

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
RC Blake Co. This case is set in 1976 in a factory that produces adhesive tape products. The business issue is cost reduction through
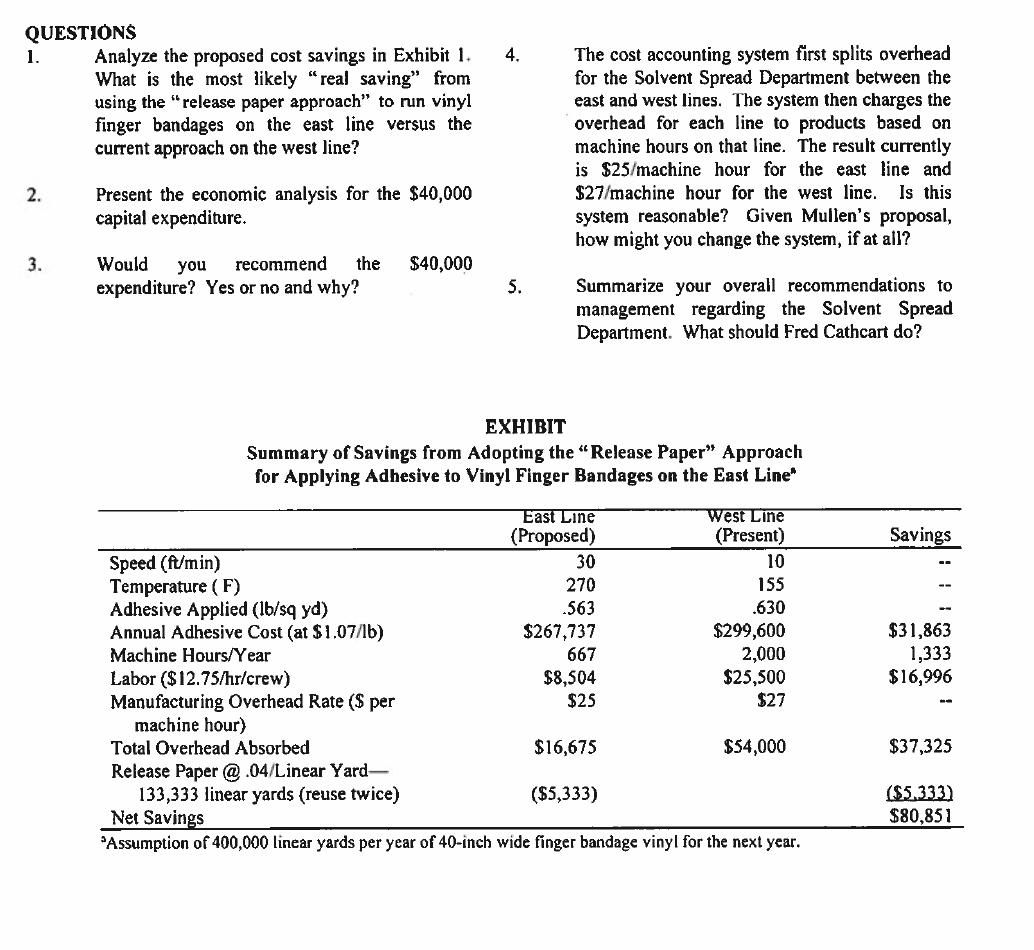
RC Blake Co. This case is set in 1976 in a factory that produces adhesive tape products. The business issue is cost reduction through process technology changes. The focus of the case is how to produce meaningful financial analysis to help management with the business issue. Brent Mullen, a mechanical engineer in the process development department of the R.C. Blake Company's Spartanburg, South Carolina, factory, was concerned about how to react to the criticism of a project in the solvent spread department that he had been working on for several months. The R.C. Blake Company produced adhesive tapes for industrial and consumer markets and other special adhesive products that were sold through distributors to hospitals. One product, a vinyl-backed finger bandage, accounted for about half of the sales of all hospital products. Intense competition in the finger-bandage market kept profits on this item low, but finger bandages were considered to be an integral part of the total hospital products line, which was very profitable in total. THE SOLVENT SPREAD DEPARTMENT The solvent spread department consisted of two 80-foot-long machines, the "east" and the "west" solvent spread lines. These machines applied adhesive mixed with a volatile solvent to 40- inch-wide tape backing material. The coated backing material was then passed through an oven, which made up most of the length of the solvent spread line. High temperature in the oven evaporated the solvent, leaving behind the adhesive firmly bound to the backing. The resulting tape was wound on "jumbo" rolls, which were later rewound and slit to commercial lengths and widths. Flesh-colored vinyl tape was converted into finger bandages by a special machine that applied a gauze pad, cut individual bandages to length, covered the adhesive area with a silicone treated nonstick paper, and encased each bandage in a wrapper. The east solvent spread line could have theoretically supplied all of R.C. Blake's adhesive products but, due to subtle differences in product characteristics, two different solvent spread lines were needed. For example, because the flesh colored vinyl material used to manufacture finger bandages tended to soften when exposed to the heat of the oven, finger bandage material had to be produced on the west line, which had a supporting belt to transport the vinyl material through the oven. Also, because the vinyl would deform when subjected to pressure, a special procedure was used to apply the adhesive/solvent mixture to the vinyl. The only other product manufactured on the West line was a plastic electrician's tape, which, despite its relatively low volume, was consistently profitable. The east line handled a wide variety of cloth or paper tapes whose backings were not as flexible or sensitive to heat as vinyl. These product characteristics meant that the east line could run faster and at higher temperatures which allowed the use of a more precise method of applying the adhesive/solvent mixture to the backing than was used on the west line. Another characteristic of the east line was that there was no transport belt through the oven. Since products run on that line were able to support themselves, they simply passed over rollers spaced at about 3-foot intervals. It took three persons to operate one solvent spread line. In 1976, the department was operating about one and one-half shifts. That is, a daytime crew of six people operated both lines and an evening crew of three people operated one or the other of the lines according to instructions left by the foreman. In 1976, the evening crew had operated the west line about 850 hours and the east line about 1,100 hours. BRENT MULLEN'S INNOVATION Brent Mullen had been assigned the task of lowering cost for finger bandages through development of improved manufacturing methods. Since the cost of solvent spread processing amounted to about 50% of conversion cost for finger bandages, he felt that this was a logical place for his cost reduction program to start. Mullen concentrated on ways to manufacture finger bandage material on the east line that was faster and more efficient. His studies led to a new idea: (1) apply adhesive to paper coated with a silicone release agent; (2) dry the adhesive by passing the paper through the oven; (3) laminate the vinyl the paper at the end of the line; and (4) remove the release paper (for reuse) and the adhesive remains on the vinyl. He designed and fabricated special fixtures to perform these operations. Experimentation with this new process was successful. It was found that there were several significant benefits to the new method: 1. 