

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
Recommend and Justify a solution (Be sure to explain how your recommended course of action will help address/fix the problems or issues you identified.) Case
Recommend and Justify a solution (Be sure to explain how your recommended course of action will help address/fix the problems or issues you identified.)
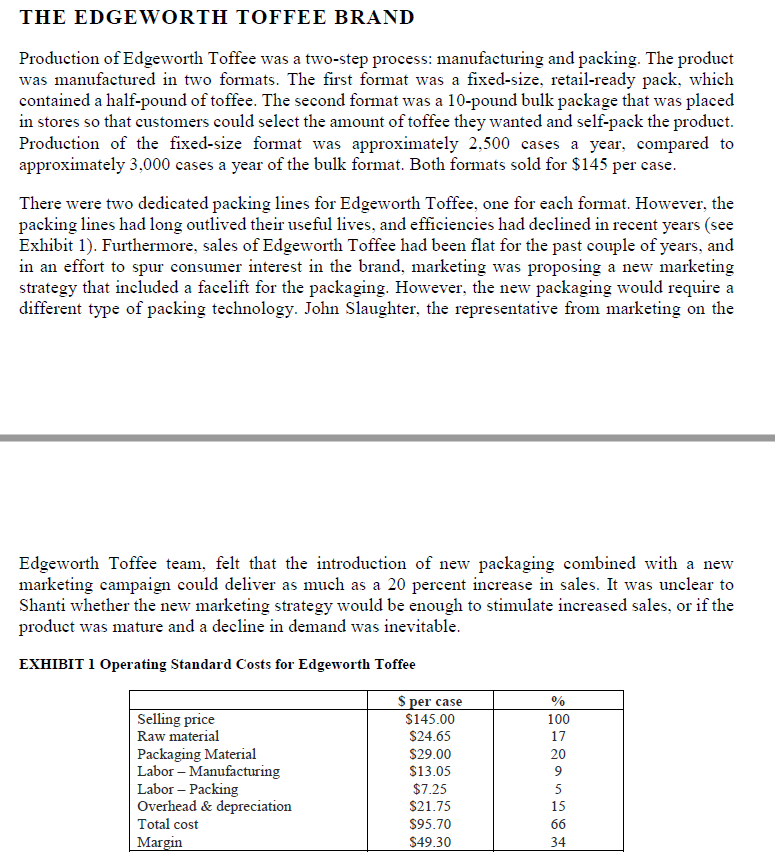
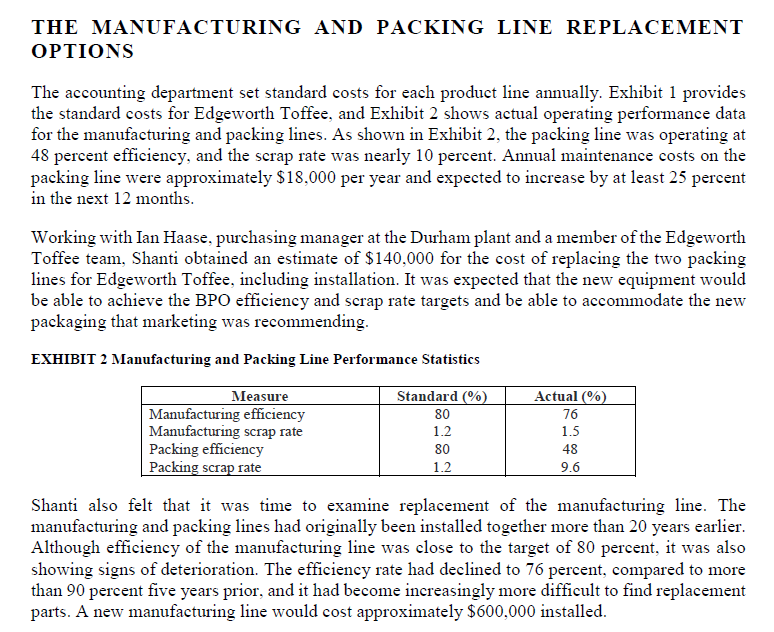
Case 5-1 Garland Chocolates Shanti Suppiah, director of operations at the Garland Chocolates plant in Durham, North Carolina, was preparing for a team meeting scheduled for Monday, March 18, to decide what to do about declining margins for the Edgeworth Toffee brand. Options were to invest in new equipment or outsource manufacturing and packing. It was Wednesday, March 12, and Shanti needed to prepare her analysis and develop a recommendation prior to the meeting GARLAND CHOCOLATES Headquartered in London, UK, Garland Chocolates (Garland) was a leading global food manufacturer with annual revenues of $3 billion. The company produce a wide range of chocolate and confectionary products, under more than 65 brands. It operated more than 50 plants globally, including eight plants in the United States. Garland's products were among the leading brands in the industry, and the Durham plant manufactured 20 product lines that were distributed to retail customers in North America, including grocery store chains, boutique candy shops, and convenience stores. Garland's brands were managed by cross-functional teams with representatives from sales and marketing, operations, finance, engineering, purchasing, and distribution. Each team was governed by corporate goals for growth, profitability, and brand management, but was given significant autonomy to make strategic and tactical decisions in order to achieve their business performance objectives (BPO). The competitive nature of the industry placed an upper limit on prices, so margins were determined by production and supply chain efficiencies. Consequently, cost control and continuous improvement were high priorities. The company's enterprise resource planning (ERP) system generated weekly BPO reports for team members. THE EDGEWORTH TOFFEE BRAND Production of Edgeworth Toffee was a two-step process: manufacturing and packing. The product was manufactured in two formats. The first format was a fixed-size, retail-ready pack, which contained a half-pound of toffee. The second format was a 10-pound bulk package that was placed in stores so that customers could select the amount of toffee they wanted and self-pack the product. Production of the fixed-size format was approximately 2,500 cases a year, compared to approximately 3.000 cases a year of the bulk format. Both formats sold for $145 per case. There were two dedicated packing lines for Edgeworth Toffee, one for each format. However, the packing lines had long outlived their useful lives, and efficiencies had declined in recent years (see Exhibit 1). Furthermore, sales of Edgeworth Toffee had been flat for the past couple of years, and in an effort to spur consumer interest in the brand, marketing was proposing a new marketing strategy that included a facelift for the packaging. However, the new packaging would require a different type of packing technology. John Slaughter, the representative from marketing on the Edgeworth Toffee team, felt that the introduction of new packaging combined with a new marketing campaign could deliver as much as a 20 percent increase in sales. It was unclear to Shanti whether the new marketing strategy would be enough to stimulate increased sales, or if the product was mature and a decline in demand was inevitable. EXHIBIT 1 Operating Standard Costs for Edgeworth Toffee Selling price Raw material Packaging Material Labor - Manufacturing Labor - Packing Overhead & depreciation Total cost Margin Sper case $145.00 $24.65 $29.00 $13.05 $7.25 $21.75 $95.70 $49.30 THE MANUFACTURING AND PACKING LINE REPLACEMENT OPTIONS The accounting department set standard costs for each product line annually. Exhibit 1 provides the standard costs