New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical engineering
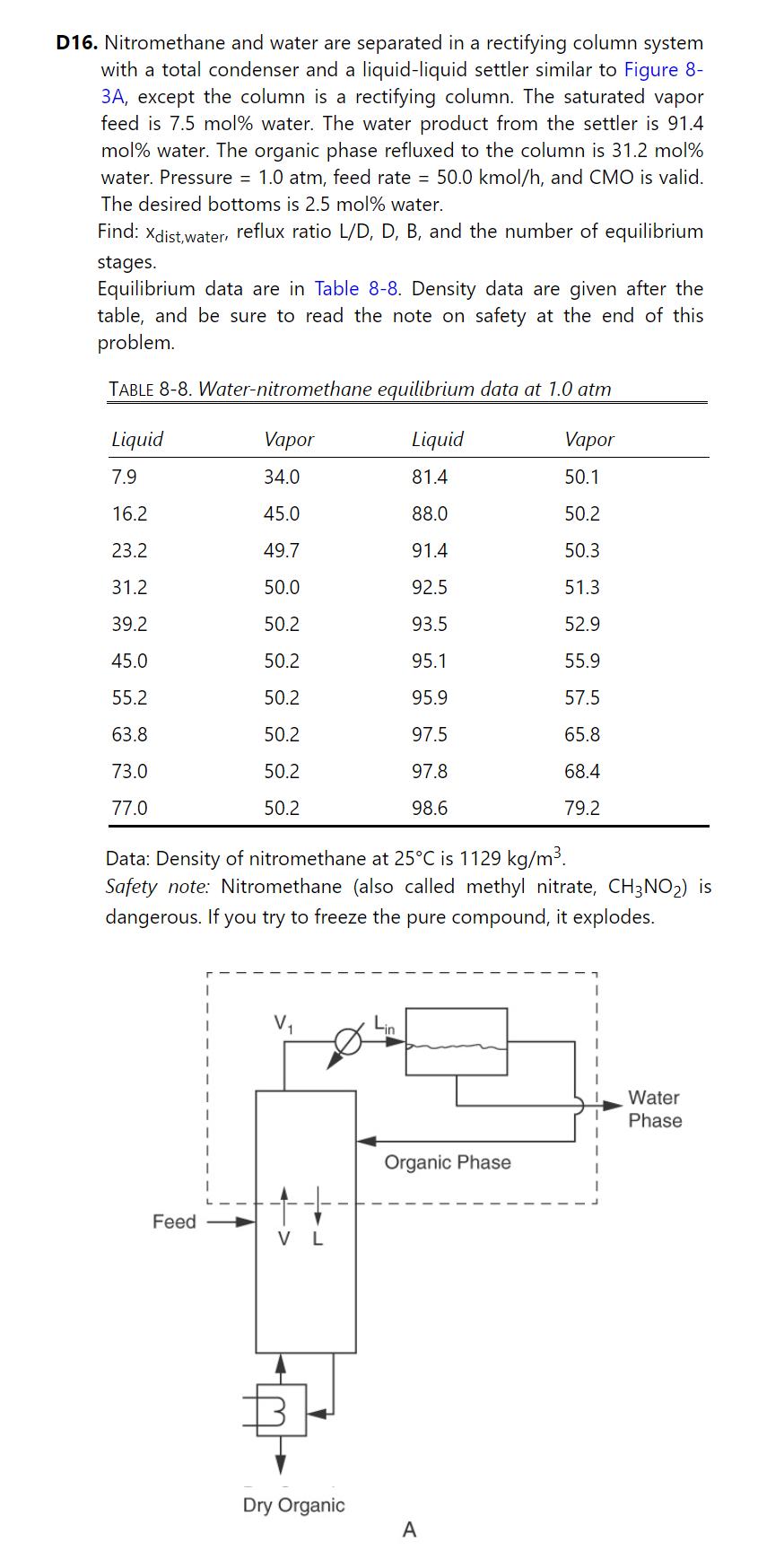
Separation Process Engineering Includes Mass Transfer Analysis 5th Edition Phillip Wankat - Solutions
We wish to distill an ethanol-water mixture to produce \(2250.0 \mathrm{lbm}\) of distillate product per day. The distillate product is \(80.0 \mathrm{~mol} \%\) ethanol and \(20.0 \mathrm{~mol} \%\) water. \(\mathrm{L} / \mathrm{D}=2.0\), and \(\mathrm{p}=1.0 \mathrm{~atm}\). Your boss suggests
\(10.0 \mathrm{kmol} / \mathrm{h}\) of a saturated vapor feed that is \(23.5 \mathrm{~mol} \%\) water with the remainder nitromethane is sent to an enricher that is packed with 1.524 \(\mathrm{m}\) of packing. \(\mathrm{L} / \mathrm{V}=0.8\). The overhead vapor from the column is condensed and sent
Repeat Problem 10.D9, calculating the diameter at the top, but condense the feed to a saturated liquid. Determine \((\mathrm{L} / \mathrm{D})_{\min }\) and \(\mathrm{L} / \mathrm{D}=\) \(1.43 \times(\mathrm{L} / \mathrm{D})_{\text {min }}\). Compare the diameter of this column to the diameter of
a. We are distilling methanol and water in a column packed with 1-in. ceramic Berl saddles. The bottoms composition is \(0.01 \mathrm{~mol} \%\) methanol. A total reboiler is used. The column operates at \(1.0 \mathrm{~atm}\) pressure. The feed to the column is a saturated liquid at 1000.0
Repeat Problem 10.D14a, except determine the diameter of a sieve plate column operating at \(80 \%\) of flooding velocity. Use a \(0.3048-\mathrm{m}\) tray spacing and \(\eta=0.85\). The liquid surface tension of pure water is \(\sigma\) \(=58.9\) dynes \(/ \mathrm{cm}\) at \(100.0^{\circ}
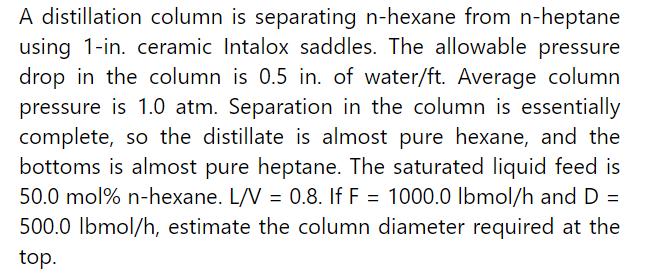
Repeat Example 10-4, except calculate the diameter at the bottom of the column.Example 10-4 A distillation column is separating n-hexane from n-heptane using 1-in. ceramic Intalox saddles. The allowable pressure drop in the column is 0.5 in. of water/ft. Average column pressure is 1.0 atm.