2. 3. 4. The paper coated with adhesive could be run three times as fast on the east line as vinyl could be run on the west. The vinyl retained more flexibility since it hadn't been exposed to such high heat. This could be viewed as either a desirable marketing feature or as a potential to begin purchasing a lower-grade vinyl. The amount of adhesive applied could be reduced by 12% because of better control of adhesive application on the east line. The east solvent spread line had a lower overhead rate per operating hour. In a report to management that summarized his experiments, Mullen estimated that the annual savings from this new method of running finger bandage material amounted to over $80,000 (see Exhibit). Initial reaction to this report was quite positive. The production and marketing departments were convinced that Mullen's project represented significant savings and important product improvements. Mr. Anthony Duncan, head of the cost accounting department, was less enthusiastic about Mullen's innovation. In a memorandum to Mullen, he expressed his feeling that Mullen's estimates of savings were overstated: ... your reported cost reduction is partly illusory. I don't see how your proposal would reduce the amount of actual charges to the overhead accounts. Therefore, your saving figure has to be reduced from $80,851 because that overstates the net impact of the change on the factory as whole. Duncan went on to detail some undesirable side effects of Mullen's project: In a few weeks we will be calculating manufacturing overhead rates for the coming year based on the marketing department's projections of volume. If Mullen's proposal is adopted, there will be a significant impact on the standard cost of electricians' tape, which, as I understand it, would continue to be produced on the west line. Using 1976 volume on this product (170,000 linear yards at 10 feet per minute), we use about 850 hours for production on the west line. At that usage, the hourly overhead rate goes up to over $90.00 per hour. This is more than enough to completely wipe out the $35.000 or so in current profit on that product. Inevitably, management would decide to stop producing electricians' tape and the company would lose that profit. Not only would that reduce Mullen's savings, but it would completely idle the west line. If that happened, the overhead from the west line would have to be picked up by the east line, causing reduced profitability for all products there. If that ened, the overhead rate on the east line would go up to about $40 per hour, based on the 3,800 total hours per year that the east line would have been run had we produced finger-bandage material as Mullen proposes last year. A few days after Mr. Duncan's memo was circulated, a meeting was held. Attending were the plant manager, Alfred Cathcart; William Whyte, the manager of hospital products marketing; Anthony Duncan, the head of the cost accounting department; and Brent Mullen. Mr. Cathcart opened the meeting with a review of the problem and added that the purpose of the meeting was to determine whether Mullen's project should be continued or scrapped. CATHCART For these reasons, I strongly recommend that product machine assignments remain as they have been in the past. WHYTE DUNCAN Tony, I don't suppose there is any way that we could adopt Mullen's proposal to run finger bandages on the east line but continue to assign the output to the est line for overhead absorption accounting? MULLEN Well, Fred, I've given that idea quite a bit of thought and, as I see it, there are a couple of relevant arguments against it. First, we would be violating a couple of pretty explicit corporate rules about overhead allocation that have been around a long time. Second, if we start to "play games" with