for Edgeworth Toffee, and Exhibit 2 shows actual operating performance data for the manufacturing and packing lines. As shown in Exhibit 2, the packing line was operating at 48 percent efficiency, and the scrap rate was nearly 10 percent. Annual maintenance costs on the packing line were approximately $18,000 per year and expected to increase by at least 25 percent in the next 12 months. Working with Ian Haase, purchasing manager at the Durham plant and a member of the Edgeworth Toffee team, Shanti obtained an estimate of $140,000 for the cost of replacing the two packing lines for Edgeworth Toffee, including installation. It was expected that the new equipment would be able to achieve the BPO efficiency and scrap rate targets and be able to accommodate the new packaging that marketing was recommending EXHIBIT 2 Manufacturing and Packing Line Performance Statistics Standard (%) Actual (%) 80 Measure Manufacturing efficiency Manufacturing scrap rate Packing efficiency Packing scrap rate 1.2 80 1.2 1.5 48 9.6 Shanti also felt that it was time to examine replacement of the manufacturing line. The manufacturing and packing lines had originally been installed together more than 20 years earlier. Although efficiency of the manufacturing line was close to the target of 80 percent, it was also showing signs of deterioration. The efficiency rate had declined to 76 percent, compared to more than 90 percent five years prior, and it had become increasingly more difficult to find replacement parts. A new manufacturing line would cost approximately $600,000 installed. OUTSOURCING In addition to investigating options to replace existing manufacturing and packing lines, Shanti had also looked into outsourcing. A preliminary review indicated that there would be a substantial coordination costs if only packing was outsourced; therefore, outsourcing manufacturing and packing was investigated. Ian and Shanti selected two contract manufacturers to submit proposals, Martin Contract Manufacturing (Martin) and Dasari Inc. Bids were requested from both for the existing packaging and the new packaging proposed by marketing. In order to make sure the suppliers were well informed about manufacturing and packing processes, both were invited to tour the Durham plant, and they were provided with detailed information and related data regarding the operation of the lines. Following a review of the proposals submitted by the suppliers, Ian and Shanti decided that Martin had the best bid. Martin quoted a cost of $68.00 for manufacturing and packing for both the current packaging and marketing's new packaging. The supplier would be responsible for raw material and packaging material costs. In addition, Garland would pay $35.000 in tooling costs up front. Martin indicated that it would need six months to ramp up production of Edgeworth Toffee. THE TEAM MEETING As Shanti looked at the information on her laptop that had been collected regarding manufacturing and packing of Edgeworth Toffee, she knew that something had to be done to address the declining margins of the brand as a result of increased production costs. Investing in new equipment seemed like an obvious solution; however, the capital investment would be significant and her proposal would need to exceed the company's 10 percent cost of capital rate to get approval by finance. While reviewing the proposal by Martin, Shanti felt that some of the overhead costs at the Durham plant could be eliminated if production of Edgeworth Toffee was outsourced. The estimate provided by the accounting department was that overhead costs allocated to the brand could be reduced by approximately 30 percent if production was outsourced. Historically, the company's strategy had been to control production of its products to ensure quality and delivery performance. Garland had an excellent reputation with its customers and the customer service level for Edgeworth Toffee was a line fill rate of 98 percent. However, if the case to outsource could be made successfully to the team on Monday, Shanti felt that senior management would approve the proposal. This was an important decision and she wanted to make a clear recommendation at the meeting on Monday, supported by a thorough analysis of both options. Case 5-1 Garland Chocolates Shanti Suppiah, director of operations at the Garland Chocolates plant in Durham, North Carolina, was preparing for a team meeting scheduled for Monday, March 18, to decide what to do about declining margins for the Edgeworth Toffee brand. Options were to invest in new equipment or outsource manufacturing and packing. It was Wednesday, March 12, and Shanti needed to prepare her analysis and develop a recommendation prior to the meeting GARLAND CHOCOLATES Headquartered in London, UK, Garland Chocolates (Garland) was a leading global food manufacturer with annual revenues of $3 billion. The company produce a wide range of chocolate and confectionary products, under more than 65 brands. It operated more than 50 plants globally, including eight plants in the United States. Garland's products were among the leading brands in the industry, and the Durham plant manufactured 20 product lines that were distributed to retail customers in North America, including grocery store chains, boutique candy shops, and convenience stores. Garland's brands were managed by cross-functional teams with representatives from sales and marketing, operations, finance, engineering, purchasing, and distribution. Each team was governed by corporate goals for growth, profitability, and brand management, but was given significant autonomy to make strategic and tactical decisions in order to achieve their business performance objectives (BPO). The competitive nature of the industry placed an upper limit on prices, so margins were determined by production and supply chain efficiencies. Consequently, cost control and continuous improvement were high priorities. The company's enterprise resource planning (ERP) system generated weekly BPO reports for team members. THE EDGEWORTH TOFFEE BRAND Production of Edgeworth Toffee was a two-step process: manufacturing and packing. The product was manufactured in two formats. The first format was a fixed-size, retail-ready pack, which contained a half-pound of toffee. The second format was a 10-pound bulk package that was placed in stores so that customers could select the amount of toffee they wanted and self-pack the product. Production of the fixed-size format was approximately 2,500 cases a year, compared to approximately 3.000 cases a year of the bulk format. Both formats sold for $145 per case. There were two dedicated packing lines for Edgeworth Toffee, one for each format. However, the packing lines had long outlived their useful lives, and efficiencies had declined in recent years (see Exhibit 1). Furthermore, sales of Edgeworth Toffee had been flat for the past couple of years, and in an effort to spur consumer interest in the brand, marketing was proposing a new marketing strategy that included a facelift for the packaging. However, the new packaging would require a different type of packing technology. John Slaughter, the representative from marketing on the Edgeworth Toffee team, felt that the introduction of new packaging combined with a new marketing campaign could deliver as much as a 20 percent increase in sales. It was unclear to Shanti whether the new marketing strategy would be enough to stimulate increased sales, or if the product was mature and a decline in demand was inevitable. EXHIBIT 1 Operating Standard Costs for Edgeworth Toffee Selling price Raw material Packaging Material Labor - Manufacturing Labor - Packing Overhead & depreciation Total cost Margin Sper case $145.00 $24.65 $29.00 $13.05 $7.25 $21.75 $95.70 $49.30 THE MANUFACTURING AND PACKING LINE REPLACEMENT OPTIONS The accounting department set standard costs for each product line annually. Exhibit 1 provides the standard costs for Edgeworth Toffee, and Exhibit 2 shows actual operating performance data for the manufacturing and packing lines. As shown in Exhibit 2, the packing line was operating at 48 percent efficiency, and the scrap rate was nearly 10 percent. Annual maintenance costs on the packing line were approximately $18,000 per year