You have designed a packed column at \(1.0 \mathrm{~atm}\). The flow parameter \(\mathrm{F}_{\mathrm{lv}}\) has a value of 0.2 . The calculated gas flux at flooding is \(0.50 \mathrm{lbm} /[\mathrm{s}\) \(\left.\mathrm{ft}^{2}\right]\). Your boss now wants to increase the column pressure to \(4.0
Repeat Problems 10.D13 and 10.D13 using the two-enthalpy feed method in which a portion of the feed is condensed to a saturated liquid and the remainder is still a saturated vapor. Select the amount of feed to condense so that the column has pinch points at minimum reflux at both the liquid and the
An atmospheric column with 25 real stages is operating with a pressure drop of 0.6 in. of water per stage. Assume pressure drop in the condenser and the reboiler is \(1.2 \mathrm{in}\). of water each. The condenser is at a pressure of \(120.0 \mathrm{kPa}\).a. What is the pressure in the reboiler
Repeat Problem 10.D14, except calculate the diameter at the top of the column.Problem 10.D14a. We are distilling methanol and water in a column packed with 1-in. ceramic Berl saddles. The bottoms composition is \(0.01 \mathrm{~mol} \%\) methanol. A total reboiler is used. The column operates at
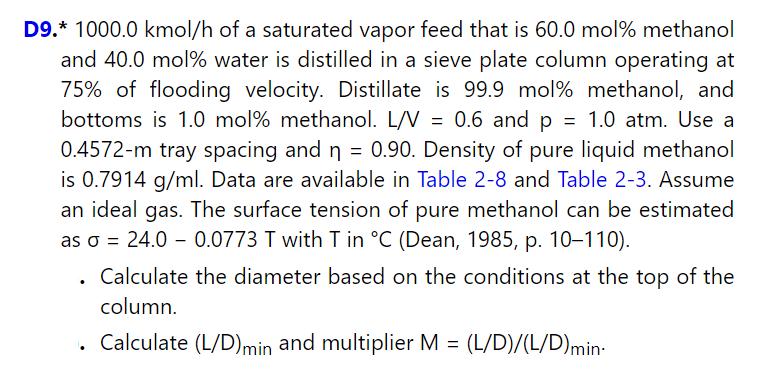
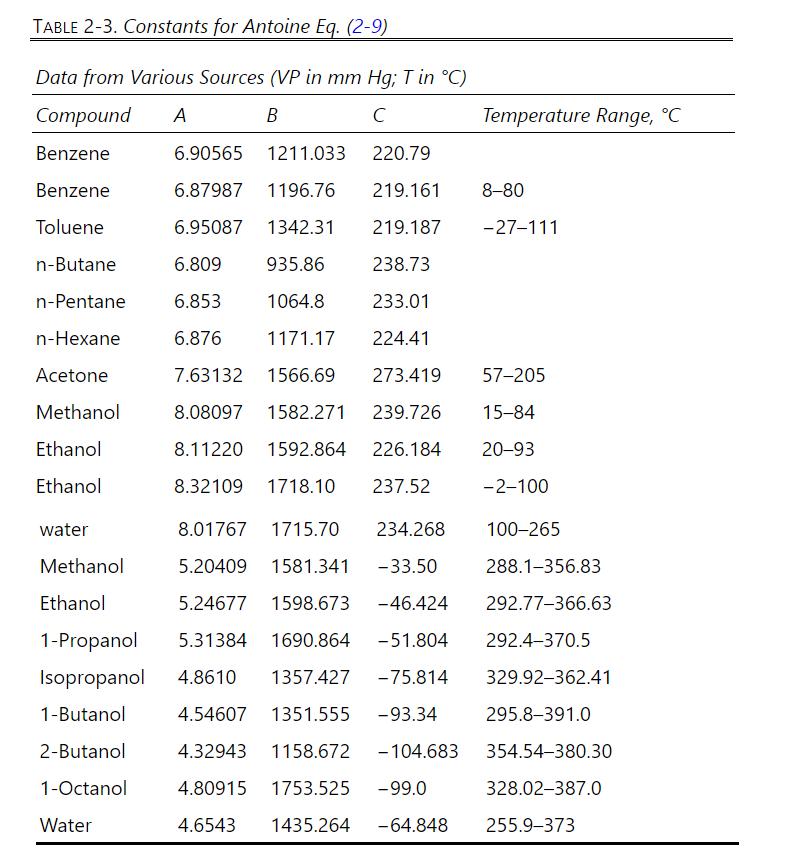
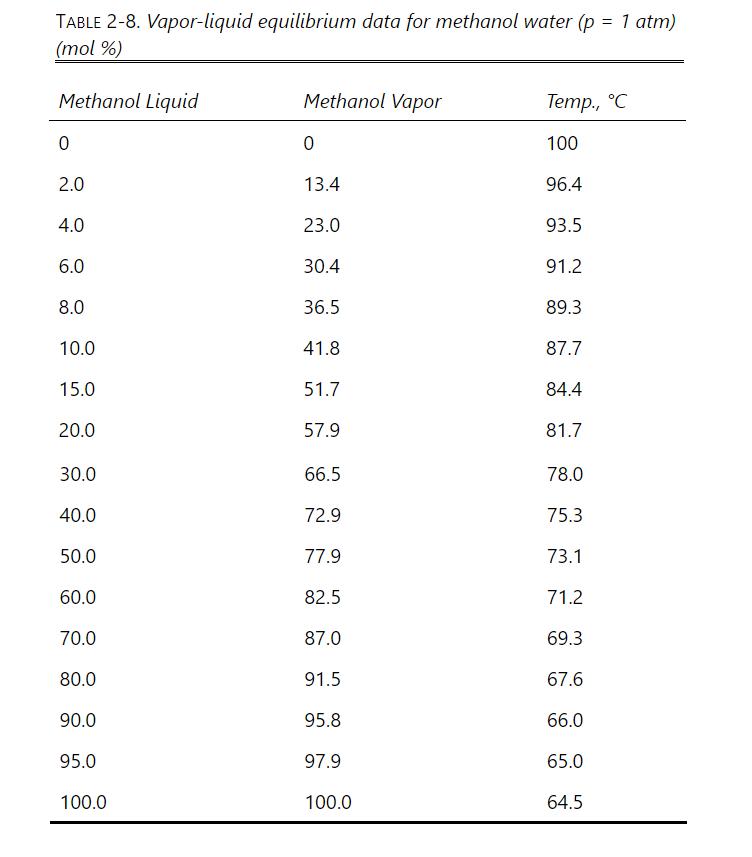
