

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
9. It is required to finish-turn the diameter of a glass-fiber-reinforced axle from 77.0 to 75.0 mm at a length of 50.0-mm on each
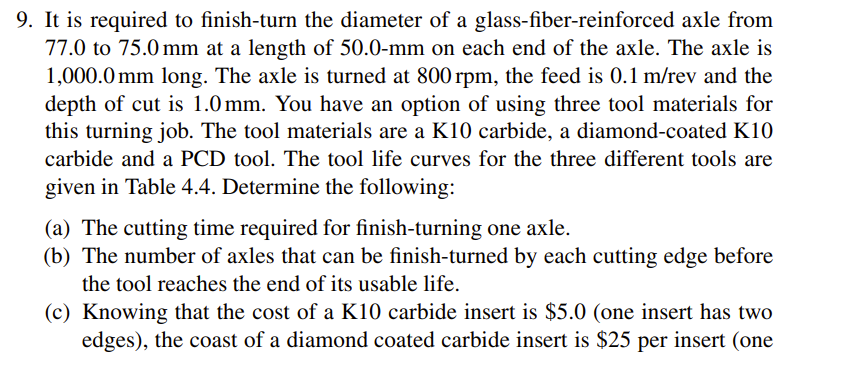
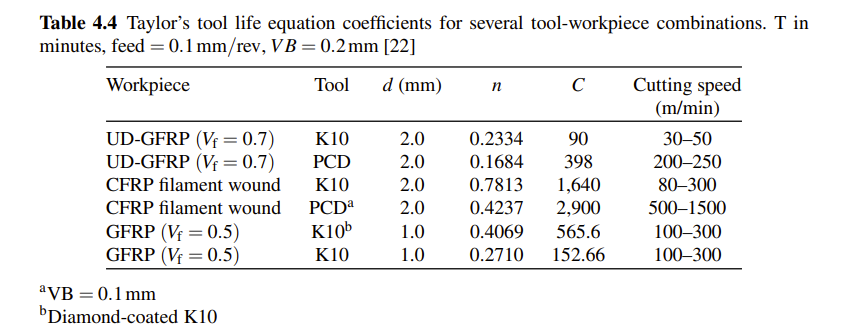
9. It is required to finish-turn the diameter of a glass-fiber-reinforced axle from 77.0 to 75.0 mm at a length of 50.0-mm on each end of the axle. The axle is 1,000.0 mm long. The axle is turned at 800 rpm, the feed is 0.1 m/rev and the depth of cut is 1.0 mm. You have an option of using three tool materials for this turning job. The tool materials are a K10 carbide, a diamond-coated K10 carbide and a PCD tool. The tool life curves for the three different tools are given in Table 4.4. Determine the following: (a) The cutting time required for finish-turning one axle. (b) The number of axles that can be finish-turned by each cutting edge before the tool reaches the end of its usable life. (c) Knowing that the cost of a K10 carbide insert is $5.0 (one insert has two edges), the coast of a diamond coated carbide insert is $25 per insert (one Table 4.4 Taylor's tool life equation coefficients for several tool-workpiece combinations. T in minutes, feed = 0.1 mm/rev, VB = 0.2 mm [22] Workpiece Tool d (mm) n UD-GFRP (Vf=0.7) UD-GFRP (V = 0.7) CFRP filament wound CFRP filament wound GFRP (Vf = 0.5) GFRP (V = 0.5) aVB = 0.1 mm bDiamond-coated K10 K10 PCD K10 PCDa K10b K10 2.0 2.0 2.0 2.0 1.0 1.0 0.2334 0.1684 0.7813 0.4237 0.4069 0.2710 C 90 398 1,640 2,900 565.6 152.66 Cutting speed (m/min) 30-50 200-250 80-300 500-1500 100-300 100-300
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
College Physics
Authors: Raymond A. Serway, Jerry S. Faughn, Chris Vuille, Charles A. Bennett
7th Edition
9780534997236, 495113697, 534997236, 978-0495113690