repetitive processing systems and produce one or a few standard- ized products in large volume. Examples of product layouts are seen on assembly lines, in cafeterias, or even at a 5. Space requirements for inventory storage are lower. Product layouts have much car wash. In product layouts the material moves continuously and uniformly through faster processing rates and less need for inventory storage. a series of workstations until the product is completed. The challenge in designing product layouts is to arrange workstations in sequence and designate the jobs that will 6. Flexibility is low relative to the market. Because all facilities and resources are be performed by each station in order to produce the product in the most efficient specialized, product layouts are locked into producing one type of product. way possible. Operations managers must decide exactly what tasks will be performed They cannot easily add or delete products from the existing product line. by every workstation in the sequence. They need to consider the logical order in which The characteristic differences between process and product layouts are shown in jobs should be done. For example, at a car wash you cannot perform drying before Table 10-1. you have performed washing. Managers also need to consider how fast production oc- curs and how many units can be processed through the system. The faster production occurs, the more units that can be processed through the system. Remember that product layouts are designed to produce one type or just a few Process Layouts Product Layouts TABLE 10-1 types of products in high volume. Product layouts have the following characteristics: 1. Resources are specialized. Product layouts use specialized resources designed to Able to produce a large number of Able to produce a small number of Characteristics of Process produce large quantities of a product. different products. products efficiently. and Product Layouts 2. Facilities are capital intensive. Product layouts make heavy use of automation, Resources used are general purpose. Resources used are specialized. which is specifically designed to increase production. Facilities are more labor intensive. Facilities are more capital intensive. 3. Processing rates are faster. Processing rates are fast, as all resources are arranged Greater flexibility relative to the market. Low flexibility relative to the market. in sequence for efficient production. Slower processing rates. Processing rates are faster. 4. Material handling costs are lower. Due to the arrangement of work centers in High material handling costs. Lower material handling costs. close proximity to one another, material handling costs are significantly lower Higher space requirements. Lower space requirements. than for process layouts.
Image transcription text
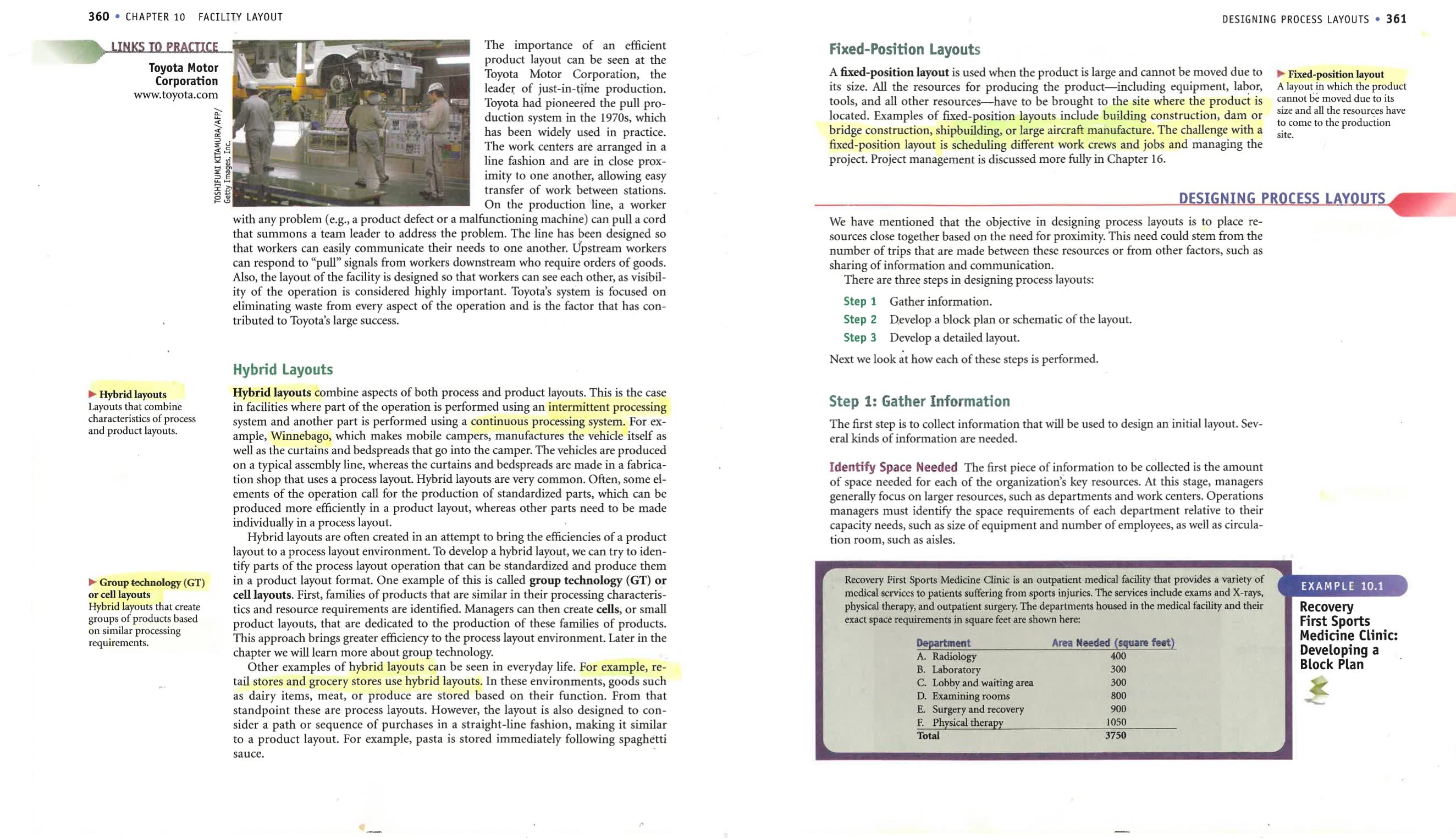
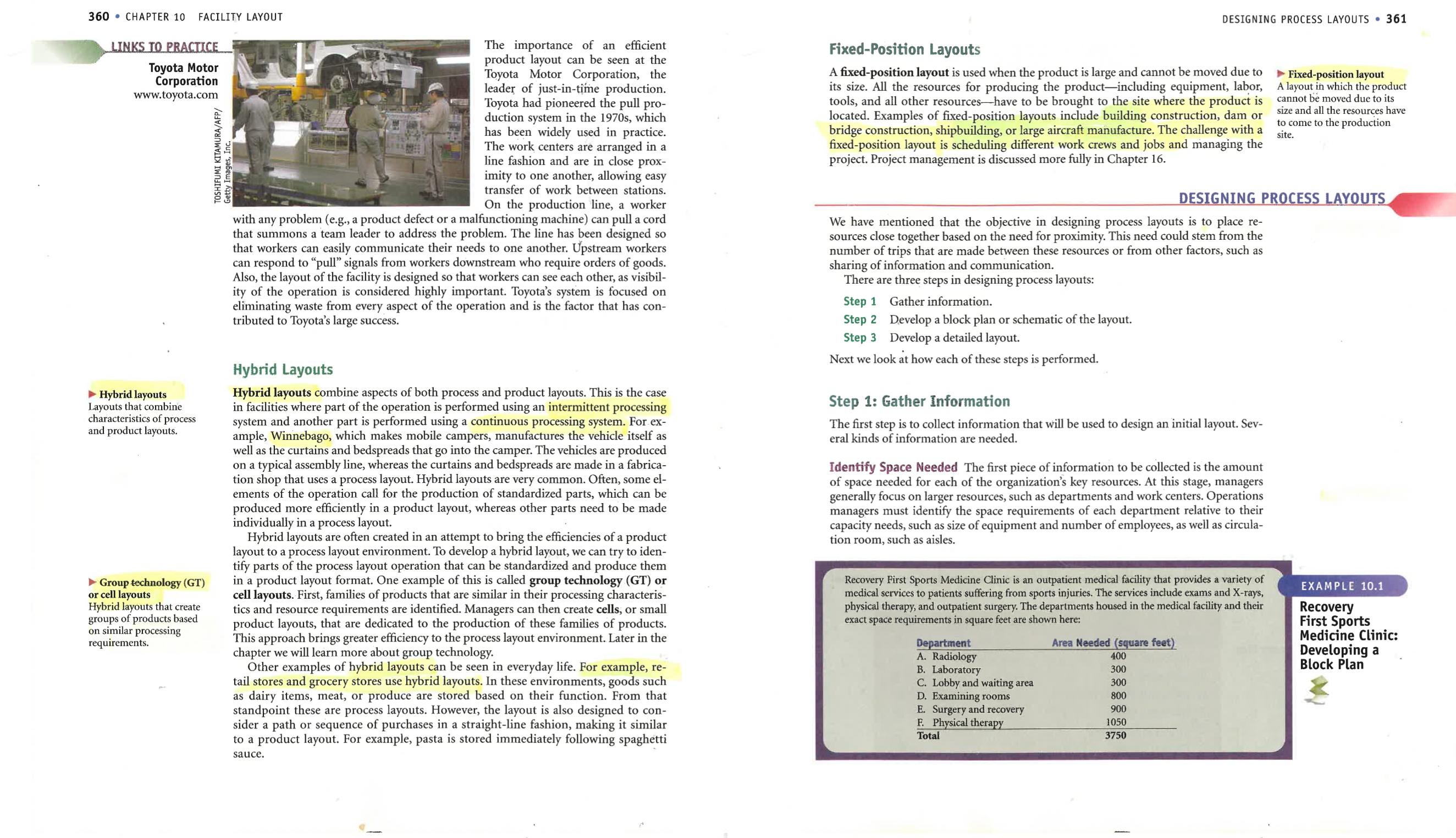
360 . CHAPTER 10 FACILITY LAYOUT DESIGNING PROCESS LAYOUTS . 361 LINKS TO PRACTICE The importance of an efficient Fixed-Position Layouts product layout can be seen at the Toyota Motor Toyota Motor Corporation, the A fixed-position layout is used when the product is large and cannot be moved due to Fixed-position layout Corporation www.toyota.com leader of just-in-time production. its size. All the resources for producing the product-including equipment, labor, A layout in which the product Toyota had pioneered the pull pro- tools, and all other resources-have to be brought to the site where the product is cannot be moved due to its duction system in the 1970s, which located. Examples of fixed-position layouts include building construction, dam or size and all the resources have bridge construction, shipbuilding, or large aircraft manufacture. The challenge with a to come to the production has been widely used in practice. site. The work centers are arranged in a fixed-position layout is scheduling different work crews and jobs and managing the TOSHIFUMI KITAMURA/AFP line fashion and are in close prox- project. Project management is discussed more fully in Chapter 16. Getty Images, Inc. imity to one another, allowing