the way overhead is allocated in the solvent spread department, other departments will soon want to be doing the same sort of thing. We simply can't allow that to happen if we want to maintain the overall integrity of our cost accounting program. What you've been saying makes a lot of sense, Tony, but it seems a shame to just discard the results of Brent's good efforts because of an arbitrary sort of accounting convention. There must be another way to get those benefits. After all, the product is dramatically improved and there are significant "real" savings. Look, suppose everything goes as your scenario suggests. Couldn't we run electricians' tape on the east line using the new release-paper method? Actually, Bill, you couldn't. Unlike finger bandages, electricians' tape is sold in DUNCAN WHYTE rolls. Thus, it is wound upon itself. Unless the adhesive is actually cured right on the plastic by running it slowly through the oven, it would delaminate or pull off when you used the tape. In other words, half of the time the adhesive would be on the "back" side of the tape when you unrolled it. There is, however, one alternative that I thought of only yesterday that might be worth exploring. Since we're on the subject, I may as well see how it strikes the group. Since Tony's memo came out, I've been thinking about ways that we could achieve the benefits of higher temperature and speed by using release paper on the west line. A few years ago I experimented using a similar concept on the west line. As I recall, there were only a few minor technical problems that should be pretty easy to over- come. Also, since a big part of what you call the "real savings" come from more accurate application of adhesive, I'd have to make one major modification to the adhesive spreader on the west line. All in all, I think that $40,000 in capital expenditure would let us run finger bandage vinyl the new way and electricians' tape the old way, both on the west line. What do you think? That sounds like we can have our cake and eat it, too! Great idea! MULLEN Terrific, Brent. How soon can you get this into operation? Within 2 or 3 months after a proposal is approved. There's some design work and, of course, several weeks for fabrication and installation. CATHCART Well, Brent, our capital budget is stretched pretty thin this year, but for a project with less than a 1-year payback I'm sure we could get approval from corporate pretty quickly. Get your proposal to me in the next week or so. Bill, you and Tony give Brent all the support he needs. Let's get this one off the ground! QUESTIONS 1. 2. 3. Analyze the proposed cost savings in Exhibit 1. What is the most likely "real saving" from using the "release paper approach" to run vinyl finger bandages on the east line versus the current approach on the west line? Present the economic analysis for the $40,000 capital expenditure. Would you recommend the $40,000 expenditure? Yes or no and why? Speed (ft/min) Temperature (F) Adhesive Applied (1b/sq yd) Annual Adhesive Cost (at $1.07/1b) Machine Hours/Year Labor ($12.75/hr/crew) 4. Manufacturing Overhead Rate ($ per machine hour) 5. The cost accounting system first splits overhead for the Solvent Spread Department between the east and west lines. The system then charges the overhead for each line to products based on machine hours on that line. The result currently is $25/machine hour for the east line and $27/machine hour for the west line. Is this system reasonable? Given Mullen's proposal, how might you change the system, if at all? EXHIBIT Summary of Savings from Adopting the "Release Paper" Approach for Applying Adhesive to Vinyl Finger Bandages on the East Line" Summarize your overall recommendations to management regarding the Solvent Spread Department. What should Fred Cathcart do? East Line (Proposed) 30 270 .563 $267,737 667 $8,504 $25 West Line (Present) 10 155 .630 $299,600 2,000 $25,500 $27 Total Overhead Absorbed $16,675 Release Paper @.04/Linear Yard- 133,333 linear yards (reuse twice) ($5,333) Net Savings 'Assumption of 400,000 linear yards per year of 40-inch wide finger bandage vinyl for the next year. $54,000 Savings 1 $31,863 1,333 $16,996 -- $37,325 ($5.333) $80,851 RC Blake Co. This case is set in 1976 in a factory that produces adhesive tape products. The business issue is cost