

Since sodium sulfate has reverse solubility, an evaporative crystallizer operating at (100^{circ} mathrm{C}) is used to concentrate
Question:
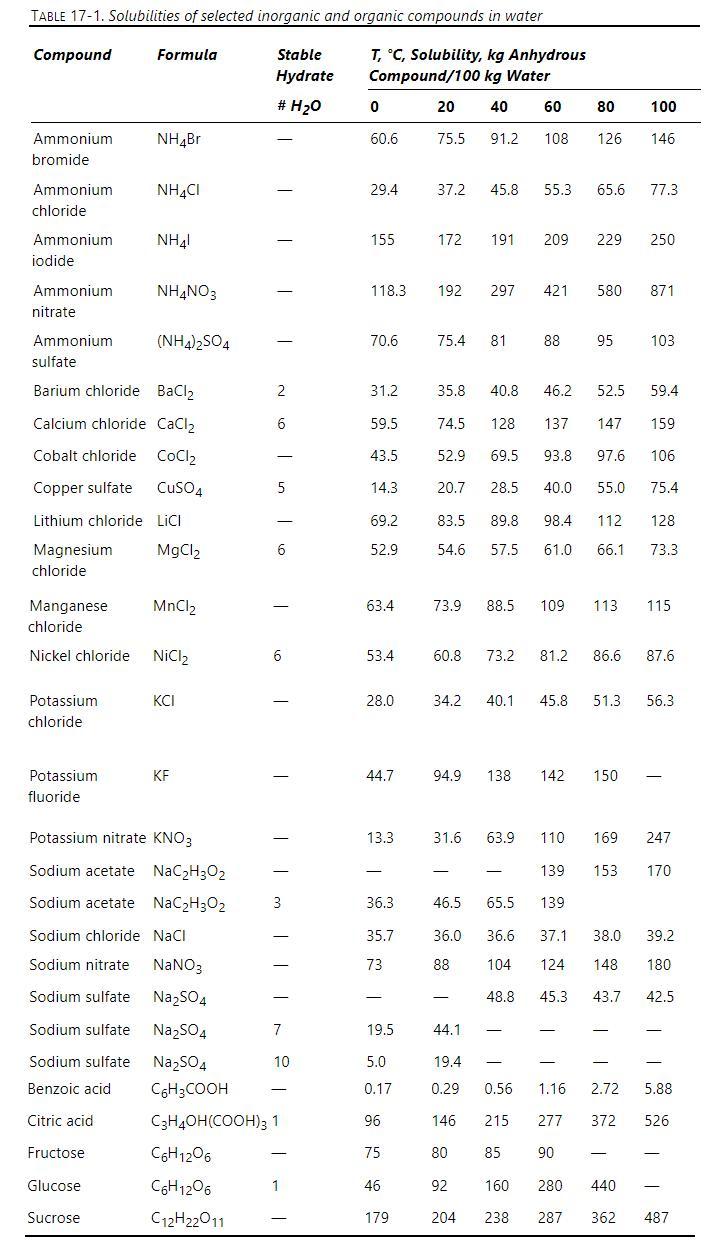
Since sodium sulfate has reverse solubility, an evaporative crystallizer operating at \(100^{\circ} \mathrm{C}\) is used to concentrate and crystallize \(1500 \mathrm{~kg} / \mathrm{h}\) of an aqueous feed at \(100^{\circ} \mathrm{C}\) that contains \(28.57 \mathrm{wt} \%\) sodium sulfate. Data are in Table 17-1.
a. How much vapor needs to be removed \((\mathrm{kg} / \mathrm{h})\) to saturate the feed?b. After step
a, we remove an additional \(550 \mathrm{~kg} / \mathrm{h}\) of vapor. How many \(\mathrm{kg} / \mathrm{h}\) of anhydrous crystals are obtained?
c. What is \(\mathrm{F}_{\mathrm{W}, \text { out }}\) ?
Fantastic news! We've Found the answer you've been seeking!
Step by Step Answer:

Answered By
Felix Onchweri
I have enough knowledge to handle different assignments and projects in the computing world. Besides, I can handle essays in different fields such as business and history. I can also handle both short and long research issues as per the requirements of the client. I believe in early delivery of orders so that the client has enough time to go through the work before submitting it. Am indeed the best option that any client that can think about.
5+ Reviews
19+ Question Solved
Related Book For 

Separation Process Engineering Includes Mass Transfer Analysis
ISBN: 9780137468041
5th Edition
Authors: Phillip Wankat
Question Posted:
