

Answered step by step
Verified Expert Solution
Question
1 Approved Answer
ABI had two plants producing diesel engine components for other manufacturers and believed that they had a competitive edge in engineering of this type.
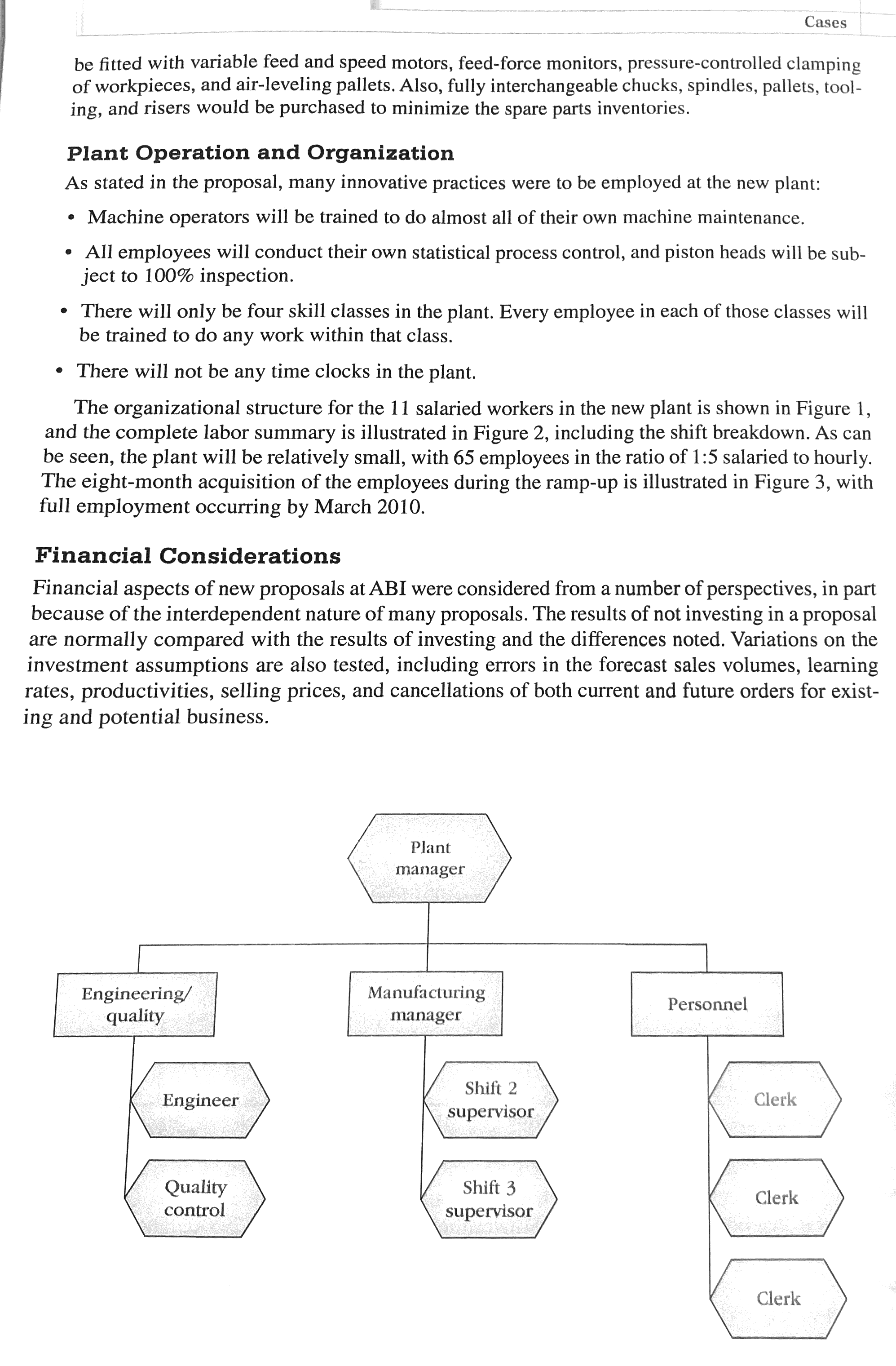
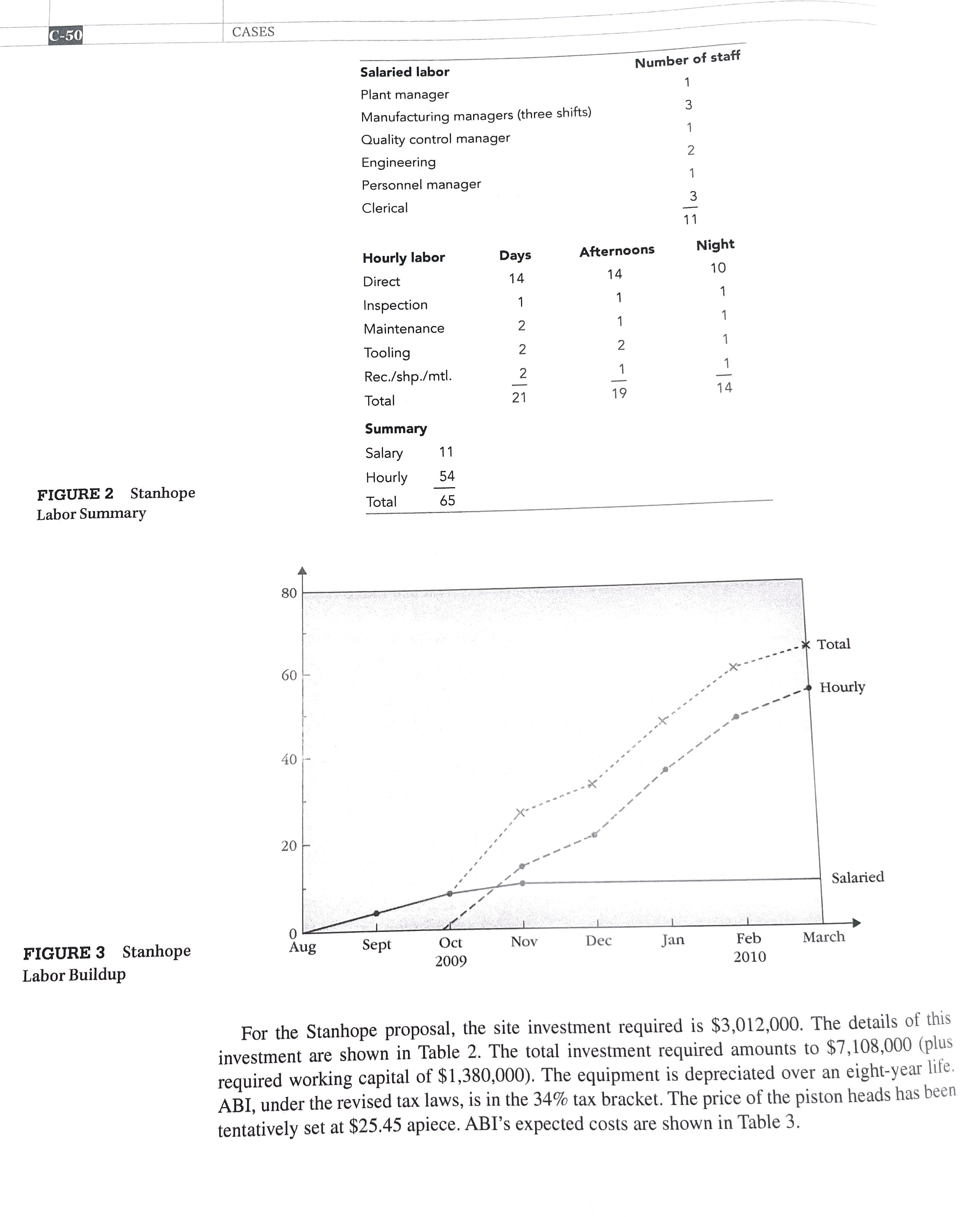
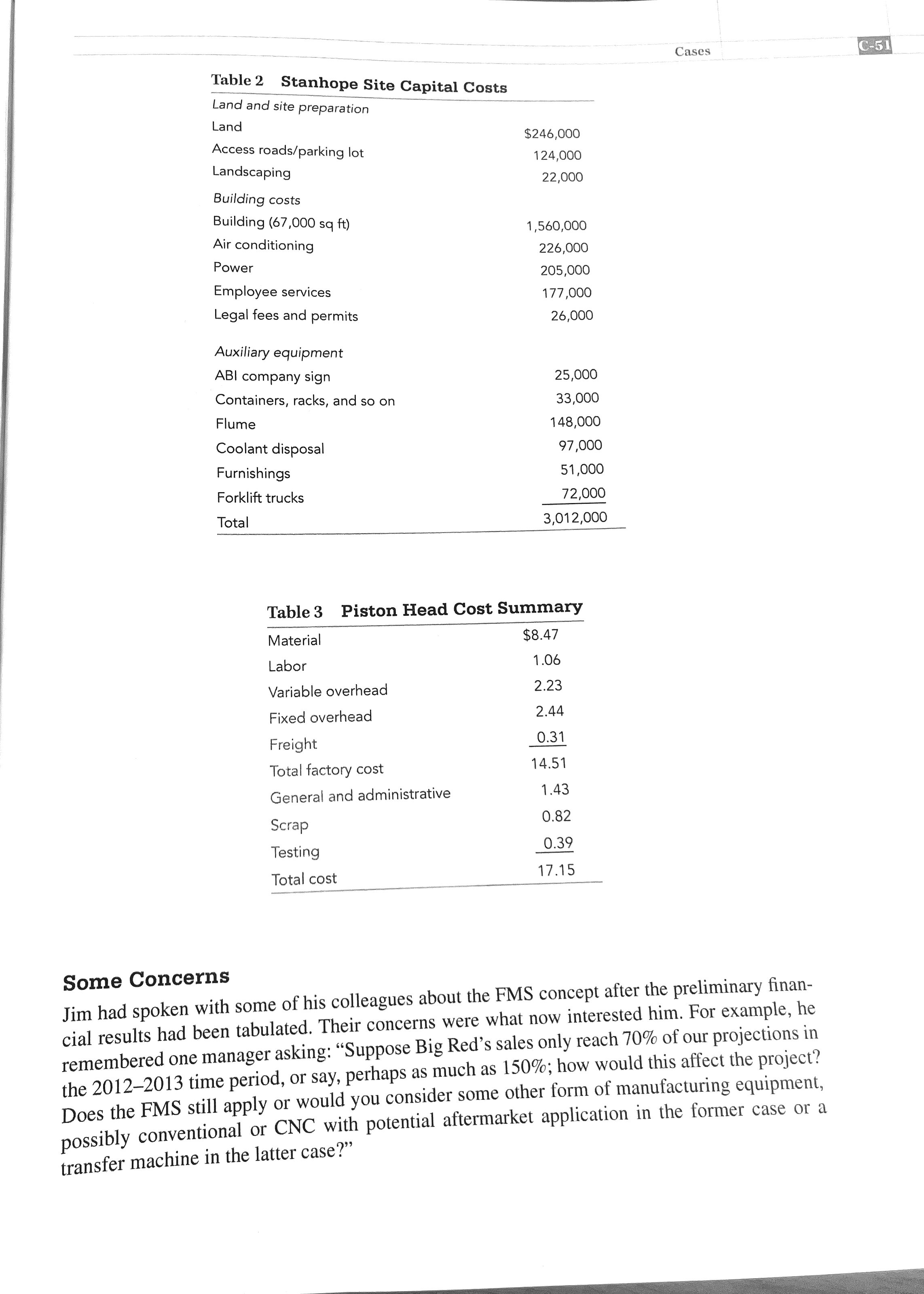
ABI had two plants producing diesel engine components for other manufacturers and believed that they had a competitive edge in engineering of this type. These plants, however, could not accommodate the volume Big Red expected for the new engine. Big Red insisted at their negotia- tions that a 100% supplier be able to meet peak capacity at their assembly plant for this new line. As Jim reviewed the proposal, he decided to refer back to the memos that restated their business strategy and started them thinking about a new Iowa plant located in the heart of the farm equipment industry for this project. In addition, Steve White had asked the following basic yet rather difficult questions about the proposal at their last meeting, and Jim wanted to be sure he had them clearly in mind as he reviewed the files: ABI is already achieving an excellent ROI. Won't this investment simply tend to dilute it? Will the cost in new equipment be returned by an equivalent reduction in labor? Where's the payoff? . What asset protection is there? This proposal requires an investment in new facilities before knowing whether a long-term contract will be procured to reimburse us for our investment. Does this proposal maximize ROI, sales potential, or total profit? To address these questions adequately, Jim decided to recheck the expected after-tax profits and average rate of return (based on sales of 70,000 engines per year) when he reached the finan- cial portion of the proposals. These figures should give a clear indication of the "quality" of the investment. There were, however, other aspects of capital resource allocation to consider besides the financial elements. One of these was the new business strategy of the firm, as recently articu- lated by ABI's executive committee. The Business Strategy A number of elements of ABI's business strategy were directly relevant to this proposal. Jim took out a notepad to jot down each of them and assign them a priority as follows: 1. Bid only on good margin products that have the potential for maintaining their margins over a long term. 2. Pursue only new products whose design or production process is of a proprietary nature and that exist in areas where our technical abilities enable us to maintain a long-term position. 