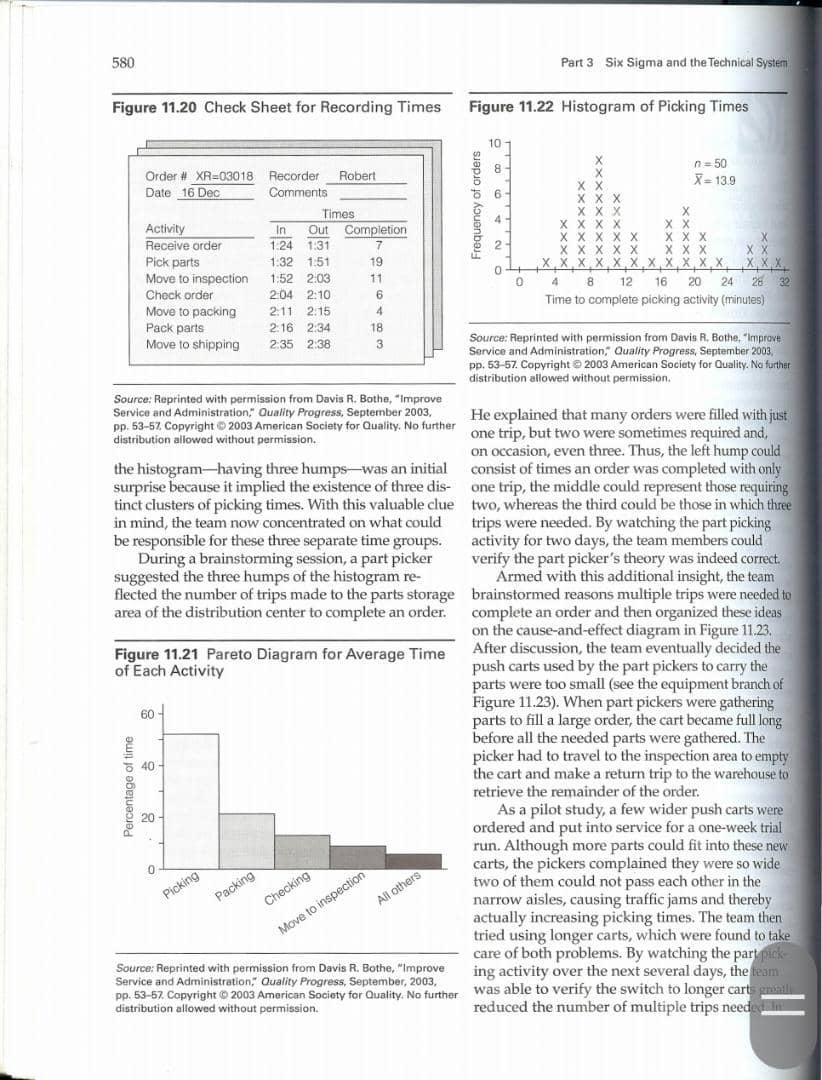
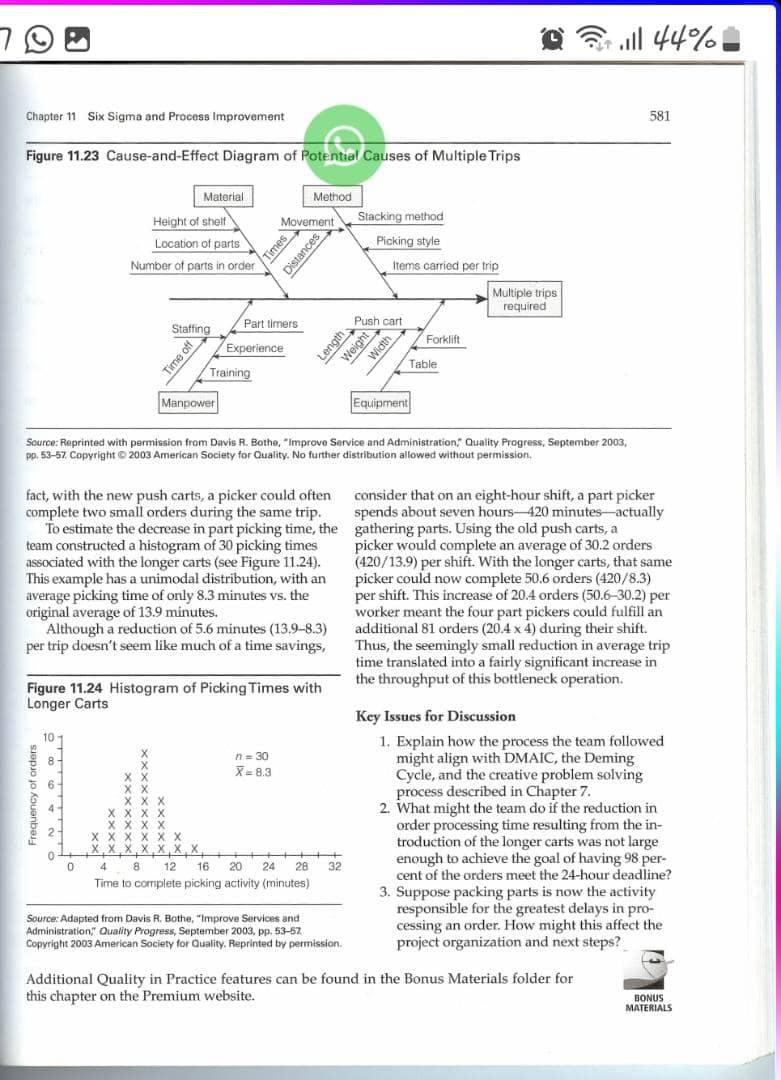
SIX SIGMA APPLICATION CASE STUDY QuaLtTY IN Practice ApPLYing QUaLITY Improvement TOOLS tO an Order FulfilLMent Process 44 This case study involves a large automotive parts distribution center in Europe. Car dealerships Figure 11.19 Flowchart for the Order and repair garages from several countries call in orders for replacement parts needed to repair various types of motor vehicles. When an order is reReceive order ceived, the distribution center must quickly locate the requested parts and ship them to the repair Pick parts facility. Time is of the essence because car owners typically become increasingly upset the longer Move to inspection their vehicles are out of service. Check order Because the distribution center was having trouble shipping orders on time, many of its customers were unhappy and threatening to switch to other part distributors, To appease these custom- Move to packing ers, the manager of the center promised all orders Pack parts would be delivered within 24 hours or the customer would get the parts at no charge. The manager then assembled a team to discover ways to reduce order processing time so at least 98 percent of orders would meet the 24-hour deadline. To better understand the situation, the team Source: Aeprinted with permiasion from Davis f. Bothe, "Improve decided to draw a map showing how an order Service and Adminiatration," Quality Progress, September 2003, was received, filled, checked, packed, and finally shipped to the customer. After discussing the repp. 53-57. Copyright $ 2003. No further distribution allowed without permission. complete this particular activity was 18 minutes quired steps and actually following an order from (2:342:16). At the end of the week, the average start to finish, the team created a flowchart of the completion time for each activity was calculated entire order fulfillment process. The diagram, by adding its 50 completion times - one for each of which is shown in Figure 11.19, identifies those the 50 orders tracked-and dividing this total by activities the team had the power to change and, it 50 . When these average times were analyzed with was hoped, improve. This type of layout also en- the Pareto diagram in Figure 11.21, picking time couraged every team member to focus on the big was identified as the largest contributor to order picture rather than on only the particular activity processing delays, representing about 52 percent in which he or she worked. of the total time needed to process an order. To determine where the longest time delays Based on this new information, the team rewere occurring, the team randomly chose 50 orders fined its original mission statement, "Reduce the from those received during a one-week period. As time for processing an order," to the more specific, members tracked these selected orders through _ "Reduce the time for picking parts." With the the distribution center, they noted the time each scope of the search narrowed to just the picking entered