easy transfer of work between stations. On the production line, a worker DESIGNING PROCESS LAYOUTS with any problem (e.g., a product defect or a malfunctioning machine) can pull a cord We have mentioned that the objective in designing process layouts is to place re- that summons a team leader to address the problem. The line has been designed so sources close together based on the need for proximity. This need could stem from the that workers can easily communicate their needs to one another. Upstream workers number of trips that are made between these resources or from other factors, such as can respond to "pull" signals from workers downstream who require orders of goods. sharing of information and communication. Also, the layout of the facility is designed so that workers can see each other, as visibil There are three steps in designing process layouts: ity of the operation is considered highly important. Toyota's system is focused on eliminating waste from every aspect of the operation and is the factor that has con- Step 1 Gather information. tributed to Toyota's large success. Step 2 Develop a block plan or schematic of the layout. Step 3 Develop a detailed layout. Hybrid Layouts Next we look at how each of these steps is performed. Hybrid layouts Hybrid layouts combine aspects of both process and product layouts. This is the case Layouts that combine in facilities where part of the operation is performed using an intermittent processing Step 1: Gather Information characteristics of process system and another part is performed using a continuous processing system. For ex- and product layouts. The first step is to collect information that will be used to design an initial layout. Sev- ample, Winnebago, which makes mobile campers, manufactures the vehicle itself as eral kinds of information are needed. well as the curtains and bedspreads that go into the camper. The vehicles are produced on a typical assembly line, whereas the curtains and bedspreads are made in a fabrica- Identify Space Needed The first piece of information to be collected is the amount tion shop that uses a process layout. Hybrid layouts are very common. Often, some el- of space needed for each of the organization's key resources. At this stage, managers ements of the operation call for the production of standardized parts, which can be generally focus on larger resources, such as departments and work centers. Operations produced more efficiently in a product layout, whereas other parts need to be made managers must identify the space requirements of each department relative to their individually in a process layout. capacity needs, such as size of equipment and number of employees, as well as circula- Hybrid layouts are often created in an attempt to bring the efficiencies of a product tion room, such as aisles. layout to a process layout environment. To develop a hybrid layout, we can try to iden- tify parts of the process layout operation that can be standardized and produce them Group technology (GT) in a product layout format. One example of this is called group technology (GT) or Recovery First Sports Medicine Clinic is an outpatient medical facility that provides a variety of medical services to patients suffering from sports injuries. The services include exams and X-rays, EXAMPLE 10.1 or cell layouts cell layouts. First, families of products that are similar in their processing characteris- Hybrid layouts that create tics and resource requirements are identified. Managers can then create cells, or small physical therapy, and outpatient surgery. The departments housed in the medical facility and their Recovery groups of products based product layouts, that are dedicated to the production of these families of products. exact space requirements in square feet are shown here: First Sports on similar processing requirements. This approach brings greater efficiency to the process layout environment. Later in the Area Needed (square feet) Medicine Clinic: Department chapter we will learn more about group technology. A. Radiolog 400 Developing a Other examples of hybrid layouts can be seen in everyday life. For example, re- B. Laboratory 300 Block Plan tail stores and grocery stores use hybrid layouts. In these environments, goods such C. Lobby and waiting area 300 as dairy items, meat, or produce are stored based on their function. From that D. Examining rooms 800 standpoint these are process layouts. However, the layout is also designed to con- E. Surgery and recovery 900 sider a path or sequence of purchases in a straight-line fashion, making it similar F. Physical therapy 1050 to a product layout. For example, pasta is stored immediately following spaghetti Total 3750 sauce.