3. Employ, if at all possible, the most advanced technology in new projects that is either within our experience or requires the next step up in experience. 4. Foster the "project champion" approach to innovation and creativity. The idea is to encourage entrepreneurship by approving projects to which individual managers are com- mitted and that they have adopted as personal "causes" based on their belief that the idea, product, or process is in our best interest. 5. Maintain small plants of no more than 480 employees. These have been found to be the most efficient, and they enjoy the best labor relations. With these in mind, Jim reopened the proposal and started reading critical sections. Demand Forecasts and Scenarios For this proposal, three scenarios were analyzed in terms of future demand and financial impacts. The baseline Scenario I assumed that the new line would be successful. Scenario II assumed that the Japanese would soon follow and compete successfully with Big Red in this line. Scenario III assumed that the new line was a failure. The sales volume forecasts under these three scenarios are shown in Table 1. There was, however, little confidence in any of these forecasts. In the preceding few years, Japan had become a formidable competitor, not only in price but also in more difficult areas of competition, such as quality and reliability. Furthermore, the economic situation in 2009 was taking a severe toll on American farmers and economic forecasts indicated there was no relief in sight. Thus, as stated in the proposal: The U.S. farm market will be a difficult battleground for world farm equipment manufacturers, and any forecast of a particular engine's potential in this market must be considered as particularly risky. How much risk do we want to accept? Every effort should be made to minimize our exposure on this investment and maximize our flexibility. Manufacturing Plan The proposal stressed two primary aspects of the manufacturing process. First, a learning curve was employed in calculating production during the 1000-unit ramp-up implementation period in order to not be overly optimistic. A learning rate of 80% was assumed. Second, an advanced tech- nology process using a flexible manufacturing system (FMS), based largely on turning centers, was recommended since it came in at $1 million less than conventional equipment and met the strategy guidelines of using sophisticated technology when appropriate. Since ABI had closely monitored Big Red's progress in the engine market, the request for bids had been foreseen. In preparation for this, Jim had authorized a special manufacturing pro- cess study to determine more efficient and effective ways of producing piston heads. The study considered product design, process selection, quality considerations, productivity, and manu- facturing system planning. Three piston manufacturing methods were considered in the study: (1) batch manufacture via computer numerically controlled (CNC) equipment, (2) an FMS, and (3) a high-volume, low-unit-cost transfer machine. The resulting recommendation was to install a carefully designed FMS if it appeared that additional flexibility might be required in the future for other versions or even other manufac- turers. Though such a system would be expensive, the volume of production over the FMS's longer lifetime would offset that expense. Four preferred machine builders were contacted for equipment specifications and bids. It was ABI's plan to work closely with the selected vendor in designing and installing the equipment, thus building quality and reliability into both the product and the process and learning about the equipment at the same time. To add further flexibility for the expensive machinery, all design features that would facilitate retool or changeover to other products were incorporated. For example, the machining centers would also be capable of machining other metals, such as aluminum or nodular iron, and would Cases be fitted with variable feed and speed motors, feed-force monitors, pressure-controlled clamping of workpieces, and air-leveling pallets. Also, fully interchangeable chucks, spindles, pallets, tool- ing, and risers would be purchased to minimize the spare parts inventories. Plant Operation and Organization As stated in the proposal, many innovative practices were to be employed at the new plant: Machine operators will be trained to do almost all of their own machine maintenance. All employees will conduct their own statistical process control, and piston heads will be sub- ject to 100% inspection. There will only be four skill classes in the plant. Every employee in each of those classes will be trained to do any work within that class. There will not be any time clocks in the plant. The organizational structure for the 11 salaried workers in the new plant is shown in Figure 1, and the complete labor summary is illustrated in Figure 2, including the shift breakdown. As can be seen, the plant will be relatively small, with 65 employees in the ratio of 1:5 salaried to hourly. The eight-month acquisition of the employees during the ramp-up is illustrated in Figure 3, with full employment occurring by March 2010. Financial Considerations Financial aspects of new proposals at ABI were considered from a number of perspectives, in part because of the interdependent nature of many proposals. The results of not