and left the various activity areas appear- operation, members invited some of the part picking on the flowchart. To ensure these times were ers to join the team because these personnel were accurately and consistently recorded, the team the local experts in picking parts and possessed designed the check sheet shown in Figure 11.20. the most knowledge about the function. One sheet was used per order, with the completion To provide a more detailed analysis of the picktime for a given activity computed by subtracting ing operation, the 50 individual times recorded for its in time from its out time. For example, order picking orders (one from each of the 50 check sheets XR-03018 began the "pack parts" activity at 2:16 P.M. collected during the team's earlier study) were plotand finished at 2:34 P.M. Therefore, the time to ted on the histogram in Figure 11.22. The shape of 580 Part 3 Six Sigma and the Technical System Figure 11.20 Check Sheet for Recording Times Figure 11.22 Histogram of Picking Times Source: Feprinted with permission from Davis R. Bothe, "Improve: Service and Administration," Quality Progress, September 2003, pp. 53-57. Copyright 92003 American Society for Quality. No further distribution allowed without permission. Source: Reprinted with permission from Davis R. Bothe, "improve Service and Administration," Quality Progress, September 2003, He explained that many orders were filled with just pp. 53-57, Copyright 62003 American Society for Quality. No further distribution allowed without permission. one trip, but two were sometimes required and, the histogram-having three humps- on occasion, even three. Thus, the left hump could surprise because it in consist of times an order was completed with only tinct cluse one trip, the middle could represent those requiring tho, whereas the third could be those in which three in mind, the team now concentrated on what could trips were needed. By watching the part picking be responsible for these three separate time groups. activity for two days, the team members could During a brainstorming session, a part picker verify the part picker's theory was indeed correct. suggested the three humps of the histogram re- Armed with this additional insight, the team flected the number of trips made to the parts storage brainstormed reasons multiple trips were needed to area of the distribution center to complete an order. complete an order and then organized these ideas on the cause-and-effect diagram in Figure 11.23. Figure 11.21 Pareto Diagram for Average Time After discussion, the team eventually decided the of Each Activity push carts used by the part pickers to carry the parts were too small (see the equipment branch of Figure 11.23). When part pickers were gathering parts to fill a large order, the cart became full long before all the needed parts were gathered. The picker had to travel to the inspection area to empty: the cart and make a return trip to the warehouse to retrieve the remainder of the order. As a pilot study, a few wider push carts were ordered and put into