Image transcription text
360 . CHAPTER 10 FACILITY LAYOUT DESIGNING PROCESS LAYOUTS . 361 LINKS TO PRACTICE The importance of an efficient Fixed-Position Layouts product layout can be seen at the Toyota Motor Toyota Motor Corporation, the A fixed-position layout is used when the product is large and cannot be moved due to Fixed-position layout Corporation www.toyota.com leader of just-in-time production. its size. All the resources for producing the product-including equipment, labor, A layout in which the product Toyota had pioneered the pull pro- tools, and all other resources-have to be brought to the site where the product is cannot be moved due to its duction system in the 1970s, which located. Examples of fixed-position layouts include building construction, dam or size and all the resources have bridge construction, shipbuilding, or large aircraft manufacture. The challenge with a to come to the production has been widely used in practice. site. The work centers are arranged in a fixed-position layout is scheduling different work crews and jobs and managing the TOSHIFUMI KITAMURA/AFP line fashion and are in close prox- project. Project management is discussed more fully in Chapter 16. Getty Images, Inc. imity to one another, allowing easy transfer of work between stations. On the production line, a worker DESIGNING PROCESS LAYOUTS with any problem (e.g., a product defect or a malfunctioning machine) can pull a cord We have mentioned that the objective in designing process layouts is to place re- that summons a team leader to address the problem. The line has been designed so sources close together based on the need for proximity. This need could stem from the that workers can easily communicate their needs to one another. Upstream workers number of trips that are made between these resources or from other factors, such as can respond to "pull" signals from workers downstream who require orders of goods. sharing of information and communication. Also, the layout of the facility is designed so that workers can see each other, as visibil There are three steps in designing process layouts: ity of the operation is considered highly important. Toyota's system is focused on eliminating waste from every aspect of the operation and is the factor that has con- Step 1 Gather information. tributed to Toyota's large success. Step 2 Develop a block plan or schematic of the layout. Step 3 Develop a detailed layout. Hybrid Layouts Next we look at how each of these steps is performed. Hybrid layouts Hybrid layouts combine aspects of both process and product layouts. This is the case Layouts that combine in facilities where part of the operation is performed using an intermittent processing Step 1: Gather Information characteristics of process system and another part is performed using a continuous processing system. For ex- and product layouts. The first step is to collect information that will be used to design an initial layout. Sev- ample, Winnebago, which makes mobile campers, manufactures the vehicle itself as eral kinds of information are needed. well as the curtains and bedspreads that go into the camper. The vehicles are produced on a typical assembly line, whereas the curtains and bedspreads are made in a fabrica- Identify Space Needed The first piece of information to be collected is the amount tion shop that uses a process layout. Hybrid layouts are very common. Often, some el- of space needed for each of the organization's key resources. At this stage, managers ements