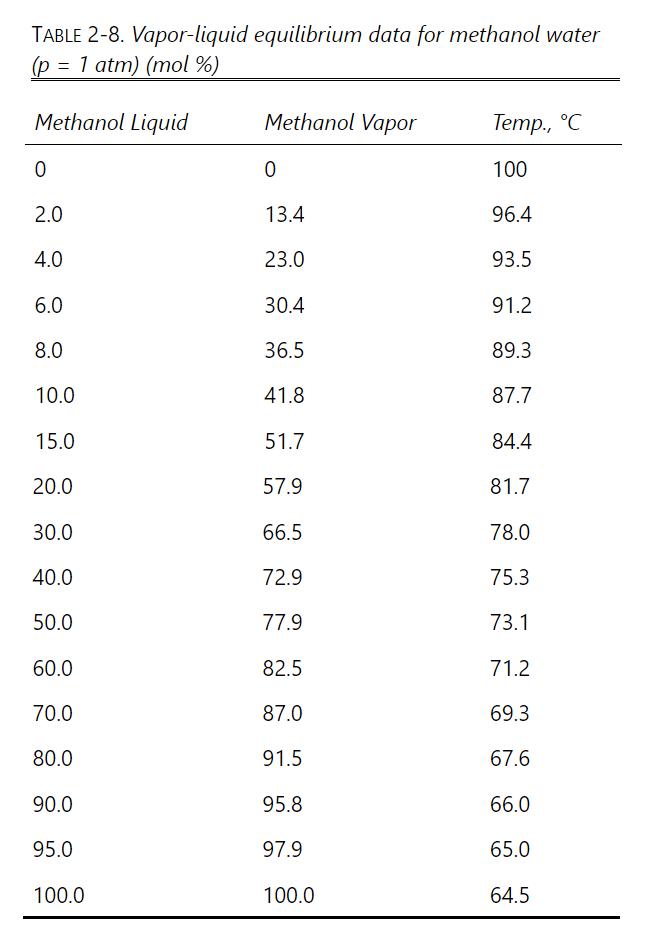
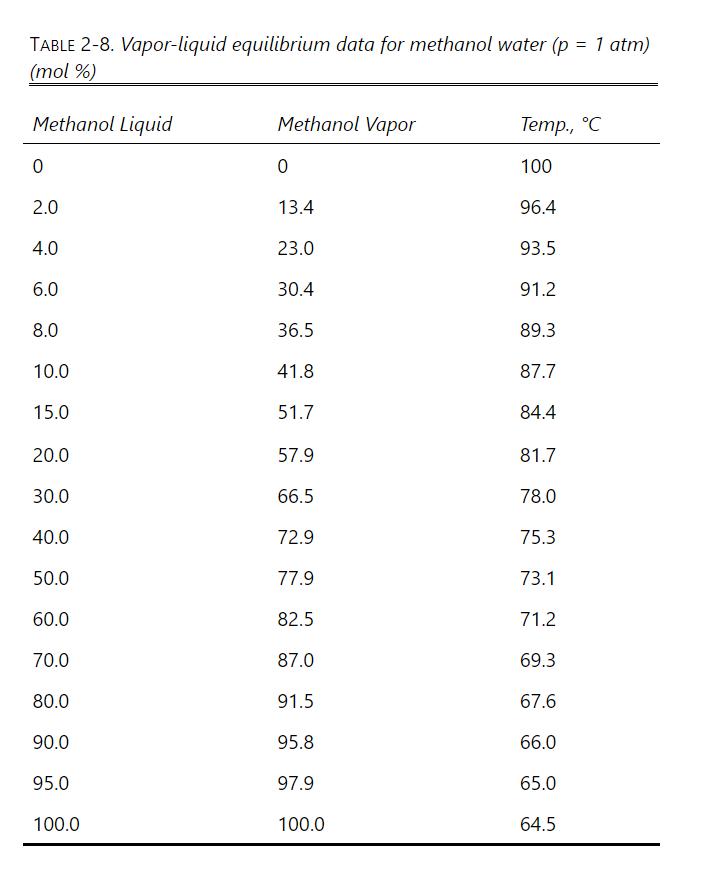
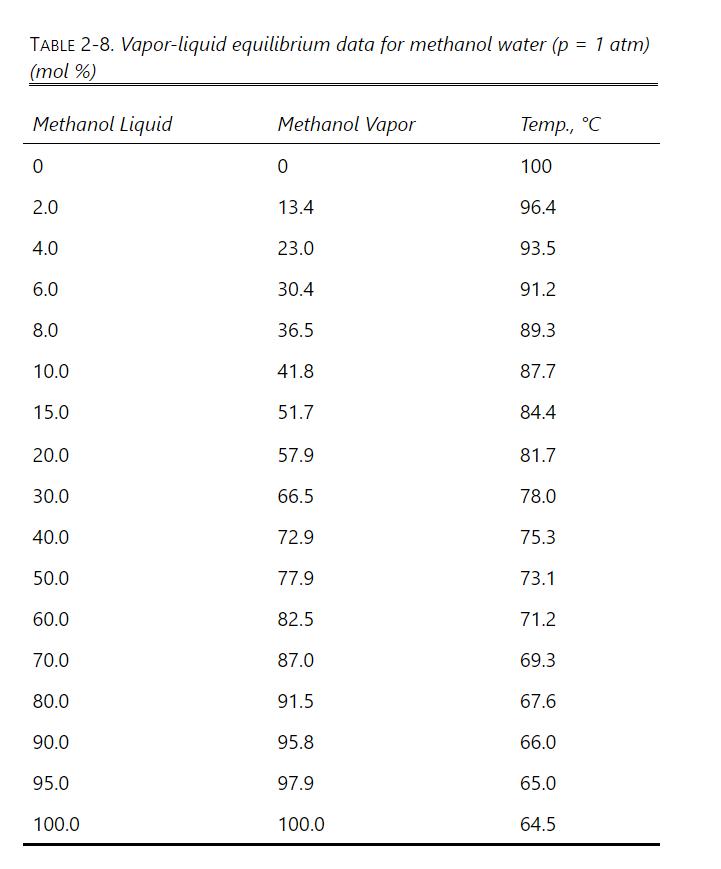
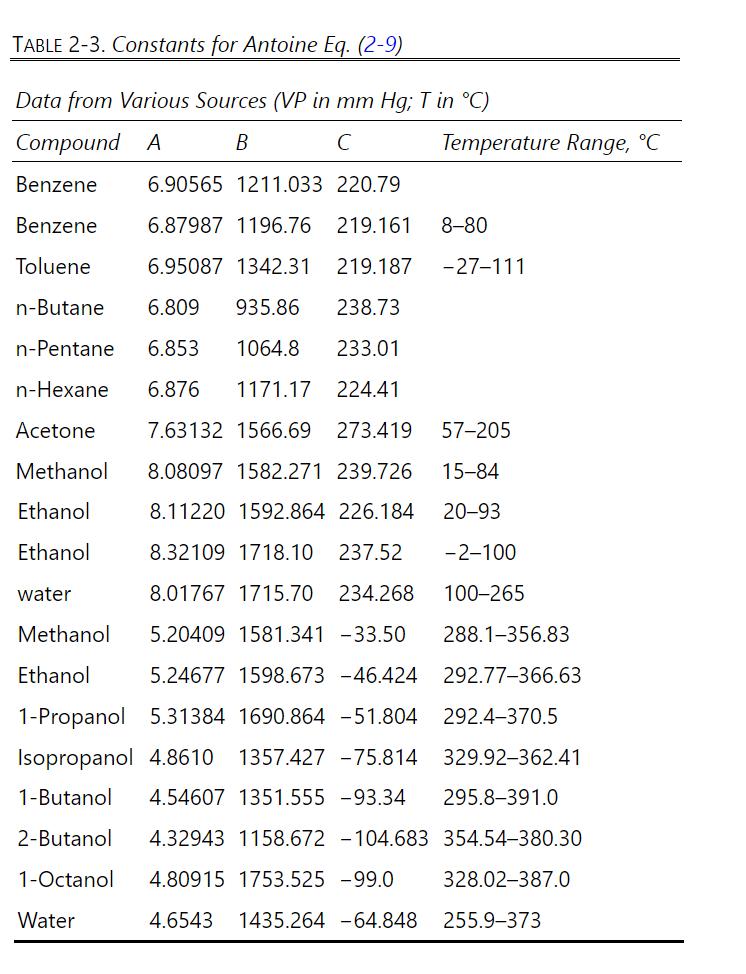
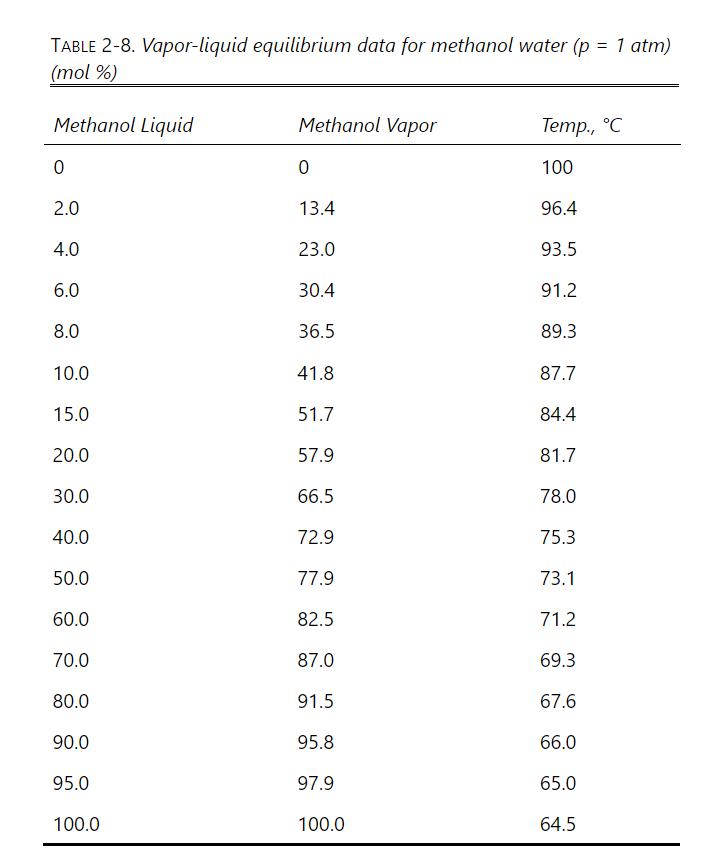
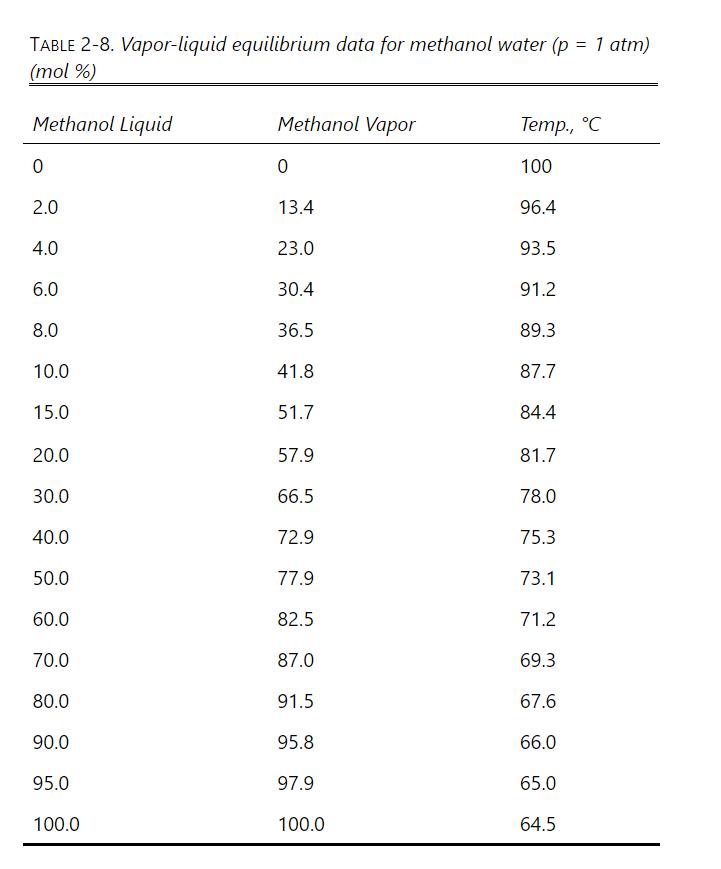
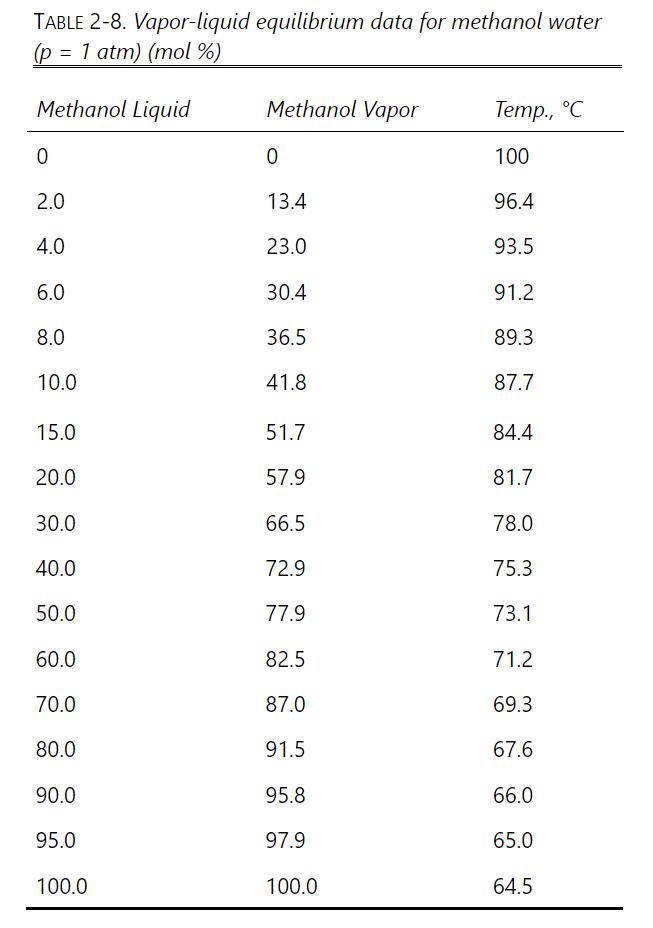
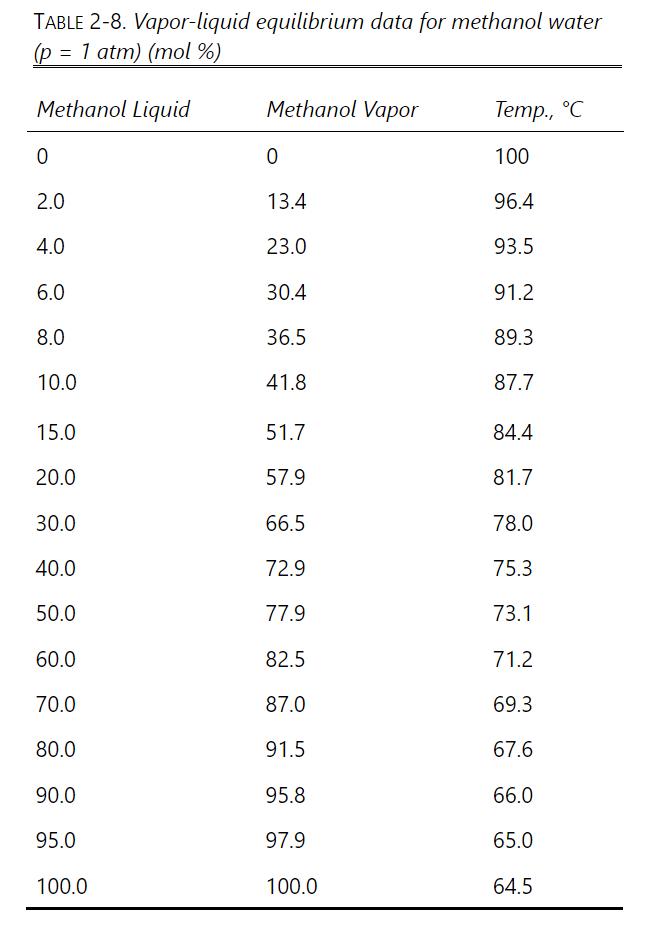
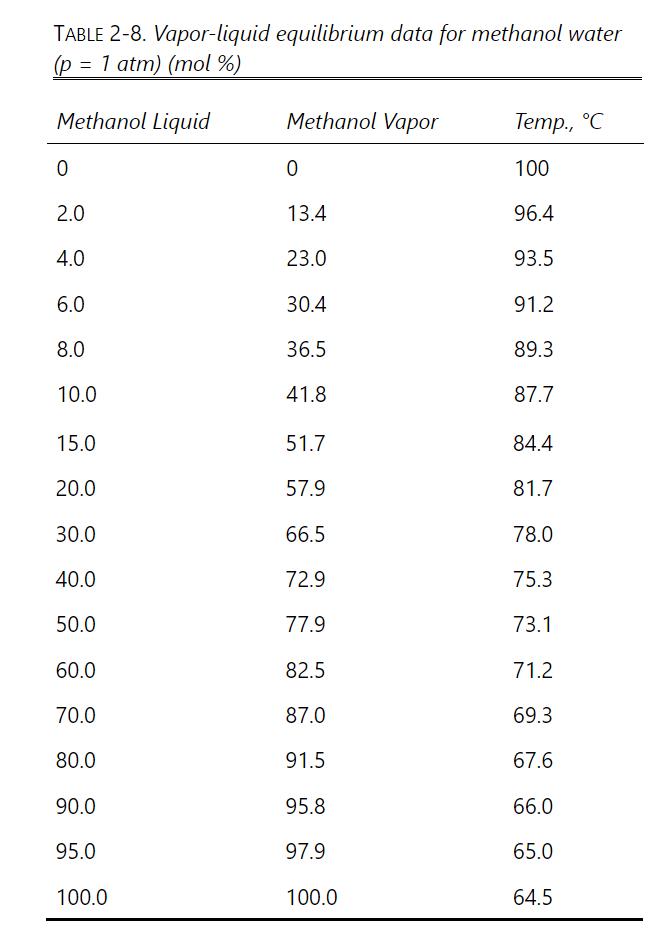
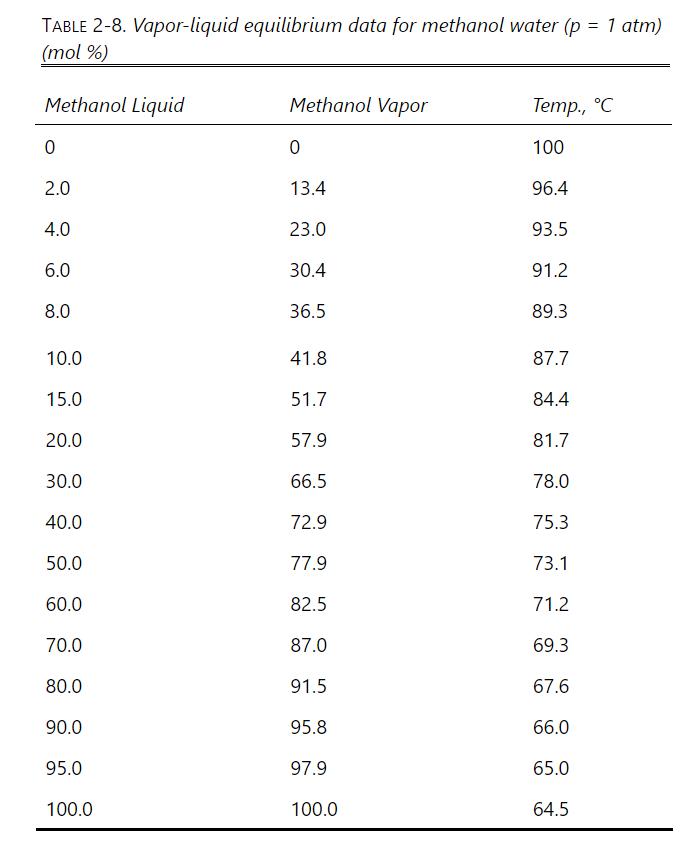
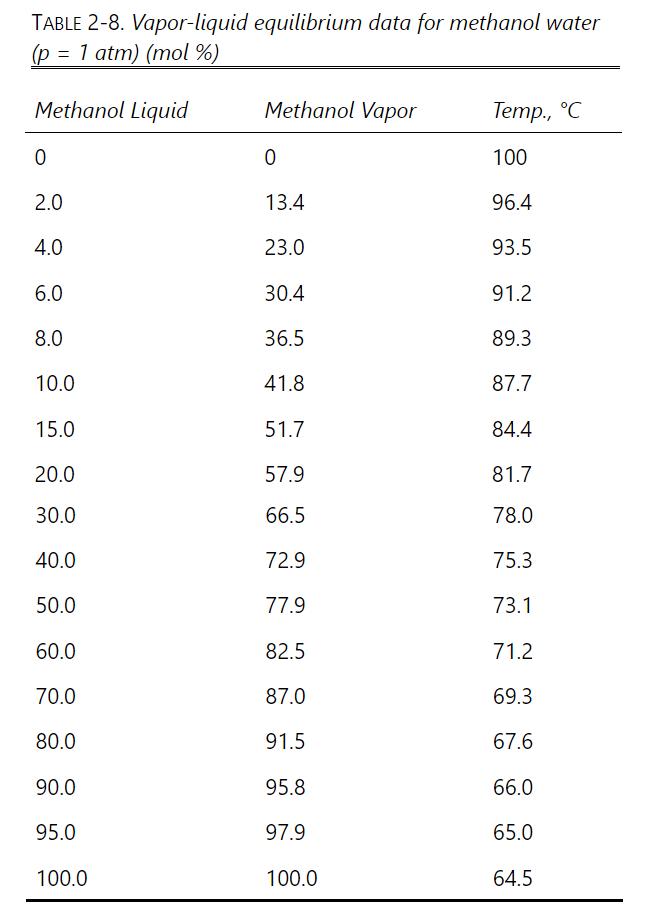
Repeat Problem 10.D9, part a only, except at \(1.50 \mathrm{~atm}\). The Antoine equation constants to determine the vapor pressure of methanol are in Table 2-3. Other physical properties are in Problem 10.D9. VLE data are in Table 2-8.Problem 10.D9\(1000.0 \mathrm{kmol} / \mathrm{h}\) of a
