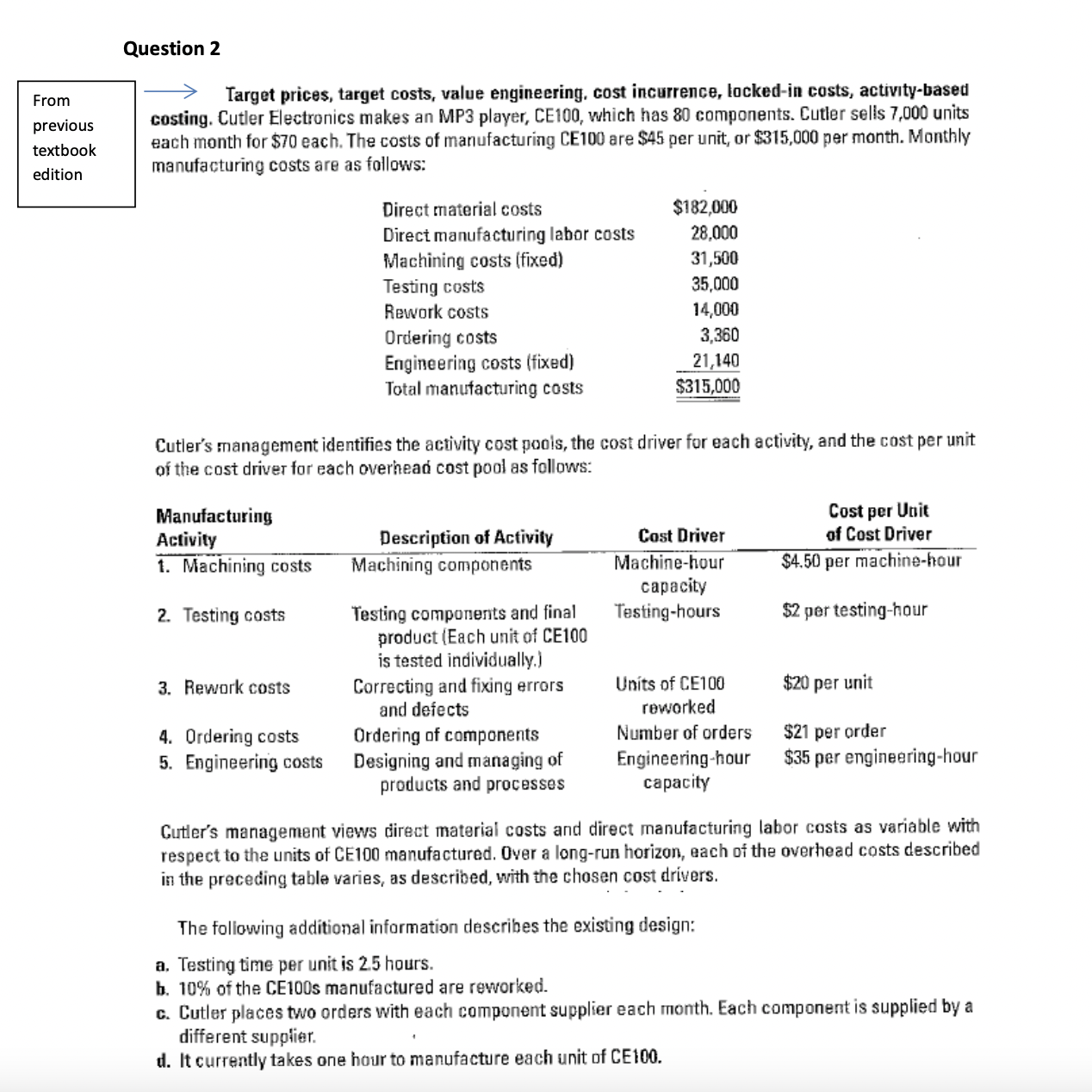
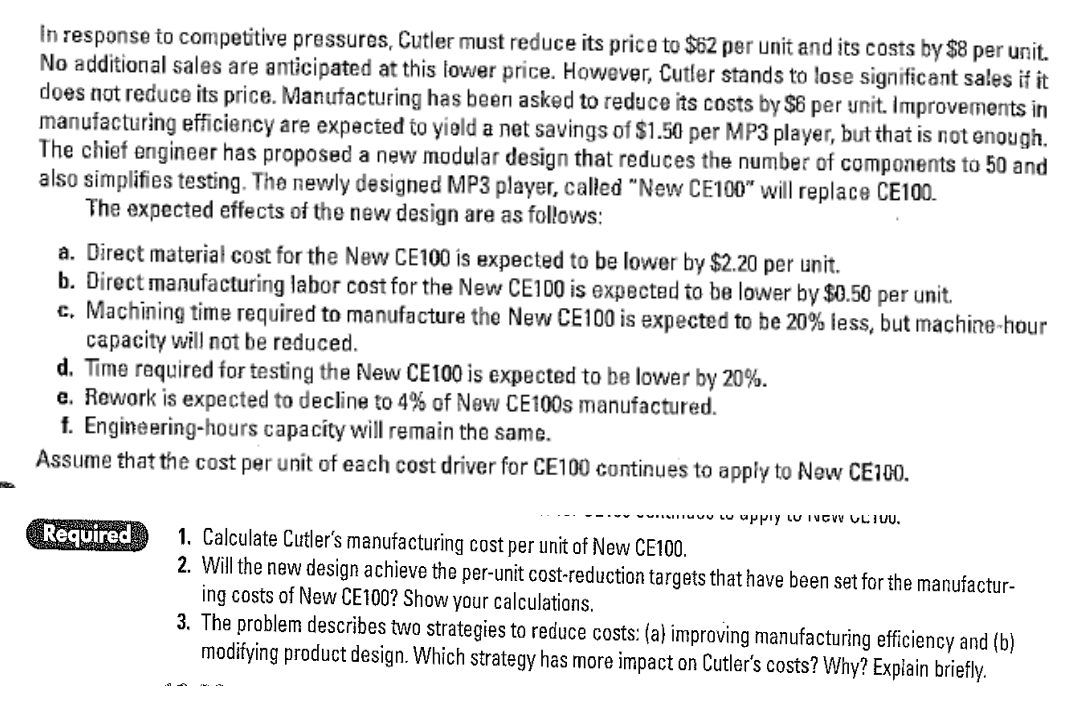
Question 2 From a Target prices, target costs. value engineering. cost incurrlllce, locked-in costs, annuity-based previous costing. Cutler Electionice makes an MP3 player, EElB, which has 80 components. Cutler calls um units textbook each month for $70 each. The costs cl manufacturing [2E1 II] are $45 per unit, or $315,000 per month. M onthly edition manufacturing costs are as follows: Direct material costs $182,110 Direct manufacturing labor costs 28m Machining costs [fmedl 31,500 Testing costs SSH\") Rework costs 141m Ordering costs 3.360 Engineering costs liixad] 2|,l40 Total mamdacbiring costs $315,000 Cutler's management identies the activity coat pools, the cost driver for each activity, and the cost per unit of the cost driver for each overhead cost pool as follows: Manufacturing Cost per Unit Activity Description of Activity Coat llriver of cost Driver 1. Machining costs Machining components Machine-hour $4.50 per machine-hour c an a city 2. Testing costs Testing components and final Testing-hours s2 pertesting-hour product {Each unit at CEll] is tested individually.) 3. Iiework coats Correcting and fixing errors Units of CElm $20 per unit and defect; reworked 4. Ordering costs Ordering of components Numbarof orders $21 per order 5. Engineering coats Designing and managing of Engineeringilcur $35 per engineering-hour products and processes capacity Cutler's management views direct material costs and direct manufacturing labor costs as variable with respect to the units of [$100 manufactured. Over a long-run horizon, each oi the overhead costs described in the preceding table varies. as described. with the chosen cost drivers. The following additional information describes the existing design: a. Testing time per unit is 2.5 hours. b. 19% of the canes manufactured are reworked. c. Butler places two