of the operation call for the production of standardized parts, which can be generally focus on larger resources, such as departments and work centers. Operations produced more efficiently in a product layout, whereas other parts need to be made managers must identify the space requirements of each department relative to their individually in a process layout. capacity needs, such as size of equipment and number of employees, as well as circula- Hybrid layouts are often created in an attempt to bring the efficiencies of a product tion room, such as aisles. layout to a process layout environment. To develop a hybrid layout, we can try to iden- tify parts of the process layout operation that can be standardized and produce them Group technology (GT) in a product layout format. One example of this is called group technology (GT) or Recovery First Sports Medicine Clinic is an outpatient medical facility that provides a variety of medical services to patients suffering from sports injuries. The services include exams and X-rays, EXAMPLE 10.1 or cell layouts cell layouts. First, families of products that are similar in their processing characteris- Hybrid layouts that create tics and resource requirements are identified. Managers can then create cells, or small physical therapy, and outpatient surgery. The departments housed in the medical facility and their Recovery groups of products based product layouts, that are dedicated to the production of these families of products. exact space requirements in square feet are shown here: First Sports on similar processing requirements. This approach brings greater efficiency to the process layout environment. Later in the Area Needed (square feet) Medicine Clinic: Department chapter we will learn more about group technology. A. Radiolog 400 Developing a Other examples of hybrid layouts can be seen in everyday life. For example, re- B. Laboratory 300 Block Plan tail stores and grocery stores use hybrid layouts. In these environments, goods such C. Lobby and waiting area 300 as dairy items, meat, or produce are stored based on their function. From that D. Examining rooms 800 standpoint these are process layouts. However, the layout is also designed to con- E. Surgery and recovery 900 sider a path or sequence of purchases in a straight-line fashion, making it similar F. Physical therapy 1050 to a product layout. For example, pasta is stored immediately following spaghetti Total 3750 sauce.
Image transcription text
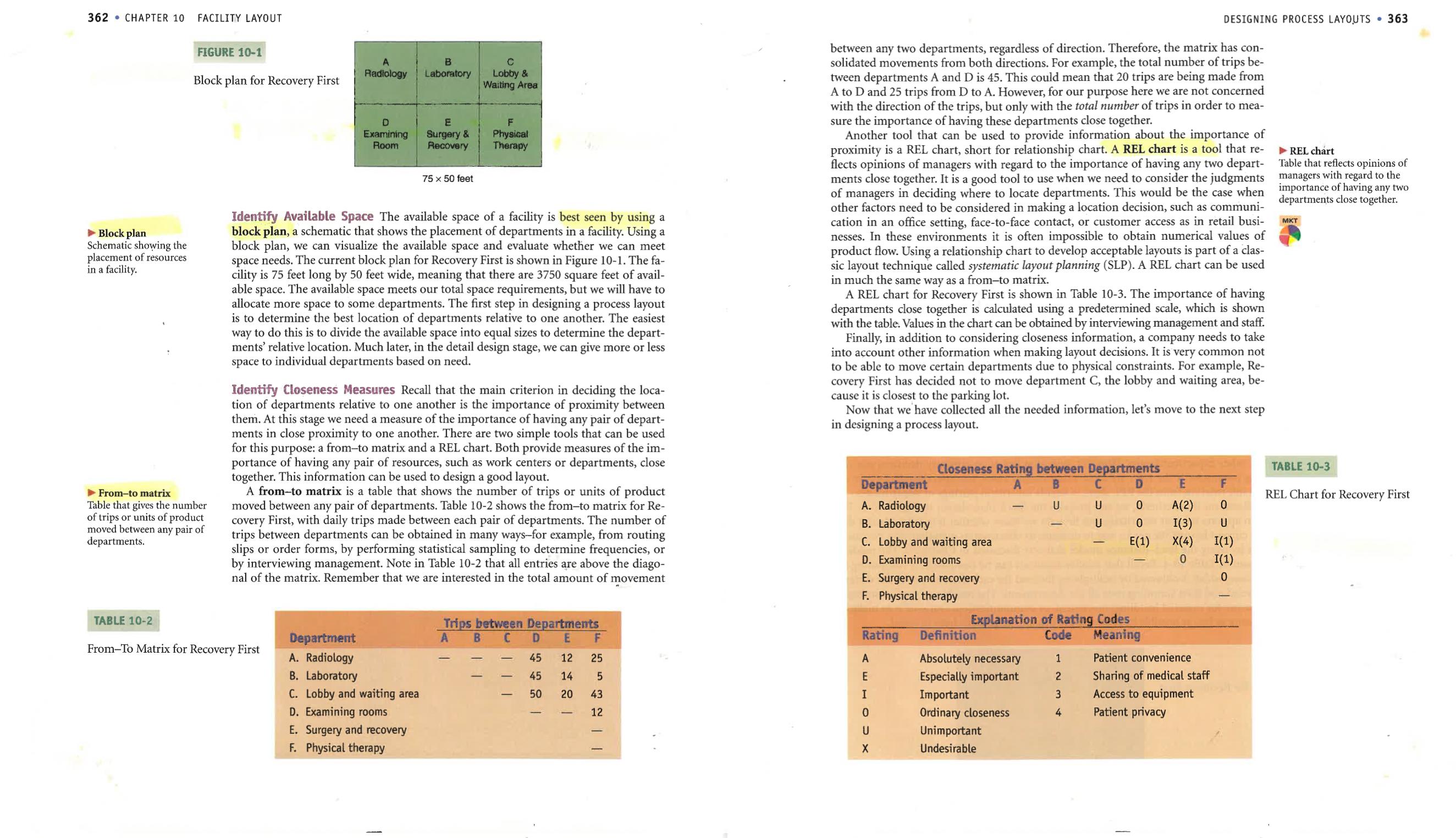
362 . CHAPTER 10 FACILITY LAYOUT DESIGNING PROCESS LAYOUTS . 363 FIGURE 10-1 between any two departments, regardless of direction. Therefore, the matrix has con- A B C solidated movements from both directions. For example, the total number of trips be- Block plan for Recovery First Radiology Laboratory Lobby & tween departments A and D is 45. This could mean that 20 trips are being made from Waiting Area A to D and 25 trips from D to A. However, for our purpose here we are not concerned with the direction of the trips, but only with the total number of trips in order to mea- D E sure the importance of having these departments close together. Examining Surgery & Physical Another tool that can be used to provide information about the importance of Room Recovery Therapy proximity is a REL chart, short for relationship chart. A REL chart is a tool that re- REL chart flects opinions of managers with regard to the importance of having any two depart- Table that reflects opinions of 75 x 50 feet ments close together. It is a good tool to use when we need to consider the judgments managers with regard to the of managers in deciding where to locate departments. This would be the case when importance of having any two departments close together. Identify Available Space The available space of a facility is best seen by using a other factors need to be considered in making a location decision, such as communi- cation in an office setting, face-to-face contact, or customer access as in retail busi- MKT Block plan block plan, a schematic that shows the placement of departments in a facility. Using a nesses. In these environments it is often impossible to obtain numerical values of Schematic showing the block plan, we can visualize the available space and evaluate whether we can meet placement of resources product flow. Using a relationship chart to develop acceptable layouts is part of a clas- space needs. The current block plan for Recovery First is shown in Figure 10-1. The fa- in a facility. sic layout technique called systematic layout planning (SLP). A REL chart can be used cility is 75 feet long by 50 feet wide, meaning that there are 3750 square feet of avail- able space. The available space meets our total space requirements, but we will have to in much the same way as a from-to matrix. A REL chart for Recovery First is shown in Table 10-3. The importance of having allocate more space to some departments. The first step in designing a process layout departments close together is calculated using a predetermined scale, which is shown is to determine the best location of departments relative to one another. The easiest with the table. Values in the chart can be obtained by interviewing management and staff. way to do this is to divide the available space into equal sizes to determine the depart- Finally, in addition to considering closeness information, a company needs to take ments' relative location. Much later, in the detail design stage, we can give more or less into account other information when making layout decisions. It is very common not space to individual departments based on need. to be able to move certain departments due to physical constraints. For example, Re- Identify Closeness Measures Recall that the main criterion in deciding the loca- covery First has decided not to move department C, the lobby and waiting area, be- cause it is closest to the parking lot. tion of departments relative to one another is the importance of proximity between Now that we have collected all the needed information, let's move to the next step them. At this stage we need a measure of the importance of having any pair of depart- in designing a process layout. ments in close proximity to one another. There are two simple tools that can be used for this purpose: a from-to matrix and a REL chart. Both provide measures of the im- portance of having any pair of resources, such as work centers or departments, close Closeness Rating between Departments TABLE 10-3 together. This information can be used to design a good layout E From-to matrix A from-to matrix is a table that shows the number of trips or units of product Department C D REL Chart for Recovery First Table that gives the number moved between any pair of departments. Table 10-2 shows the from-to matrix for Re- A. Radiology U 0 A(2) 0 of trips or units of product covery First, with daily trips made between each pair of departments. The number of B. Laboratory 11 I(3) U moved between any pair of departments. trips between departments can be obtained in many ways-for example, from routing slips or order forms, by performing statistical sampling to determine frequencies, or C. Lobby and waiting area E(1) X (4 ) I(1) by interviewing management. Note in Table 10-2 that all entries are above the diago- D. Examining rooms 0 I(1) nal of the matrix. Remember that we are interested in the total amount of movement E. Surgery and recovery F. Physical therapy TABLE 10-2 Trips between Departments Explanation of Rating Codes Department B C D E Rating Definition Code Meaning From-To Matrix for Recovery First A. Radiology 45 12 25 Absolutely necessary Patient convenience B. Laboratory 45 14 5 Especially important Sharing of medical staff AWNH C. Lobby and waiting area OHMD 50 20 43 Important Access to equipment D. Examining rooms 12 Ordinary closeness Patient privacy E. Surgery and recovery Unimportant X F. Physical therapy Undesirable
Image transcription text
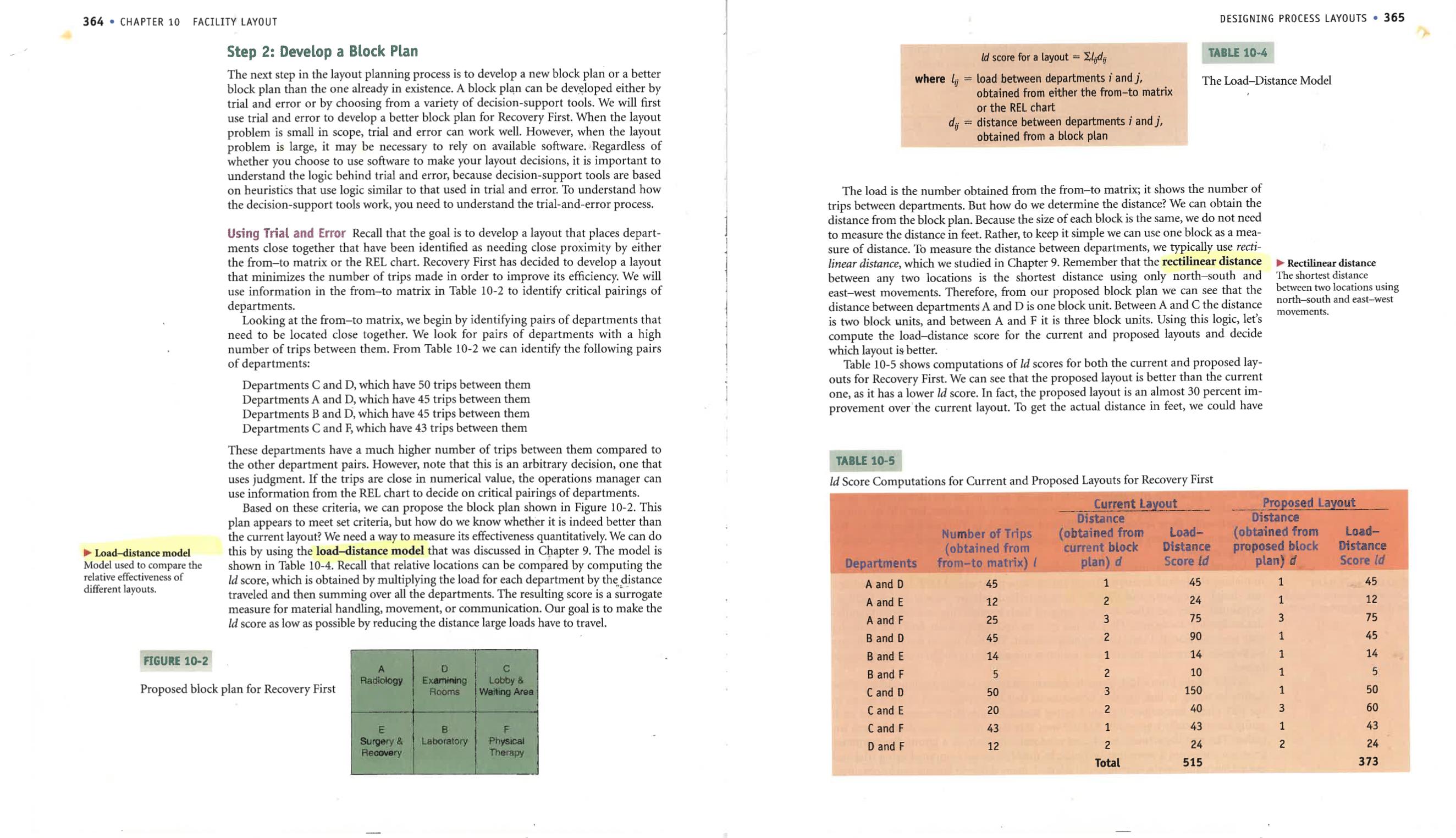
