What are the differences in the ways Elizabeth Eustace and Lucy Morris have advocated their respective projects? How might those differences in style have affected the outcome of the decision?
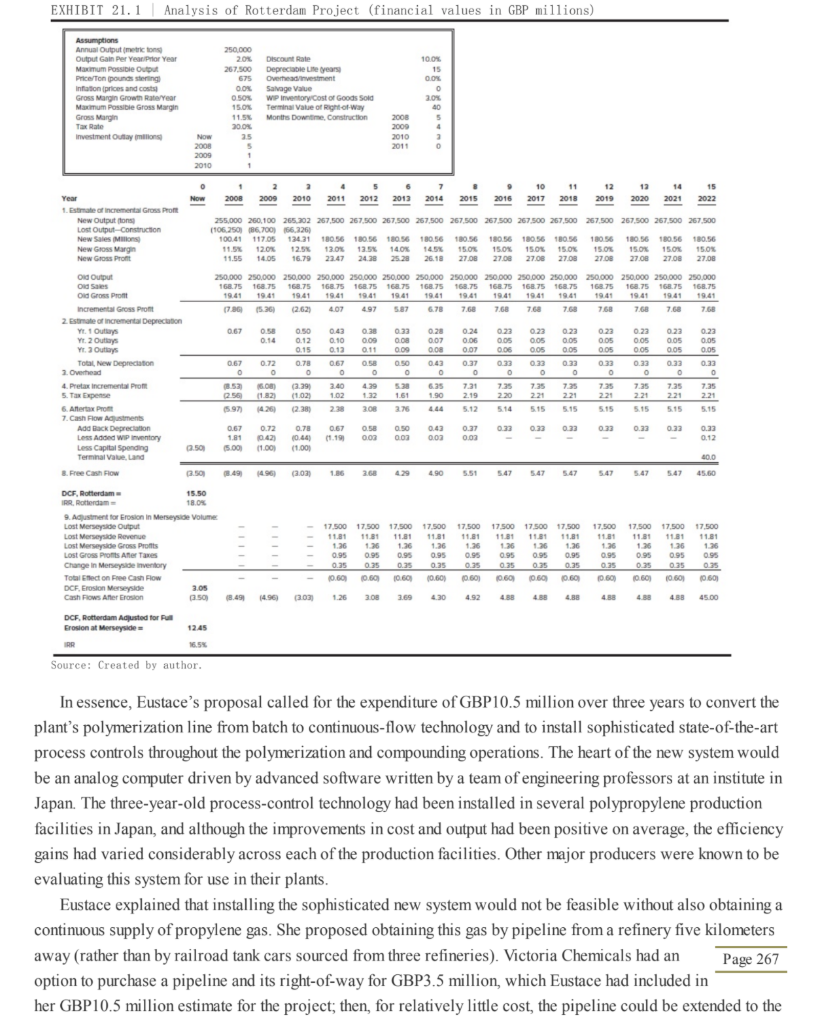
Page 265 CASE 21 Victoria Chemicals PLC (B): The Merseyside and Rotterdam Projects James Fawn, executive vice president of the Intermediate Chemicals Group (ICG) of Victoria Chemicals, planned to meet with his financial analyst, John Camperdown, to review two mutually exclusive capital- expenditure proposals. The firm's capital budget would be submitted for approval to the board of directors in early February 2008, and any projects Fawn proposed for the ICG had to be forwarded to the CEO of Victoria Chemicals soon for his review. Plant managers in Liverpool and Rotterdam had independently submitted expenditure proposals, each of which would expand the polypropylene output of their respective plants by 7% or 17,500 tons per year.2 Victoria Chemicals' strategic analysis staff argued strenuously that a company-wide increase in polypropylene output of 35,000 tons made no sense but half that amount did. Thus Fawn could not accept both projects; he could sponsor only one for approval by the board. Corporate policy was to evaluate projects based on four criteria: (1) net present value (NPV) computed at the appropriate cost of capital, (2) internal rate of return (IRR), (3) payback, and (4) growth in earnings per share. In addition, the board of directors was receptive to strategic factorsconsiderations that might be difficult to quantify. The manager of the Rotterdam plant, Elizabeth Eustace, argued vociferously that her project easily surpassed all the relevant quantitative standards and that it had important strategic benefits. Page 266 Indeed, Eustace had interjected those points in two recent meetings with senior management and at a cocktail reception for the board of directors. Fawn expected to review the proposal from Lucy Morris, manager of Merseyside Works, the Liverpool plant, at the meeting with Camperdown, but he suspected that neither proposal dominated the other on all four criteria. Fawn's choice would apparently not be straightforward. The Proposal from Merseyside, Liverpool The project for the Merseyside plant entailed enhancing the existing facilities and the production process. Based on the type of project and the engineering studies, the potential benefits of the project were quite certain. To date, Morris had limited her discussions about the project to conversations with Fawn and Camperdown. Camperdown had raised exploratory questions about the project and had presented preliminary analyses to managers in marketing and transportation for their comments. The revised analysis emerging from those discussions would be the focus of Fawn's discussion with Camperdown in the forthcoming meeting. Camperdown had indicated that Morris's final memo on the project was only three pages long. Fawn wondered whether this memo would satisfy his remaining questions. The Rotterdam Project Elizabeth Eustace's proposal consisted of a 90-page document replete with detailed schematics, engineering comments, strategic analyses, and financial projections. The basic discounted cash flow (DCF) analysis presented in Exhibit 21.1 shows that the project had an NPV of GBP15.5 million and an IRR of 18.0%. Accounting for a worst-case scenario, which assumed erosion of Merseyside's volume equal to the gain in Rotterdam's volume, the NPV was GBP12.45 million. EXHIBIT 21.1 | Analysis of Rotterdam Project (financial values in GBP millions) Assumptions Annual Output (met tons Output Gain Per Yerior Year Maximum POS Output Prica/Ton pounds stering Inflation prices and cost Gross Margin Growth Rate/Year Maximum Pos Gross Margin Gross Margin Tax Rate Investment Otay milions 250,000 20% Discount Rate 267.500 Depreciate Line years 675 Overdesment 0.0% Salvage Value 0.50% WP inventory Cost of Goods Sold 15.0% Terminal Value of Right-of-Way Month Downtime Construction 200 35 5 100% 15 0.0 0 2.0% 40 5 4 2 0 2008 2009 2010 2011 Now 2008 2009 2010 0 Now Year 1. Estimate of incrementa Gross Pro New Output on Lost Output-Construction New Sales Man New Gross Margin New Gross Pro 1 a 4 5 7 8 10 11 12 15 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 255.000 260,100 265,202 267,500 267,500 267,500 267,500 267,500 267.500 267,500 267,500 267,500 267,500 267,500 267,500 (106,250) 86,700) 66.326) 100.41 117.05 124.31 124.31 180.56 180.56 180.56 180.56 180.56 180.56 180.56 180.56 180.56 180.56 180.56 180.56 12.0% 12.5% 13.0 125 14.0% 14.5% 150 15.0 15.0% 15.0 15.0 15.0 11.55 14.05 15.0 15.0% 16.79 22.47 24.38 25.28 26.18 27.08 27.00 27.08 2700 27.06 27.08 27.0 27.08 250,000 250,000 250.000 250,000 250.000 250.000 250,000 250.000 250.000 250.000 250.000 250.000 250.000 250.000 250.000 168.75 168.75 168 168.75 168.75 168.75 168.75 158.75 168.75 168.75 168.75 1687 168.75 1941 168.75 168.75 1945 1941 1941 1941 19.41 1941 19.41 1941 1942 1941 1941 19.41 1941 1941 (736 15.36) (2.62) 4.07 497 6.78 7.68 7.68 7.68 7.60 7.68 7.68 7.68 768 0.67 0.14 0.43 0.10 0.12 0.33 0.00 009 0.38 0.00 0.11 0.58 O 0.28 0.07 0.00 0.43 0.23 0.05 0.06 0.50 0.12 0.15 0.78 O (2.39 (102) 2.3 0.23 005 0.05 0.33 0 0.23 DOS 0.05 0.33 0 0.23 OOS 0.05 0.33 Old Output Old Sales Old Gross Pro incrementa Gross Profit 2. Estimate of incrementa Depreciation YO. 1 Outlys Yr 2 Outlays Yr. 3 Outlays Total, New Depreciation 2. Overhead 4.Pretax increment Prom 5. Tax Expense 6. Artertex Pro 7. Cash Adjustments Add Back Depreciation Less A WIP Inventory Lens Capital Spending 2.50 Terminal Value, Land 8. Free Cash Flow 3.50 0.24 0.06 0.07 0.37 o 7.31 2.19 0.22 0.05 001 0.33 0 0.67 0 0.72 0 0.05 0.05 0.33 0 O 0 0.33 0 0.23 0.05 0.05 0.33 0 7.35 2.21 5.15 2.40 1.02 4.29 1.32 200 7.35 2.21 (1.82 1.90 2.20 221 2.21 2.21 1.61 2.76 7.35 2.21 5.15 597 5.12 5.14 5.15 5.15 5.15 5.15 0.37 0.33 0.33 0.33 0.33 0.33 0.32 0.67 1.81 15.00 0.72 1042 11.00 0.78 (0.44 (1.00 0.67 (1.19 0.50 Oon 0.50 0.00 0.43 0.00 0.02 0.33 0.12 40.0 1496 (2.03 2.68 4.90 5.47 5.41 45.60 17.500 1181 DCF, Rotterdam 15.50 Rotterdam 18.0% 9. Adjustment for Erosion in Merseyside Volume Lost Merseyside Output Lost Merseyside Revenue Lost Merseyside Gross Profis Lost Gross Pro Ater Takes Change in Merseyside inventory Total tecton Free Cash Flow DCF, Erosion Merseyside 3.05 Cash Flows Aler Erosion 3.50) 17.500 17.500 17,500 17.500 17.500 17.500 17500 17.500 11.81 11.81 11.01 11.81 11.81 11.81 11.81 11.81 1.26 1.26 1.36 1.36 1.36 0.95 0.95 0.95 0.95 0.95 0.95 0.95 0.35 0.35 0.35 0.35 0.35 10.60 10.60) 10.60) 10.60) 0.60) 0.60 0.95 0.35 0.60) 17.500 17.500 17.500 11.81 11.81 11.81 1.20 1.36 1.26 0.95 0.95 0.95 0.25 0.35 10.60) 10.60 0.60 (203 1.26 4.92 4.38 4.88 45.00 DCF, Rotterdam Adjusted forum Erosion at Merseyside RR 12.45 Source: Created by author. In essence, Eustace's proposal called for the expenditure of GBP10.5 million over three years to convert the plant's polymerization line from batch to continuous-flow technology and