investing in a proposal are normally compared with the results of investing and the differences noted. Variations on the investment assumptions are also tested, including errors in the forecast sales volumes, learning rates, productivities, selling prices, and cancellations of both current and future orders for exist- ing and potential business. Engineering/ quality Engineer Plant manager Manufacturing manager Shift 2 supervisor Personnel Clerk Quality control Shift 3 supervisor Clerk Clerk C-50 CASES FIGURE 2 Stanhope Labor Summary 88 80 60 40 20 Salaried labor Plant manager Manufacturing managers (three shifts) Quality control manager Number of staff 1 3 1 Engineering Personnel manager Clerical 2 1 11 Hourly labor Days Afternoons Night Direct 14 14 10 Inspection 1 1 1 Maintenance 2 1 1 1 Tooling 2 2 Rec./shp./mtl. 2 1 1 Total 21 19 14 Summary Salary 11 Hourly 54 Total 65 Total Hourly Salaried FIGURE 3 Stanhope Labor Buildup Aug Sept Oct Nov Dec Jan 2009 Feb 2010 March For the Stanhope proposal, the site investment required is $3,012,000. The details of this investment are shown in Table 2. The total investment required amounts to $7,108,000 (plus required working capital of $1,380,000). The equipment is depreciated over an eight-year life. ABI, under the revised tax laws, is in the 34% tax bracket. The price of the piston heads has been tentatively set at $25.45 apiece. ABI's expected costs are shown in Table 3. Table 2 Stanhope Site Capital Costs Land and site preparation Land Access roads/parking lot Landscaping $246,000 124,000 22,000 Building costs Building (67,000 sq ft) 1,560,000 Air conditioning 226,000 Power 205,000 Employee services 177,000 Legal fees and permits 26,000 Auxiliary equipment ABI company sign 25,000 Containers, racks, and so on 33,000 Flume 148,000 Coolant disposal 97,000 Furnishings 51,000 Forklift trucks 72,000 Total 3,012,000 Table 3 Piston Head Cost Summary Material Labor $8.47 1.06 Variable overhead 2.23 Fixed overhead 2.44 Freight 0.31 Total factory cost 14.51 General and administrative 1.43 Scrap 0.82 Testing Total cost 0.39 17.15 Cases C-51 Some Concerns Jim had spoken with some of his colleagues about the FMS concept after the preliminary finan- cial results had been tabulated. Their concerns were what now interested him. For example, he remembered one manager asking: "Suppose Big Red's sales only reach 70% of our projections in the 2012-2013 time period, or say, perhaps as much as 150%; how would this affect the project? Does the FMS still apply or would you consider some other form of manufacturing equipment, possibly conventional or CNC with potential aftermarket application in the former case or a