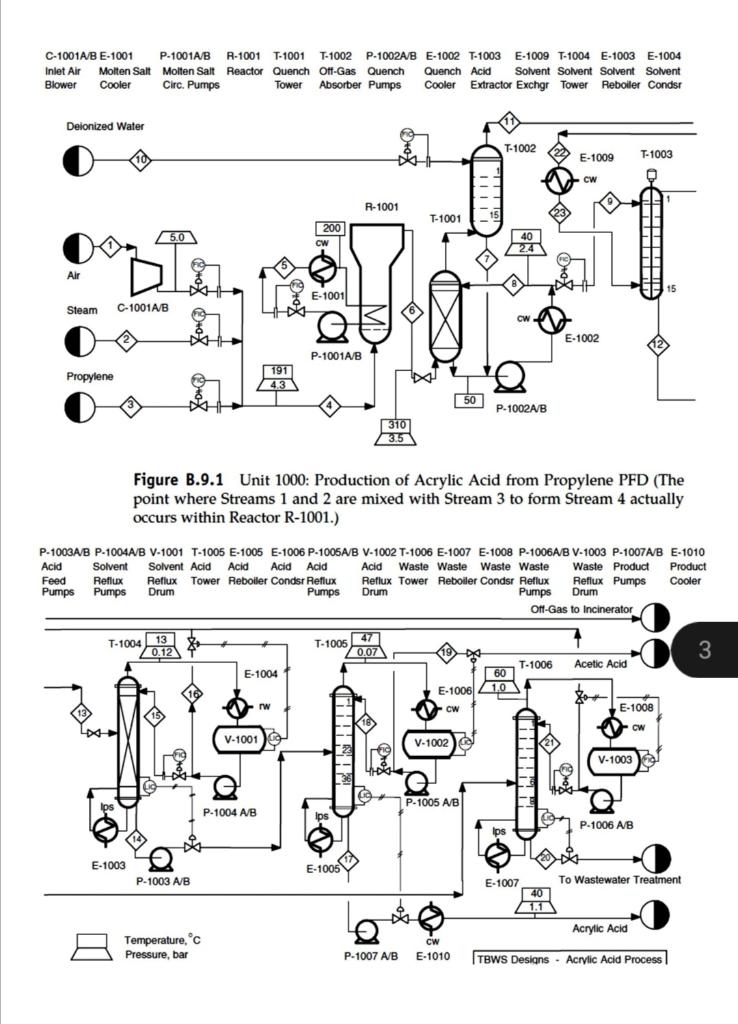
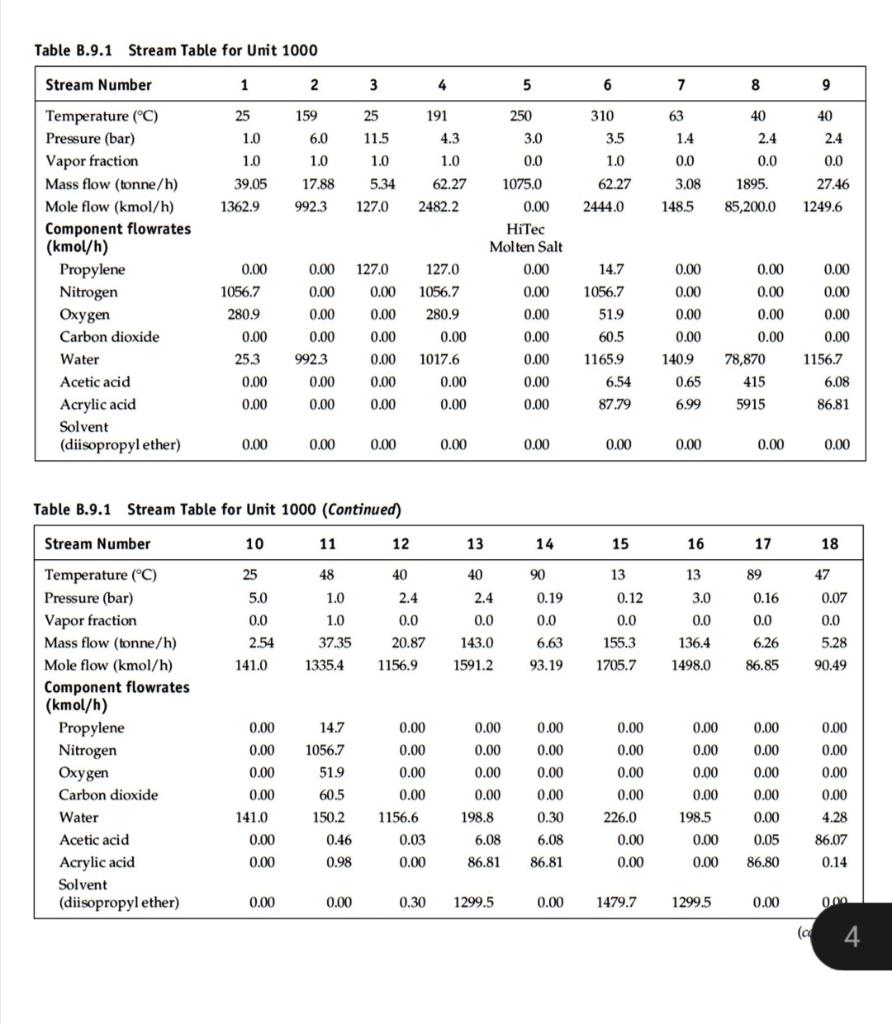
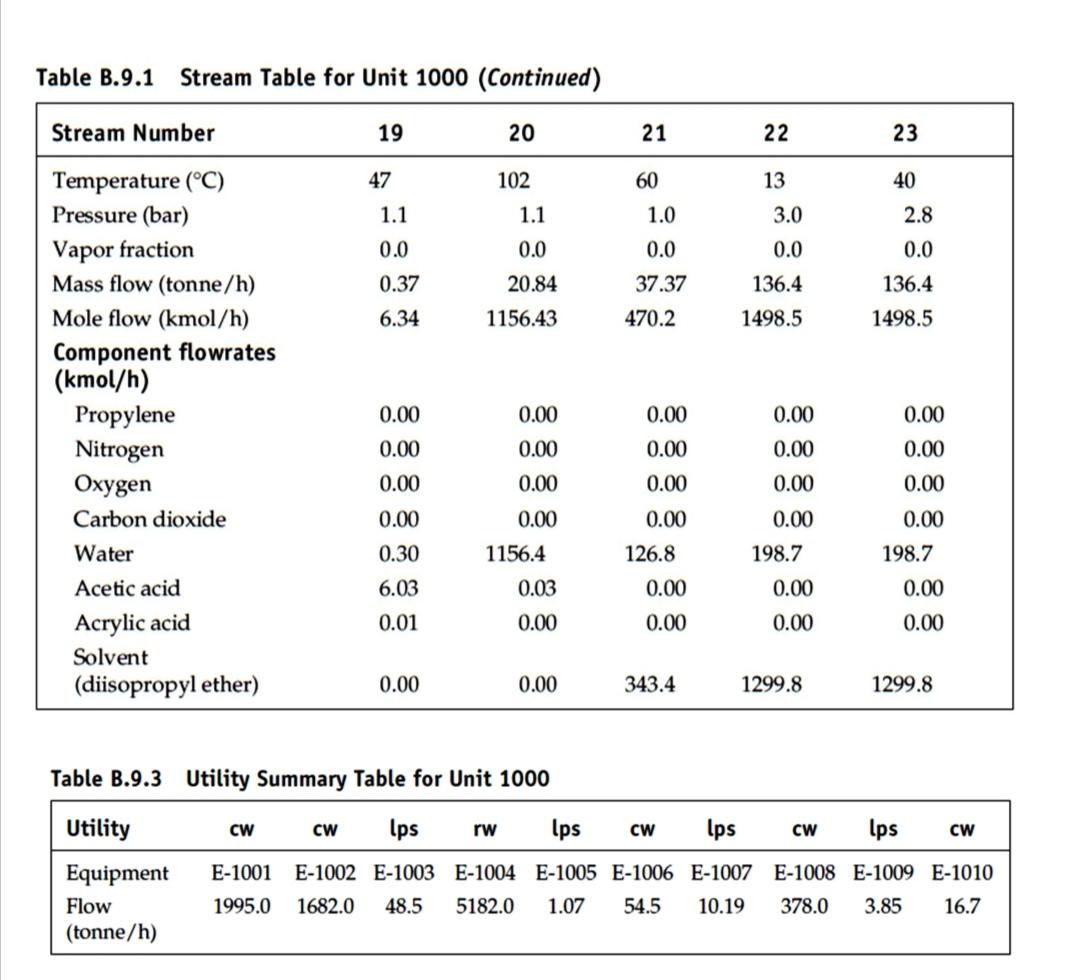
Problem 1: For the HDA process, generate a detailed P&ID for the fired heater (H-101) based on the lecture notes of HAZOP study and analysis. Problem 2: For the attached acrylic acid process, answer the following questions: (1) Determine the number of stages and the compression ratio required to compress the air feed stream. Calculate the air temperature after each stage of compressing w/o intercooling? Given: Tout = Tin [1+{(Pou/Pin)(x-1)/x -1}/]; assume K=1.4, = 0.7, Tin K. (2) Write the energy balance equation for the reactor and define each term in the balance equation. What information do you need to solve that equation? No numerical calculations are required. (3) Draw a P&ID for the isothermal reactor if its temperature is to be controlled by manipulating the cooling water flow rate used to cool the molten salt in its cycle. (4) Justify why steam is fed into the reactor. Find the concentration of C3H6 in air in presence of steam and in absence of steam then find suitable justification. Comment on results knowing that the explosive limits for C3H6 in air are 2.1% to 12.1% at ambient conditions. (5) Why is the reactor operated at an elevated temperature of 310C? Also, why the reactor is not operated at temperatures above 310C? Discuss and justify each case. (6) What would be the effect of using higher pressure in the reactor (say, 10 bar instead of 3.5 bar)? Explain your answer. (7) Is there any conditions of special concern in the reactor effluent (product) separation system? Mention then, justify and sate the penalties of operating under such conditions. (8) It has been proposed that a portion of the off-gas stream be recycled back to the reactor while the amount of steam feed is reduced. Can you foresee any problems or areas of special concern if this were implemented? (9) Check the quality of the feed stream (14) to the distillation tower (T-1005), i.e., find the bubble point of that stream and comment on its quality. (10) Find how much heat is removed from the reactor by making energy balance on the molten salt cooler (E-1001). Acrylic Acid production by catalytic partial oxidation of propylene Reaction Section: Propylene is supplied as a saturated vapor from storage at 11.5 bars, Stream 3. After throttling to 4.3 bars, Stream 3 is mixed with low-pressure steam (6 bars, 159 C), Stream 2, and air, Stream 1, which is compressed to 5 bars in compressor C-1001 prior to mixing. The resulting mixture, Stream 4, is fed to fluidized bed catalytic reactor R-1001. The fluidized bed operates close to isothermally at 310C with a single pass conversion of propylene of about 88%. The heat of reaction is removed by a circulating stream of molten salt, which is cooled externally in exchanger E-1001 by cooling water. Three primary reactions take place in the reactor, giving rise to two organic acid products - acrylic and acetic acids. Acrylic acid is produced by the catalytic oxidation of propylene with air (R3) C3H6 +1.5 O2 C3H4O2 (acrylic acid) + H2O (R) Along with the main reaction shown above, several additional oxidation reactions occur to yield variety of by-products, including acetic acid and CO2: 1 C3H6 +2.5 O2 + C2H4O2 (acetic acid) + CO2 + H2O (R2) C3H6 + 4.5 O2 + 3C02 + 3H2O The rate is given by: -1} = ko,i el-E/RT) Ppropylene Poxygen The partial pressure p is in kPa. R = 1.987 kcal/kmol.K. The activation energy (E) and ko, are given below: Rko, is {kmol/(mreactor.hr)}/(kPa) Ej, kcal/kmol 1 1.59 x 105 15,000 2 8.83 x 105 20,000 1.81 x 108 25,000 3 Products' Separation Section: The stream leaving the acrylic acid reactor, Stream 6, contains a variety of products, by-products and unused reactants. In order to separate the non-condensable fraction of this stream, the reactor effluent is sent to two absorbers. Stream 6 is rapidly quenched by a circulating stream of water, Stream 8, in the Quench Tower, T-1001. Most of the organic acids dissolve in the water. The non- condensable gases plus small amounts of acrylic acid and acetic acid leave the top of T-1001 and are fed to the Quench Cooler, T-1002, where they are contacted with a countercurrent stream of deionized water, Stream 10. Most of the remaining acid is absorbed into the water stream, Stream 7, which leaves the bottom of T-1002 and is mixed with the quench water. The gases leaving T-1002 contain the non- condensable gases, including the un-reacted propylene, and these are sent off site to an incinerator for disposal. The combined stream leaving the bottom of both absorbers, Stream 9. is sent to a rotating disk, liquid-liquid extractor tower, T-1003. Here the organic acids are extracted from the water using a solvent (diisopropyl ether). Safety Considerations It is recommended that the steam-to-propylene ratio at the reactor inlet never be set less than 4:1 on a mole basis. This steam is used to inhibit the formation of coke on the catalyst at temperatures below 330C. As with any reaction involving the partial oxidation of a fuel-like feed material (propylene) considerable attention must be paid to the composition of hydrocarbons and oxygen in the feed stream. This stream is a potential explosion hazard. Operation outside of the explosion limits (LEL and UEL) is strongly recommended for a packed bed reactor. The explosion limits for propylene in air at 25C are LEL = 2.1 mol% propylene and UEL = 12.1 mol% propylene. At elevated temperatures and using a 4:1 steam-to-propylene ratio (see above) in the feed, the lower explosion limit (LEL) is changed significantly. In this case it is easier to define a minimum oxygen concentration (MOC) for the stream. Below the MOC, flame propagation and hence explosions are not possible. For the packed bed reactor, you can assume an average value of MOC = 5.6 mol % oxygen. The UEL at typical temperatures used for this reaction is 15.3 mol % propylene. The second safety concern is that associated with the highly exothermic polymerization of AA which occurs in two ways. First, if this material is stored without appropriate additives, then free radical initiation of the polymerization can occur. This potentially disastrous situation is discussed in literature. Secondly, AA dimerizes when in high concentrations at temperatures greater than 900C. Therefore, process conditions in the separation section (T-1004 and T-1005) should never exceed this temperature. Pure component properties: Component MW Tnb. C P-, kg/m 2, kcal/kg-mol Acrylic acid 72 141 1051 11,000 2 Acetic acid 60 118 1049 5,660 Water 18 100 998 9,717 Liquid heat capacity: Cp' at 298.15 K, kJ/kmol.K Component " Acrylic acid* | 130.5 Acetic acid 123.1 Water 75.29 *assumed. Vapor heat capacity: Cp = a + (b*7) + (C* T) + (d*T); T'in K and Cp in kcal/kg-mol.K Component a b d Acrylic acid 0.416 7.621E-02 -5.618E-05 1.666E-08 Acetic acid 1.156 6.087E-02 -4.187E-05 1.182E-08 Water 7.701 4.595E-04 2.521E-06 -8.590E-10 Propylene 0.752 5.692E-02-2.909E-05 5.365E-09 Air 6.714 4.698E-04 -1.147E-06 -4.696E-10 Antoine vapor pressure equation: In (P) = A - BI(T+C); P in mmHg and Tin K Component A B Tmax, K | Tmin, K Acrylic acid 16.5617 3319.18 -80.15 450 315 Acetic acid 16.8080 3405.57-56.34 430 290 Water 18.3036 3816.44-46.13 441 284 C-1001A/B E-1001 P-1001A/B A-1001 T-1001 T-1002 P-1002AB E-1002 T-1003 E-1009 T-1004 E-1003 E-1004 Inlet Air Molten Salt Molten Salt Reactor Quench Off-Gas Quench Quench Acid Solvent Solvent Solvent Solvent Blower Cooler Circ. Pumps Tower Absorber Pumps Cooler Extractor Exchgr Tower Reboiler Condsr Deionized Water T-1002 E-1009 T-1003 CW R-1001 T-1001 5.0 200 cw 40 2.4 Air 15 E-1001 Steam C-1001AB CW QU E-1002 P-1001A/B Propylene 191 43 50 P-1002A/B 310 3.5 Figure B.9.1 Unit 1000: Production of Acrylic Acid from Propylene PFD (The point where Streams 1 and 2 are mixed with Stream 3 to form Stream 4 actually occurs within Reactor R-1001.) P-1003A/B P-1004A/B V-1001 T-1005 E-1005 E-1006 P-1005A/B V-1002 T-1006 E-1007 E-1008 P-1006A/B V-1003 P-1007A/B E-1010 Acid Solvent Solvent Acid Acid Acid Acid Acid Waste Waste Waste Waste Waste Product Product Feed Reflux Reflux Tower Reboiler Condsr Reflux Reflux Tower Reboiler Condsr Reflux Reflux Pumps Cooler Pumps Pumps Drum Pumps Drum Pumps Drum Off-Gas to Incinerator T-100413 T-100547 0.12 0.07 3 Acetic Acid E-1004 D T-1006 60 E-1006 10 rw E-1008 209 CW V-1001 V-1002 V-1003 P-1005 AB P P-1004 AB Ips Ips P-1006 A/B E-1003 E- E-1005 P-1003 A/B A E-1007 To Wastewater Treatment 40 Acrylic Acid CW Temperature, Pressure, bar P-1007A/B E-1010 -/ TBWS Designs - Acrylic Acid Process Table B.9.1 Stream Table for Unit 1000 Stream Number 1 2 3 4 5 6 7 7 8 8 9 159 25 40 6.0 25 1.0 1.0 39.05 1362.9 2.4 11.5 1.0 250 3.0 0.0 191 4.3 1.0 62.27 2482.2 1.0 310 3.5 1.0 62.27 2444.0 63 1.4 0.0 3.08 148.5 40 2.4 0.0 1895. 