A vacuum column with 25 real stages is operating with a pressure drop of \(0.3 \mathrm{in}\). of water per stage. Assume pressure drop in the condenser and the reboiler is 0.6 in. of water each. The vacuum pump is connected to the condenser and holds the end of the condenser at a pressure of 105
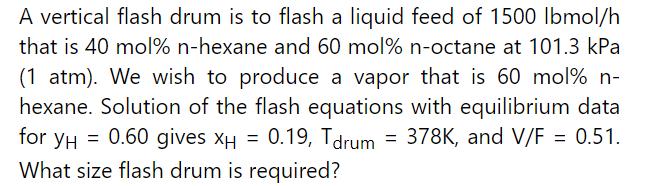
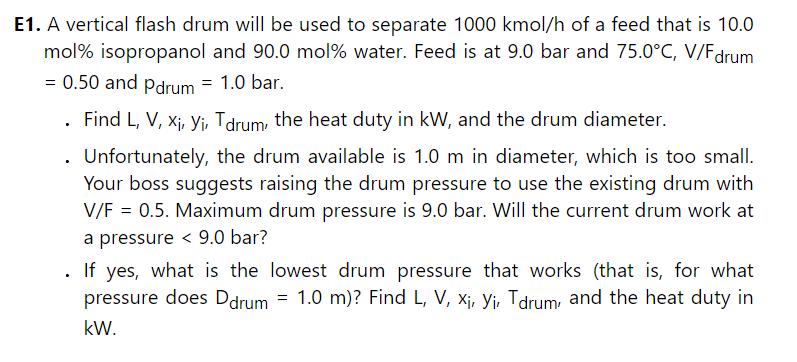
Repeat the alternative solution to Example 2-4 but use 2-in. metal Pall rings.Example 2-4 A vertical flash drum is to flash a liquid feed of 1500 lbmol/h that is 40 mol% n-hexane and 60 mol% n-octane at 101.3 kPa (1 atm). We wish to produce a vapor that is 60 mol% n- hexane. Solution of the flash
What effect does increasing the spacing between trays have on:a. Column efficiency?b. \(\mathrm{C}_{\mathrm{sb}, \mathrm{f}}\) and column diameter?c. Column height?d. Maintenance?
Several different column areas are used in this chapter. Define and contrast: total cross-sectional area, net area, downcomer area, active area, and hole area.
Calculate the pressure drop in \(\mathrm{kPa}\) from the head of clear liquid.
The paragraph following Eq. (10-30) states, "With saturated liquid feeds, downcomers are designed for the stripping section where the liquid flow rate is largest." Why not design downcomers with different sizes in the enriching and stripping sections?Equation (10-30) tres Adhde (3600)PL
As shown by the Leaning Tower of Pisa, towers that do not have a proper footing can develop a significant lean. Even if a distillation tower is structurally sound, leaning away from being vertical affects the operation. What is likely to go wrong for a tray tower if it leans?
Beer stills are distillation columns that process the raw feed from fermentation. This feed includes cells and cell debris in addition to ethanol and water. Why are sieve plates with larger-than-normal holes the preferred column internals for beer stills?