transfer machine in the latter case?" C-52 CASES Another manager wrote down his thoughts as a memo to forward to Jim. He had two major concerns: Scenario II analysis assumes the loss of substantial volume to competition. This seems rather unlikely. After-tax margins seem unreasonably high. Can we get such margins on a sole-source contract? Jim wondered what these changes in their assumptions would do to the ROI of the proposal and its overall profitability. Conclusion Jim had concerns about the project also. He wondered how realistic the demand forecasts were. given the weak economy and what the Japanese might do. If the demand didn't materialize, ABI might be sorry they had invested in such an expensive piece of equipment as an FMS. Strategically, it seemed like ABI had to make this investment to protect its profitable position in the diesel engine business. But how far should this argument be carried? Were they letting their past investments color their judgment on new ones? He was also concerned about the memo questioning the high profit margins. They did seem high in the midst of a sluggish economy. CASES Automotive Builders, Inc.: The Stanhope Project Jack Meredith It was a cold, gray October day as Jim Wickes pulled his car into ABI's corporate offices parking lot in suburban Detroit. The leaves, in yellows and browns, swirled around his feet as he walked into the wind toward the lobby. Good morning, Mr. Wickes," said his administrative assistant as he came into the office. "That proposal on the Stanhope project just arrived a minute ago. It's on your desk." "Good morning, Debbie. Thanks. I've been anxious to see it." This was the day Jim had scheduled to review the 2009 supplemental capital request, and he didn't want any interruptions as he scrutinized the details of the flexible manufacturing project planned for Stanhope, Iowa. The Stanhope proposal, compiled by Ann Williamson, project man- ager and managerial "champion" of this effort, looked like just the type of project to fit ABI'S new strategic plan, but there was a large element of risk in the project. Before recommending the project to Steve White, executive vice president of ABI, Jim wanted to review all the details one more time. History of ABI ABI started operations as the Farm Equipment Company just after the First World War. Employ- ing new technology to produce diesel engine parts for tractors, the firm flourished with the growth of farming and became a multimillion-dollar company by 1940. During the World War II, the firm switched to producing tank and truck parts in volume for the military. At the war's end, the firm converted its equipment IN to the production of