reduction through process technology changes. The focus of the case is how to produce meaningful financial analysis to help management with the business issue. Brent Mullen, a mechanical engineer in the process development department of the R.C. Blake Company's Spartanburg, South Carolina, factory, was concerned about how to react to the criticism of a project in the solvent spread department that he had been working on for several months. The R.C. Blake Company produced adhesive tapes for industrial and consumer markets and other special adhesive products that were sold through distributors to hospitals. One product, a vinyl-backed finger bandage, accounted for about half of the sales of all hospital products. Intense competition in the finger-bandage market kept profits on this item low, but finger bandages were considered to be an integral part of the total hospital products line, which was very profitable in total. THE SOLVENT SPREAD DEPARTMENT The solvent spread department consisted of two 80-foot-long machines, the "east" and the "west" solvent spread lines. These machines applied adhesive mixed with a volatile solvent to 40- inch-wide tape backing material. The coated backing material was then passed through an oven, which made up most of the length of the solvent spread line. High temperature in the oven evaporated the solvent, leaving behind the adhesive firmly bound to the backing. The resulting tape was wound on "jumbo" rolls, which were later rewound and slit to commercial lengths and widths. Flesh-colored vinyl tape was converted into finger bandages by a special machine that applied a gauze pad, cut individual bandages to length, covered the adhesive area with a silicone treated nonstick paper, and encased each bandage in a wrapper. The east solvent spread line could have theoretically supplied all of R.C. Blake's adhesive products but, due to subtle differences in product characteristics, two different solvent spread lines were needed. For example, because the flesh colored vinyl material used to manufacture finger bandages tended to soften when exposed to the heat of the oven, finger bandage material had to be produced on the west line, which had a supporting belt to transport the vinyl material through the oven. Also, because the vinyl would deform when subjected to pressure, a special procedure was used to apply the adhesive/solvent mixture to the vinyl. The only other product manufactured on the West line was a plastic electrician's tape, which, despite its relatively low volume, was consistently profitable. The east line handled a wide variety of cloth or paper tapes whose backings were not as flexible or sensitive to heat as vinyl. These product characteristics meant that the east line could run faster and at higher temperatures which allowed the use of a more precise method of applying the adhesive/solvent mixture to the backing than was used on the west line. Another characteristic of the east line was that there was no transport belt through the oven. Since products run on that line were able to support themselves, they simply passed over rollers spaced at about 3-foot intervals. It took three persons to operate one solvent spread line. In 1976, the department was operating about one and one-half shifts. That is, a daytime crew of six people operated both lines and an evening crew of three people operated one or the other of the lines according to instructions left by the foreman. In 1976, the evening crew had operated the west line about 850 hours and the east line about 1,100 hours. BRENT MULLEN'S INNOVATION Brent Mullen had been assigned the task of lowering cost for finger bandages through development of improved manufacturing methods. Since the cost of solvent spread processing amounted to about 50% of conversion cost for finger bandages, he felt that this was a logical place for his cost reduction program to start. Mullen concentrated on ways to manufacture finger bandage material on the east line that was faster and more efficient. His studies led to a new idea: (1) apply adhesive to paper coated with a silicone release agent; (2) dry the adhesive by passing the paper through the oven; (3) laminate the vinyl the paper at the end of the line; and (4) remove the release paper (for reuse) and the adhesive remains on the vinyl. He designed and fabricated special fixtures to perform these operations. Experimentation with this new process was successful. It was found that there were several significant benefits to the new method: 1. 