85,200.0 17.88 1075.0 5.34 127.0 0.0 27.46 1249.6 992.3 0.00 0.00 Temperature (C) Pressure (bar) Vapor fraction Mass flow (tonne/h) Mole flow (kmol/h) Component flowrates (kmol/h) Propylene Nitrogen Oxygen Carbon dioxide Water Acetic acid Acrylic acid Solvent (diisopropyl ether) 0.00 1056.7 280.9 0.00 0.00 0.00 0.00 992.3 0.00 0.00 127.0 0.00 0.00 0.00 0.00 0.00 0.00 127.0 1056.7 280.9 0.00 1017.6 0.00 HiTec Molten Salt 0.00 0.00 0.00 0.00 0.00 0.00 14.7 1056.7 51.9 60.5 1165.9 0.00 0.00 0.00 140.9 0.65 0.00 0.00 0.00 0.00 78,870 415 5915 0.00 0.00 0.00 1156.7 6.08 86.81 25.3 0.00 0.00 0.00 6.54 0.00 0.00 0.00 87.79 6.99 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 13 14 15 16 17 18 90 89 40 2.4 0.0 143.0 1591.2 0.19 0.0 6.63 93.19 13 0.12 0.0 155.3 1705.7 13 3.0 0.0 136.4 1498.0 0.16 0.0 6.26 86.85 47 0.07 0.0 5.28 90.49 Table B.9.1 Stream Table for Unit 1000 (Continued) Stream Number 10 11 12 Temperature (C) 25 48 40 Pressure (bar) 5.0 1.0 2.4 Vapor fraction 0.0 1.0 0.0 Mass flow (tonne/h) 2.54 37.35 20.87 Mole flow (kmol/h) 141.0 1335.4 1156.9 Component flowrates (kmol/h) Propylene 0.00 14.7 0.00 Nitrogen 0.00 1056.7 0.00 Oxygen 0.00 51.9 0.00 Carbon dioxide 0.00 60.5 0.00 Water 141.0 150.2 1156.6 Acetic acid 0.00 0.46 0.03 Acrylic acid 0.00 0.98 0.00 Solvent (diisopropyl ether) 0.00 0.00 0.30 0.00 0.00 0.00 0.00 0.00 198.8 6.08 86.81 0.00 0.00 0.00 0.00 0.30 6.08 86.81 0.00 0.00 0.00 0.00 226.0 0.00 0.00 0.00 0.00 0.00 0.00 198.5 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.05 86.80 0.00 0.00 0.00 4.28 86.07 0.14 1299.5 0.00 1479.7 1299.5 0.00 0.00 (ca 4 Table B.9.1 Stream Table for Unit 1000 (Continued) Stream Number 19 20 21 22 23 47 102 40 60 1.0 1.1 1.1 2.8 0.0 0.0 0.0 13 3.0 0.0 136.4 1498.5 0.37 20.84 1156.43 37.37 470.2 0.0 136.4 1498.5 6.34 0.00 0.00 0.00 0.00 0.00 Temperature (C) Pressure (bar) Vapor fraction Mass flow (tonne/h) Mole flow (kmol/h) Component flowrates (kmol/h) Propylene Nitrogen Oxygen Carbon dioxide Water Acetic acid Acrylic acid Solvent (diisopropyl ether) 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.30 1156.4 126.8 0.00 198.7 0.00 198.7 0.00 0.03 6.03 0.01 0.00 0.00 0.00 0.00 0.00 0.00 343.4 1299.8 1299.8 CW lps CW Table B.9.3 Utility Summary Table for Unit 1000 Utility CW CW Ips rw Ips CW lps Equipment E-1001 E-1002 E-1003 E-1004 E-1005 E-1006 E-1007 Flow 1995.0 1682.0 48.5 5182.0 1.07 54.5 10.19 (tonne/h) E-1008 E-1009 E-1010 378.0 3.85 16.7