service for a one-week trial run. Although more parts could fit into these new carts, the pickers complained they were so wide two of them could not pass each other in the narrow aisles, causing traffic jams and thereby actually increasing picking times. The team then tried using longer carts, which were found to take care of both problems. By watching the part Source: Reprinted with permission from Davis R. Bothe, "Improve ing activity over the next several days, the feam Service and Administration," Ouality Progress, September, 2003, pp. 53-57. Copyright 0 2003 American Society for Quality. No further was able to verify the switch to longer cart distribution allowed without permission. reduced the number of multiple trips need Figure 11.23 Cause-and-Effect Diagram of Potential Causes of MultipleTrips Source: Reprinted with permistion from Divis R. Bothe, "Improve Service and Administration," Quality Progress; September 2003, pp. 53-57. Copyright @ 2003 American Society for Quality. No further distribution allowed without permission. fact, with the new push carts, a picker could often consider that on an eight-hour shift, a part picker complete two small orders during the same trip. spends about seven hours- 420 minutes - actually To estimate the decrease in part picking time, the gathering parts. Using the old push carts, a team constructed a histogram of 30 picking times picker would complete an average of 30.2 orders associated with the longer carts (see Figure 11.24). (420/13.9) per shift. With the longer carts, that same This example has a unimodal distribution, with an picker could now complete 50.6 orders (420/8.3) average picking time of only 8.3 minutes vs. the per shift. This increase of 20.4 orders (50.630.2) per original average of 13.9 minutes. worker meant the four part pickers could fulfill an Although a reduction of 5.6 minutes (13.9-8.3) additional 81 orders (20.44) during their shift. per trip doesn't seem like much of a time savings, Thus, the seemingly small reduction in average trip time translated into a fairly significant increase in Figure 11.24 Histogram of Picking Times with the throughput of this bottleneck operation. Longer Carts Key Issues for Discussion 1. Explain how the process the team followed might align with DMAIC, the Deming Cycle, and the creative problem solving process described in Chapter 7. 2. What might the team do if the reduction in order processing time resulting from the introduction of the longer carts was not large enough to achieve the goal of having 98 percent of the orders meet the 24-hour deadline? 3. Suppose packing parts is now the activity responsible for the greatest delays in proSource: Adspted from Davis R. Bothe, "Improve Servicas and Administration," Ouality Progress, September 2003, pp, 53-5z. cessing an order. How might this affect the Copyright 2003 American Society for Quality. Reprinted by permission._ project organization and next steps? Additional Quality in Practice features can be found in the Bonus Materials folder for this chapter on the Premium website