orders with each component supplier each month. Each component is supplied by a different supplier. - d. It currently takes one hour to manufacture each unit of CElllll. In response to competitive pressures, Cutler must reduce its price to $62 per unit and its costs by $8 per unit. No additional sales are anticipated at this lower price. However, Cutler stands to lose significant sales if it does not reduce its price. Manufacturing has been asked to reduce its costs by $6 per unit. Improvements in manufacturing efficiency are expected to yield a net savings of $1.50 per MP3 player, but that is not enough. The chief engineer has proposed a new modular design that reduces the number of components to 50 and also simplifies testing. The newly designed MP3 player, called "New CE100" will replace CE100. The expected effects of the new design are as follows: a. Direct material cost for the New CE100 is expected to be lower by $2.20 per unit. b. Direct manufacturing labor cost for the New CE100 is expected to be lower by $0.50 per unit. c. Machining time required to manufacture the New CE100 is expected to be 20% less, but machine-hour capacity will not be reduced. d. Time required for testing the New CE100 is expected to be lower by 20%. e. Rework is expected to decline to 4% of New CE100s manufactured. f. Engineering-hours capacity will remain the same. Assume that the cost per unit of each cost driver for CE100 continues to apply to New CE100. THEMINIMUM LU MPPLY LU INGVV VLIVU. Required 1. Calculate Cutler's manufacturing cost per unit of New CE100. 2. Will the new design achieve the per-unit cost-reduction targets that have been set for the manufacture ing costs of New CE100? Show your calculations. 3. The problem describes two strategies to reduce costs: (a) improving manufacturing efficiency and (b) modifying product design. Which strategy has more impact on Cutler's costs? Why? Explain briefly