automotive parts for the expanding automobile industry. To reflect this major change in their product line, the company was renamed Automotive Builders, Inc. (ABI), though they remained a major supplier to the farm equipment market. A Major Capital Project The farm equipment industry had been doing well, but there were some disturbing trends. Japanese manufacturers had entered the industry and were beginning to take a significant share of the domestic market. More significantly, domestic labor costs were significantly higher than costs overseas and resulted in price disadvantages that couldn't be ignored any longer. Perhaps most important of all, quality differences between American and Japanese farm equipment, including tractors, were becoming quite noticeable. To improve the quality and costs of their incoming materials, many of the domestic trac- tor manufacturers were beginning to single source a number of their tractor components. This allowed them better control over both quality and cost and made it easier to coordinate delivery schedules at the same time. In this vein, one of the major tractor engine manufacturers, code-named "Big Red" within ABI, let its suppliers know that it was interested in negotiating a contract for a possible 100% sourcing of 17 versions of special piston heads destined for a new line of high-efficiency tractor engines expected to replace the current conventional engines in both new and existing tractors. These were all six-cylinder diesel engines and thus would require six pistons each. This put ABI in an interesting situation. If they failed to bid on this contract, they would be inviting competition into their very successful and profitable diesel engine parts business. Thus, to protect their existing successful business and to pursue more such business, ABI seemed required to bid on this contract. Should ABI be successful in their bid, this would result in 100% sourcing in both the original equipment market (OEM) as well as the replacement market with its high margins. Furthermore, the high investment required to produce these special pistons a ABI's costs would virtually rule out future competition.
Step by Step Solution
There are 3 Steps involved in it
Step: 1

Get Instant Access to Expert-Tailored Solutions
See step-by-step solutions with expert insights and AI powered tools for academic success
Step: 2

Step: 3
Ace Your Homework with AI
Get the answers you need in no time with our AI-driven, step-by-step assistance
Get Started
Operations Management Creating Value Along the Supply Chain
Authors: Roberta S. Russell, Bernard W. Taylor
7th Edition
9781118139523, 0470525908, 1118139526, 978-0470525906