364 - CHAPTER 10 FACILITY LAYOUT b had—dimme model Model used to compare the relative effectivenm or diEerent layouts. 'ncu'r's'toz Proposed block plan for Recovery First Step 2: Develop a Block Plan The next stop in the layout planning process is to develop a new block plan or a better block plan than the one already in existence. A block plan can be developed either by trial and error or by choosing from a variety of decision-support tools. We will first use trial and error to develop a better block plan for Recovery First. When the layout problem is small in scope, trial and error can work well. However, when the layout problem is large, it may be necessary to rely on available software. Regardless of whether you choose to use software to make your layout decisions, it is important to understand the logic behind trial and error, because decision-support tools are based on heuristics that use logic similar to that used in trial and error. To understand how the decision-support tools work, you need to understand the lrial~and-error process. Using Trial and Error Recall that the goal is to develop a layout that places depart- ments close together that have been identified as needing close proximity by either the from—to matrix or the REL chart. Recovery First has decided to develop a layout that minimizes the number of trips made in order to improve its efficiency. We will use information in the from—to matrix in Table 10»2 to identify critical pairings of departments booking at the from—to matrix, we begin by identifying pairs of departments that need to be located close together. We look for pairs of departments with a high number of trips between them. From Table 10-2 we can identify the following pairs of departments: Departments C and D, which have 50 trips between them Departments A and D, which have 45 trips between them Departments B and D. which have 45 trips between them Departments C and F, which have 43 trips between them These departments have a much higher number of trips between them compared to the other department pairs. However, note that this is an arbitrary decision, one that uses judgment. If the trips are close in numerical value, the operations manager can use infon'nation from the REL chart to decide on critical pairings of departments. Based on these criteria, we can propose the block plan shown ' Figure 10-2. This plan appears to meet set criteria, but how do we know whether ndeed better than the current layout? We need a way to measure its effectiveness quantitatively We can do this by using the load-distance model that was discussed in Chapter 9. The model is shown in Table 10-4. Recall that relative locations can be compared by computing the M score, which is obtained by multiplying the load for each department by the_ distance traveled and then summing over all the departments. The resulting score is a surrogate measure for material handling. movement, or communication. Our goal is to make the Id score as low as possible by reducing the distance large loads have to travel. DESIGNING PROCESS LAYOUTS - 365 Hmforalayotlt'IW' when I. = loadlletgueen departments land], obtained from either the From—tn matrix or the REL chart 4!, = distance between depatnnants-i and j, obtained {tom I block plan The load is the number obtained from the from—to matrix; it shows the number of trips between departments. But how do we determine the distance? We can obtain the distance from the block plan. Because the size of each block is the same, we do not need to measure the distance in feet. Rather, to keep it simple we can use one block as a mea- sure of distance. To measure the distance between departments, we typically use recti- linear distance, which we studied in Chapter 9. Remember that the rectilinear distance between any two locations is the shortest distance using only northAsouth and east—west movements. Therefore, from our proposed block plan we can see that the distance between departments A and D is one block unit. Between A and C the distance is two block units, and between A and F it is three block units. Using this logic, let's compute the load—distance score for the current and proposed layouts and decide which layout is better. Table 10-5 shows computations of Id scores for both the current and proposed lay- outs for Recovery First. We can see that the proposed layout is better than the current one, as it has a lower 1d score. In fact, the proposed layout is an almost 30 percent im- provement over the current layout. To get the actual distance in feet, we could have Id Score Computations for Current and Proposed Layouts for Recovery First Miro 45 ' 1 as l\ and E 12 z 24 Kind r 25 3 75 a and n 45 2 90 and r u 1 14 B and r '5 z to c anti D so, 3 150 cm r 20 2 to c and F 43 l 43 l) amt r 12 2 24 Tohl 515 "IL! IN The Load—Distance Model V Roct'ilinelr distance The shortest distance between two locations using north—south and eastAwest movements. ,._,. 