to install sophisticated state-of-the-art process controls throughout the polymerization and compounding operations. The heart of the new system would be an analog computer driven by advanced software written by a team of engineering professors at an institute in Japan. The three-year-old process-control technology had been installed in several polypropylene production facilities in Japan, and although the improvements in cost and output had been positive on average, the efficiency gains had varied considerably across each of the production facilities. Other major producers were known to be evaluating this system for use in their plants. Eustace explained that installing the sophisticated new system would not be feasible without also obtaining a continuous supply of propylene gas. She proposed obtaining this gas by pipeline from a refinery five kilometers away (rather than by railroad tank cars sourced from three refineries). Victoria Chemicals had an Page 267 option to purchase a pipeline and its right-of-way for GBP3.5 million, which Eustace had included in her GBP10.5 million estimate for the project; then, for relatively little cost, the pipeline could be extended to the Rotterdam plant and refinery at the other end. The option had been purchased several years earlier. A consultant had informed Eustace that to purchase a right-of-way at current prices and to lay a comparable pipeline would cost approximately GBP6 million, a value the consultant believed was roughly equal to what it could be sold for at auction in case the plan didn't work out. The consultant also forecasted that the value of the right-of-way would be GBP40 million in 15 years. This option was set to expire in six months. Some senior Victoria Chemicals executives firmly believed that if the Rotterdam project were not undertaken, the option on the right-of-way should be allowed to expire unexercised. The reasoning was summarized by Jeffrey Palliser, chairman of the executive committee: Our business is chemicals, not land speculation. Simply buying the right-of-way with the intention of reselling it for a profit takes us beyond our expertise. Who knows when we could sell it, and for how much? How distracting would this little side venture be for Elizabeth Eustace? Younger members of senior management were more willing to consider a potential investment arbitrage on the right-of-way. Eustace expected to realize the benefit of this investment (i.e., a 7% increase in output) gradually over time, as the new technology was installed and shaken down and as the learning-curve effects were realized. She advocated a phased-investment program (as opposed to all at once) in order to minimize disruption to plant operations and to allow the new technology to be calibrated and fine-tuned. Admittedly, there was a chance that the technology would not work as well as hoped, but due to the complexity of the technology and the extent to which it would permeate the plant, there would be no going back once the decision had been made to install the new controls. Yet it was possible that the technology could deliver more efficiencies than estimated in the cash flows, if the controls reached the potential boasted by the Japanese engineering team. Fawn recalled that the strategic factors to which Eustace referred had to do with the obvious cost and output improvements expected from the new system, as well as from the advantage of being the first major European producer to implement the new technology. Being the first to implement