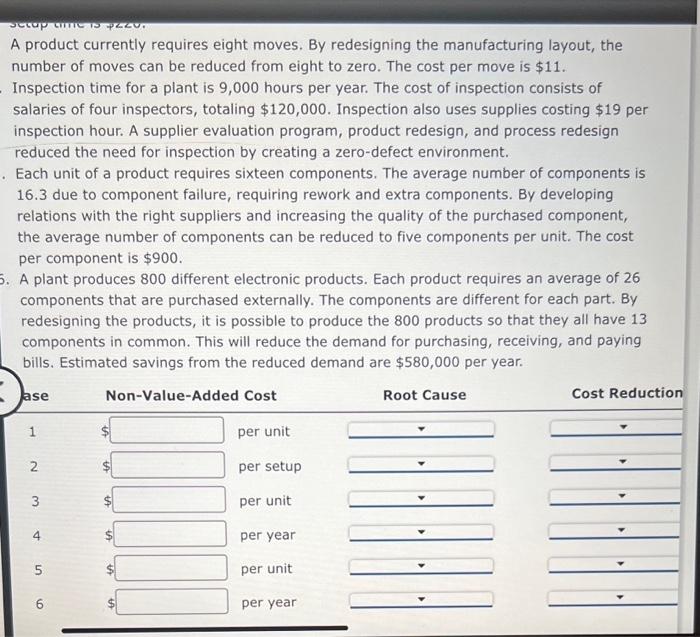
Value-Added and Non-Value-Added Costs, Unused Capacity For Situations 1 through 6, provide the following information: a. An estimate of the non-value-added cost caused by each activity. If required, round your final answer to the nearest dollar. b. The root causes of the activity cost (such as plant layout, process design, and product design). c. The appropriate cost reduction measure: activity elimination, activity reduction, activity sharing, or activity selection. Choose "Multiple" in the Root cause column, wherever there is more than one root cause. 1. It takes 33 minutes and eleven pounds of material to produce a product using a traditional manufacturing process. A process reengineering study provided a new manufacturing process design (using existing technology) that would take 3 minutes and 7 pounds of material. The cost per labor hour is $10, and the cost per pound of material is $12. With its original design, a product requires 13 hours of setup time. Redesigning the product could reduce the setup time to an absolute minimum of 26 minutes. The cost per hour of setup time is $220. 3. A product currently requires eight moves. By redesigning the manufacturing layout, the number of moves can be reduced from eight to zero. The cost per move is $11. 4. Inspection time for a plant is 9,000 hours per year. The cost of inspection consists of salaries of four inspectors, totaling $120,000. Inspection also uses supplies costing $19 per inspection hour. A supplier evaluation program, product redesign, and process redesign reduced the need for inspection by creating a zero-defect environment. 5. Each unit of a product requires sixteen components. The average number of components is 16.3 due to component failure, requiring rework and extra components. By developing relations with the right suppliers and increasing the quality of the purchased component, A product currently requires eight moves. By redesigning the manufacturing layout, the number of moves can be reduced from eight to zero. The cost per move is $11. Inspection time for a plant is 9,000 hours per year. The cost of inspection consists of salaries of four inspectors, totaling $120,000. Inspection also uses supplies costing $19 per inspection hour. A supplier evaluation program, product redesign, and process redesign reduced the need for inspection by creating a zero-defect environment. Each unit of a product requires sixteen components. The average number of components is 16.3 due to component failure, requiring rework and extra components. By developing relations with the right suppliers and increasing the quality of the purchased component, the average number of components can be reduced to five components per unit. The cost per component is $900. 5. A plant produces 800 different electronic products. Each product requires an average of 26 components that are purchased externally. The components are different for each part. By redesigning the products, it is possible to produce the 800 products so that they all have 13 components in common. This will reduce the demand for purchasing, receiving, and paying bills. Estimated savings from the reduced demand are $580,000 per year