2. 3. 4. The paper coated with adhesive could be run three times as fast on the east line as vinyl could be run on the west. The vinyl retained more flexibility since it hadn't been exposed to such high heat. This could be viewed as either a desirable marketing feature or as a potential to begin purchasing a lower-grade vinyl. The amount of adhesive applied could be reduced by 12% because of better control of adhesive application on the east line. The east solvent spread line had a lower overhead rate per operating hour. In a report to management that summarized his experiments, Mullen estimated that the annual savings from this new method of running finger bandage material amounted to over $80,000 (see Exhibit). Initial reaction to this report was quite positive. The production and marketing departments were convinced that Mullen's project represented significant savings and important product improvements. Mr. Anthony Duncan, head of the cost accounting department, was less enthusiastic about Mullen's innovation. In a memorandum to Mullen, he expressed his feeling that Mullen's estimates of savings were overstated: ... your reported cost reduction is partly illusory. I don't see how your proposal would reduce the amount of actual charges to the overhead accounts. Therefore, your saving figure has to be reduced from $80,851 because that overstates the net impact of the change on the factory as whole. Duncan went on to detail some undesirable side effects of Mullen's project: In a few weeks we will be calculating manufacturing overhead rates for the coming year based on the marketing department's projections of volume. If Mullen's proposal is adopted, there will be a significant impact on the standard cost of electricians' tape, which, as I understand it, would continue to be produced on the west line. Using 1976 volume on this product (170,000 linear yards at 10 feet per minute), we use about 850 hours for production on the west line. At that usage, the hourly overhead rate goes up to over $90.00 per hour. This is more than enough to completely wipe out the $35.000 or so in current profit on that product. Inevitably, management would decide to stop producing electricians' tape and the company would lose that profit. Not only would that reduce Mullen's savings, but it would completely idle the west line. If that happened, the overhead from the west line would have to be picked up by the east line, causing reduced profitability for all products there. If that ened, the overhead rate on the east line would go up to about $40 per hour, based on the 3,800 total hours per year that the east line would have been run had we produced finger-bandage material as Mullen proposes last year. A few days after Mr. Duncan's memo was circulated, a meeting was held. Attending were the plant manager, Alfred Cathcart; William Whyte, the manager of hospital products marketing; Anthony Duncan, the head of the cost accounting department; and Brent Mullen. Mr. Cathcart opened the meeting with a review of the problem and added that the purpose of the meeting was to determine whether Mullen's project should be continued or scrapped. CATHCART For these reasons, I strongly recommend that product machine assignments remain as they have been in the past. WHYTE DUNCAN Tony, I don't suppose there is any way that we could adopt Mullen's proposal to run finger bandages on the east line but continue to assign the output to the est line for overhead absorption accounting? MULLEN Well, Fred, I've given that idea quite a bit of thought and, as I see it, there are a couple of relevant arguments against it. First, we would be violating a couple of pretty explicit corporate rules about overhead allocation that have been around a long time. Second, if we start to "play games" with the way overhead is allocated in the solvent spread department, other departments will soon want to be doing the same sort of thing. We simply can't allow that to happen if we want to maintain the overall integrity of our cost accounting program. What you've been saying makes a lot of sense, Tony, but it seems a shame to just discard the