45 12 15 45 is ., NHUtd-IHHUl-'H 258%.». 313
Image transcription text
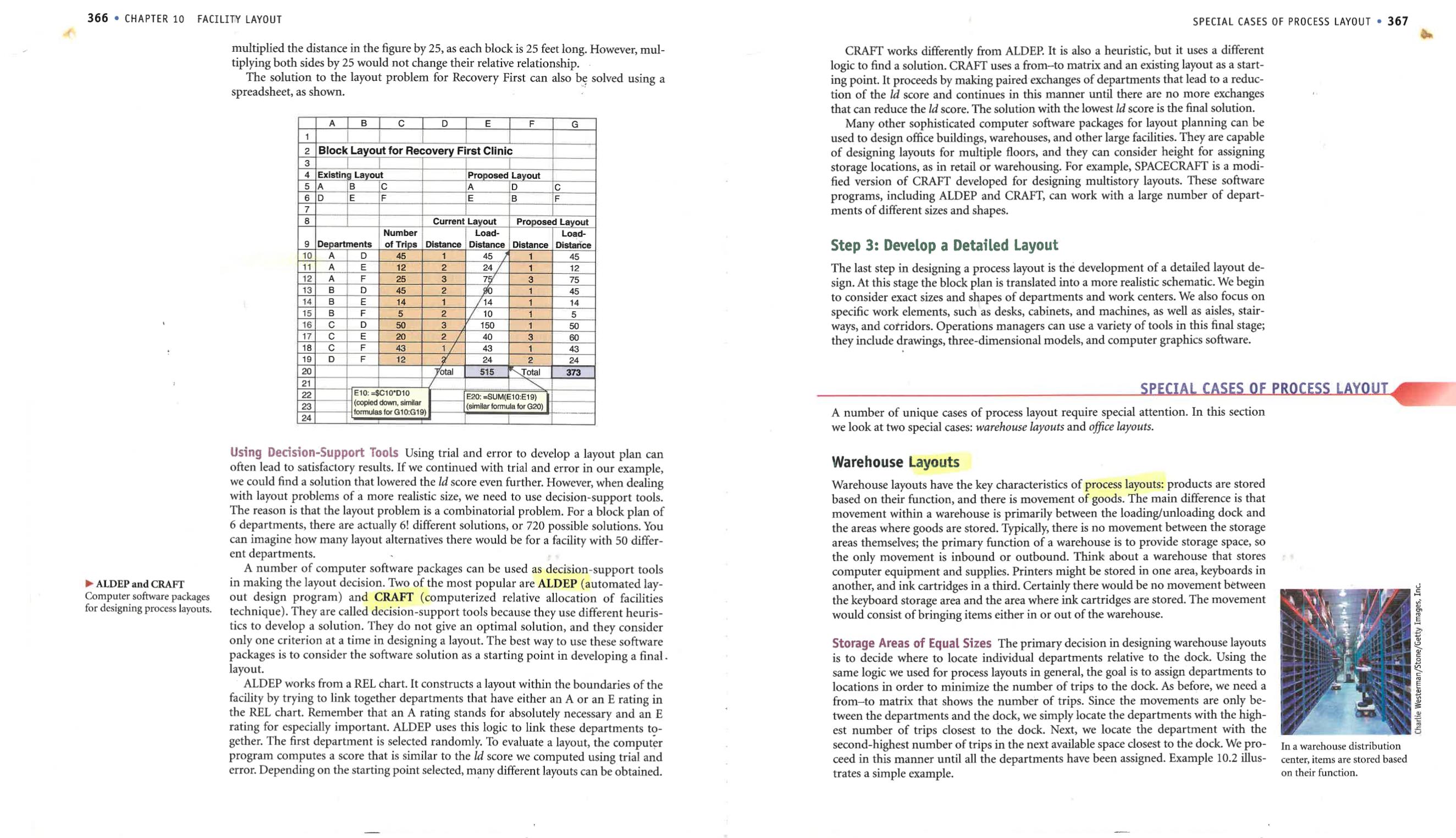
355 0 CHAPTER 10 FACILITY LAYOUT > ALDEP and CRAFT Computer software packages for designing process layouts multiplied the distance in the figure by 25, as each block is 25 feet long, However, mulv tiplying both sides by 25 would not change their relative relationship. The solution to the layout problem for Recovery First can also be solved using a spreadsheet, as shown. A B c n E F o ' l 2 Block Laygut for Recovery Flrst Cllnlc 3 7 l i 4 county yom thymfl 1 s A 7 e7 0 A n "c 5 t7) E F E 'E F 7 .7 . . a 7 l l l cumntuyout PropuldL-yotn Numb" l Loaa- Load- 9 nap-mum; ot'l'llpn Dlmmlblltanui Dllhnoe Dist-tee to A 7 o _ 45 1 45 1 45 it A 7 E 12 2 24 1 12 12 A F as a 77 a 75 13 a o 45 r 1 t5 \4 E E 1' 1 M 1 N 15 a r 5 a to 1 5 15 c u so a 150 1 so 17 o E an 2 M) a so 18 c F as 1 43 1 43 19 g F 12 2A 2 24 g 7 7 mal 2i i a , ' El .sctvmo minister's) lwmm [,7, ' ' %4 tutu-inmate a) (mmmmwsm) Using Decision-Support Tools Using trial and error to develop a layout plan can often lead to satisfactory results. If we continued with trial and error in our example, we could find a solution that lowered the Id score even further. However, when dealing with layout problems of a more realistic size, we need to use decision»support tools. The reason is that the layout problem is a combinatorial problem. For a block plan of 6 departments, there are actually 6! different solutions, or 720 possible solutions. You can imagine how many layout alternatives there would be for a facility with 50 differ- ent departments, _ A number of computer software packages can be used as decision-support tools in making the layout decision. Two of the most popular are ALDEP (automated lay- out design program) and CRAFT (computerized relative allocation of facilities technique), They are called decision-support tools because they use different hcuris- tics to develop a solution. They do not give an optimal solution, and they consider only one criterion at a time in designing a layout. The best way to use these software packages is to consider the software solution as a starting point in developing a final. layout, ALDEP works from a REL Chart. It constructs a layout within the boundaries of the facility by trying to link together departments that have either an A or an E rating in the RE]. chart Remember that an A rating stands for absolutely necessary and an E rating for especially important. ALDEP uses this logic to link these departments to- gether. The first department is selected randomly. To evaluate a layout, the computer program computes a score that is similar to the Id store we computed using trial and error. Depending on the starting point selected, many different layouts can be obtained, SPEEIAL CASES OF PROCESS LAYOUT ' 367 CRAFT works differently from ALDEP. It is also a heuristic, but it uses a different logic to find a solution. CRAFT uses a from-to matrix and an existing layout as a start- ing point. It proceeds by making paired exchanges of departments that lead to a reduc- tion of the Id score and continues in this manner until there are no more exchanges that can reduce the Id score. The solution with the lowest ld score is the final solution. Many other sophisticated computer software packages for layout planning can be used to design office buildings, warehouses, and other large facilities They are capable of designing layouts for multiple floors. and they can consider height for