the technology probably meant a head start in moving down the learning curve toward reducing costs the organization became familiar Page 268 with the technology. Eustace argued: The Japanese, and now the Americans, exploit the learning-curve phenomenon aggressively. Fortunately, they aren't major players in European polypropylene, at least for now. This is a once-in-a-generation opportunity for Victoria Chemicals to leapfrog its competition through the exploitation of new technology In an oblique reference to the Merseyside proposal, Eustace went on to say: There are two alternatives to implementation of the analog process-control technology. One is a series of myopic enhancements to existing facilities, but this is nothing more than sticking one's head in the sand, for it leaves us at the mercy of our competitors who are making choices for the long term. The other alternative is to exit the polypropylene business, but this amounts to walking away from the considerable know-how we've accumulated in this business and from what is basically a valuable activity. Our commitment to analog controls makes it the right choice at the right time. Fawn wondered how to take the technology into account in making his decision. Even if he recommended the Merseyside project over the Rotterdam project, it would still be possible to add the new controls to Merseyside at some point in the future. Practically speaking, Fawn believed the controls could be added in 2010, which would allow sufficient time to complete all the proposed capital improvements before embarking on the new undertaking. As with the Rotterdam project, it was expected that the controls would raise Merseyside's margin by 0.5% a year, to a maximum of 15%. The controls would not result in an incremental volume gain, however, as Merseyside would already be operating at its capacity of 267,500 tons. To obtain a supply of propylene gas at Merseyside, it would be necessary to enter into a 15-year contract with a local supplier. Although the contract would cost GBPO.4 million a year, it would obviate the need to build the proposed pipeline for Rotterdam, resulting in an investment at Merseyside of GBP7.0 million spread over three years. Lucy Morris, the plant manager at Merseyside, told James Fawn that she preferred to wait and see before entertaining a technology upgrade at her plant because there was considerable uncertainty in her mind as to how valuable, if at all, the analog technology would prove to be. Fawn agreed that the Japanese technology had not been tested with much of the machinery that was currently being used at Rotterdam and Merseyside. Moreover, he knew that reported efficiency gains had varied substantially across the early adopters. Page 269 Conclusion Fawn wanted to give this choice careful thought because the plant managers at Merseyside and Rotterdam seemed to have so much invested in their own proposals. He wished that the capital-budgeting criteria would give a straightforward indication of the relative attractiveness of the two mutually exclusive projects. He wondered by what rational analytical process he could extricate himself from the of the present measures of investment attractiveness. Moreover, he wished he had a way to evaluate the primary technological difference between the two proposals: (1) the Rotterdam project, which firmly committed Victoria Chemicals to the new-process technology, or (2) the Merseyside project, which retained the flexibility to add the technology in the future