results of Brent's good efforts because of an arbitrary sort of accounting convention. There must be another way to get those benefits. After all, the product is dramatically improved and there are significant "real" savings. Look, suppose everything goes as your scenario suggests. Couldn't we run electricians' tape on the east line using the new release-paper method? Actually, Bill, you couldn't. Unlike finger bandages, electricians' tape is sold in DUNCAN WHYTE rolls. Thus, it is wound upon itself. Unless the adhesive is actually cured right on the plastic by running it slowly through the oven, it would delaminate or pull off when you used the tape. In other words, half of the time the adhesive would be on the "back" side of the tape when you unrolled it. There is, however, one alternative that I thought of only yesterday that might be worth exploring. Since we're on the subject, I may as well see how it strikes the group. Since Tony's memo came out, I've been thinking about ways that we could achieve the benefits of higher temperature and speed by using release paper on the west line. A few years ago I experimented using a similar concept on the west line. As I recall, there were only a few minor technical problems that should be pretty easy to over- come. Also, since a big part of what you call the "real savings" come from more accurate application of adhesive, I'd have to make one major modification to the adhesive spreader on the west line. All in all, I think that $40,000 in capital expenditure would let us run finger bandage vinyl the new way and electricians' tape the old way, both on the west line. What do you think? That sounds like we can have our cake and eat it, too! Great idea! MULLEN Terrific, Brent. How soon can you get this into operation? Within 2 or 3 months after a proposal is approved. There's some design work and, of course, several weeks for fabrication and installation. CATHCART Well, Brent, our capital budget is stretched pretty thin this year, but for a project with less than a 1-year payback I'm sure we could get approval from corporate pretty quickly. Get your proposal to me in the next week or so. Bill, you and Tony give Brent all the support he needs. Let's get this one off the ground! QUESTIONS 1. 2. 3. Analyze the proposed cost savings in Exhibit 1. What is the most likely "real saving" from using the "release paper approach" to run vinyl finger bandages on the east line versus the current approach on the west line? Present the economic analysis for the $40,000 capital expenditure. Would you recommend the $40,000 expenditure? Yes or no and why? Speed (ft/min) Temperature (F) Adhesive Applied (1b/sq yd) Annual Adhesive Cost (at $1.07/1b) Machine Hours/Year Labor ($12.75/hr/crew) 4. Manufacturing Overhead Rate ($ per machine hour) 5. The cost accounting system first splits overhead for the Solvent Spread Department between the east and west lines. The system then charges the overhead for each line to products based on machine hours on that line. The result currently is $25/machine hour for the east line and $27/machine hour for the west line. Is this system reasonable? Given Mullen's proposal, how might you change the system, if at all? EXHIBIT Summary of Savings from Adopting the "Release Paper" Approach for Applying Adhesive to Vinyl Finger Bandages on the East Line" Summarize your overall recommendations to management regarding the Solvent Spread Department. What should Fred Cathcart do? East Line (Proposed) 30 270 .563 $267,737 667 $8,504 $25 West Line (Present) 10 155 .630 $299,600 2,000 $25,500 $27 Total Overhead Absorbed $16,675 Release Paper @.04/Linear Yard- 133,333 linear yards (reuse twice) ($5,333) Net Savings *Assumption of 400,000 linear yards per year of 40-inch wide finger bandage vinyl for the next year. $54,000 Savings 1 $31,863 1,333 $16,996 -- $37,325 ($5.333) $80,851
Step by Step Solution
★★★★★
3.45 Rating (155 Votes )
There are 3 Steps involved in it
Step: 1
Analysis of Proposed Cost Savings in Exhibit 1 The exhibit shows that the proposed release paper approach would generate significant savings for the company in the following areas Adhesive The propose...
Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Managerial Economics A Problem-Solving Approach
Authors: Luke M. Froeb, Brain T. Mccann
2nd Edition
B00BTM8FK0