assigning storage locations, as in retail or warehousing. For example, SPACECRAFT is a modi- fied version of CRAFT developed for designing multistory layouts, These software programs, including ALDEP and CRAFT, can work with a large number of depart— ments of different sizes and shapes. Step 3: Develop a Detailed Layout The last step in designing a process layout is the development of a detailed layout de- sign. At this stage the block plan is translated into a more realistic schematic, We begin to consider exact sizes and shapes of departments and work centers, We also focus on specific work elements, such as desks, cabinets, and machines, as well as aisles, stair— ways, and corridors. Operations managers can use a variety of tools in this final stage; they include drawings, threevdimensional models, and computer graphics software. A number of unique cases of process layout require special attention. In this section we look at two special cases: warehouse layouts and office layouts. Warehouse Layouts Warehouse layouts have the key characteristics of process layouts: products are stored based on their function, and there is movement of goods. The main difference is that movement within a warehouse is primarily between the loading/unloading dock and the areas where goods are stored. Typically, there is no movement between the storage areas themselves; the primary function of a warehouse is to provide storage space, so the only movement is inbound or outbound. Think about a warehouse that stores computer equipment and supplies, Printers might be stored in one area, keyboards in another, and ink canridges in a third. Certainly there would be no movement between the keyboard storage area and the area where ink cartridges are stored. The movement would consist of bringing items either in or out of the warehouse. Storage Areas of Equal Sizes The primary decision in designing warehouse layouts is to decide where to locate individual departments relative to the dock. Using the same logic we used for process layouts in general, the goal is to assign departments to locations in order to minimize the number of trips to the dock As before, we need a froon matrix that shows the number of trips. Since the movements are only be~ tween the departmean and the dock, we simply locate the departments with the high est number of trips closest to the dock. Next, we locate the department with the second»highest number of trips in the next available space closest to the dock We pro- ceed in this manner until all the departments have been assigned. Example 10.2 illus- trates a simple example. In a warehouse distribution center, items are stored based on their function, L unite Westemian/Stam/Getty images, Inc.
I have attached documents that are referenced in the instructions in the first screenshot.
Module 5 Discussion AV Instructions: This discussion will be completed in two parts, and will give you an opportunity to reflect upon this week's content and to interact with your classmates. 1. Part 1 - Post your initial response to the discussion by Thursday at 11:59pm 2. Part 2 - Post substantive feedback to two (2) classmates by Sunday at 11:59pm Discussion Post: 1. Post one new topic and two replies to classmates for this discussion. 2. The posts should be based on topics covered in the text or current events that you may read in the newspaper, on the internet, or in a magazine. 3. Your grade will be based on the quality of your contribution, how you have tied your contribution to what you have learned, and your professional communication skills. *Topics and response posts must both be submitted by the due date to receive credit.
Step by Step Solution
★★★★★
3.47 Rating (147 Votes )
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock
Certainly To complete Module 5 Discussion A follow these steps Part 1 Initial Response Deadline Thursday at 1159 pm Select a Topic Choose a topic covered in your course text or a current event relevan... View full answer
Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock
Students Have Also Explored These Related Human Resource Management Questions!