and expected to increase by at least 25 percent in the next 12 months. Working with Ian Haase, purchasing manager at the Durham plant and a member of the Edgeworth Toffee team, Shanti obtained an estimate of $140,000 for the cost of replacing the two packing lines for Edgeworth Toffee, including installation. It was expected that the new equipment would be able to achieve the BPO efficiency and scrap rate targets and be able to accommodate the new packaging that marketing was recommending EXHIBIT 2 Manufacturing and Packing Line Performance Statistics Standard (%) Actual (%) 80 Measure Manufacturing efficiency Manufacturing scrap rate Packing efficiency Packing scrap rate 1.2 80 1.2 1.5 48 9.6 Shanti also felt that it was time to examine replacement of the manufacturing line. The manufacturing and packing lines had originally been installed together more than 20 years earlier. Although efficiency of the manufacturing line was close to the target of 80 percent, it was also showing signs of deterioration. The efficiency rate had declined to 76 percent, compared to more than 90 percent five years prior, and it had become increasingly more difficult to find replacement parts. A new manufacturing line would cost approximately $600,000 installed. OUTSOURCING In addition to investigating options to replace existing manufacturing and packing lines, Shanti had also looked into outsourcing. A preliminary review indicated that there would be a substantial coordination costs if only packing was outsourced; therefore, outsourcing manufacturing and packing was investigated. Ian and Shanti selected two contract manufacturers to submit proposals, Martin Contract Manufacturing (Martin) and Dasari Inc. Bids were requested from both for the existing packaging and the new packaging proposed by marketing. In order to make sure the suppliers were well informed about manufacturing and packing processes, both were invited to tour the Durham plant, and they were provided with detailed information and related data regarding the operation of the lines. Following a review of the proposals submitted by the suppliers, Ian and Shanti decided that Martin had the best bid. Martin quoted a cost of $68.00 for manufacturing and packing for both the current packaging and marketing's new packaging. The supplier would be responsible for raw material and packaging material costs. In addition, Garland would pay $35.000 in tooling costs up front. Martin indicated that it would need six months to ramp up production of Edgeworth Toffee. THE TEAM MEETING As Shanti looked at the information on her laptop that had been collected regarding manufacturing and packing of Edgeworth Toffee, she knew that something had to be done to address the declining margins of the brand as a result of increased production costs. Investing in new equipment seemed like an obvious solution; however, the capital investment would be significant and her proposal would need to exceed the company's 10 percent cost of capital rate to get approval by finance. While reviewing the proposal by Martin, Shanti felt that some of the overhead costs at the Durham plant could be eliminated if production of Edgeworth Toffee was outsourced. The estimate provided by the accounting department was that overhead costs allocated to the brand could be reduced by approximately 30 percent if production was outsourced. Historically, the company's strategy had been to control production of its products to ensure quality and delivery performance. Garland had an excellent reputation with its customers and the customer service level for Edgeworth Toffee was a line fill rate of 98 percent. However, if the case to outsource could be made successfully to the team on Monday, Shanti felt that senior management would approve the proposal. This was an important decision and she wanted to make a clear recommendation at the meeting on Monday, supported by a thorough analysis of both optionsStep by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Marketing Audit Checklists A Guide To Effective Marketing Resource Realization
Authors: Aubrey Wilson
1st Edition
0077077601, 978-0077077600