Intermediate feeds should not be introduced into a downcomer. Explain why.
What are the characteristics of a good packing? Why are marbles a poor packing material?
Why do intermediate reboilers make start-up more difficult?
Structured packings work very well in vacuum and atmospheric pressure distillation columns, but sometimes structured packings do not work well in high-pressure columns. What is different about operation at high pressure that may make the structured packings not work as well?
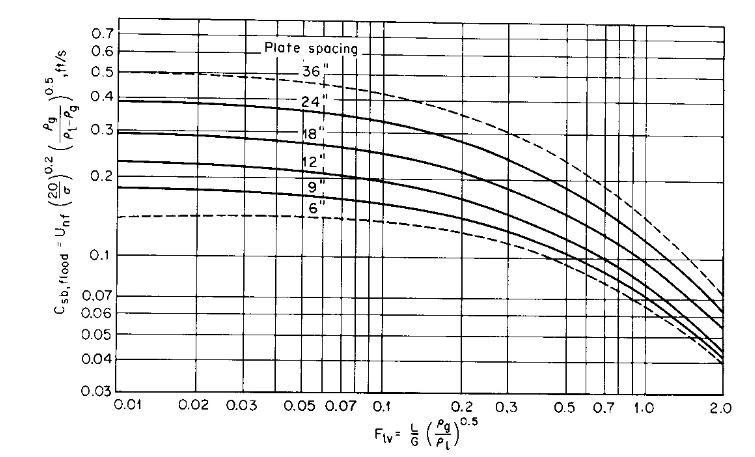
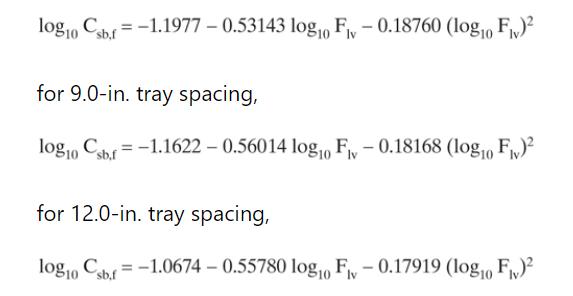
The original publication of Figure 10-15 (Fair and Matthews, 1958) did not cite any equations, and equations probably were not available, but when the curves were fit statistically, Eqs (10-10) were essentially perfect fits. In 1958, there were no computers, and the curves were drawn by hand. Why
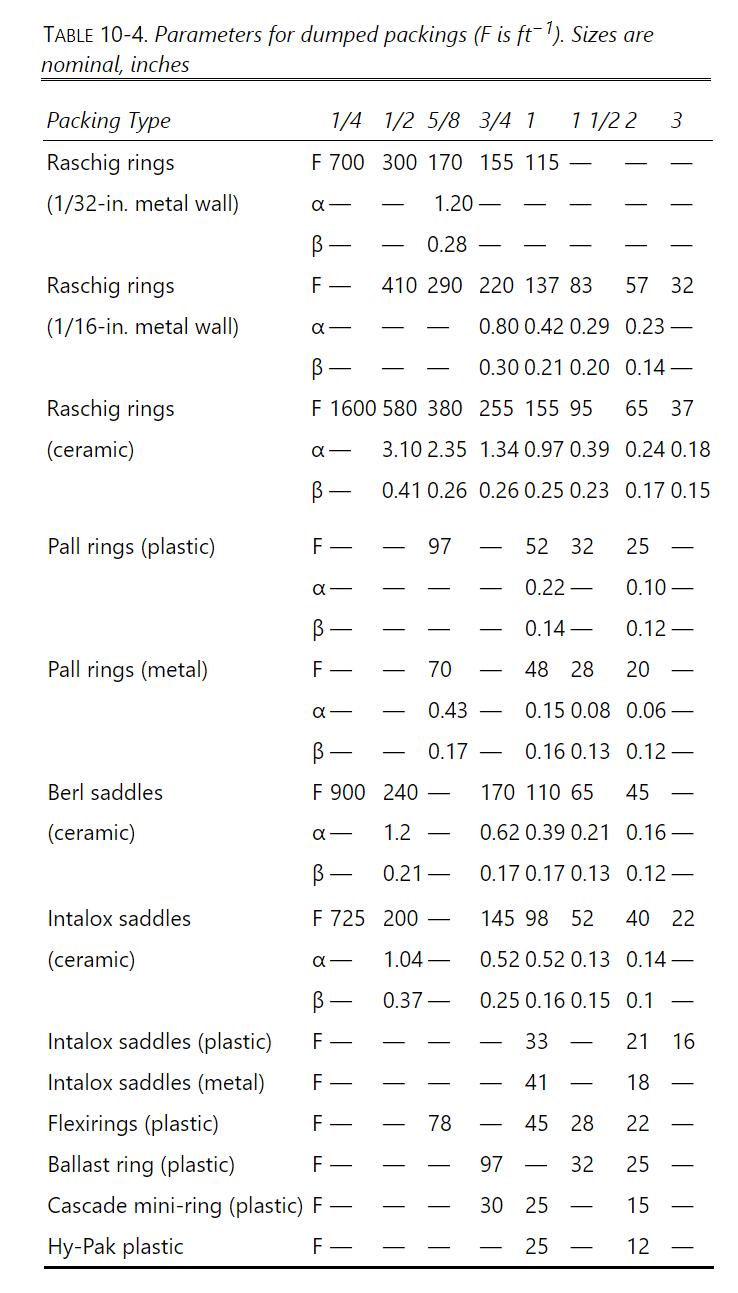
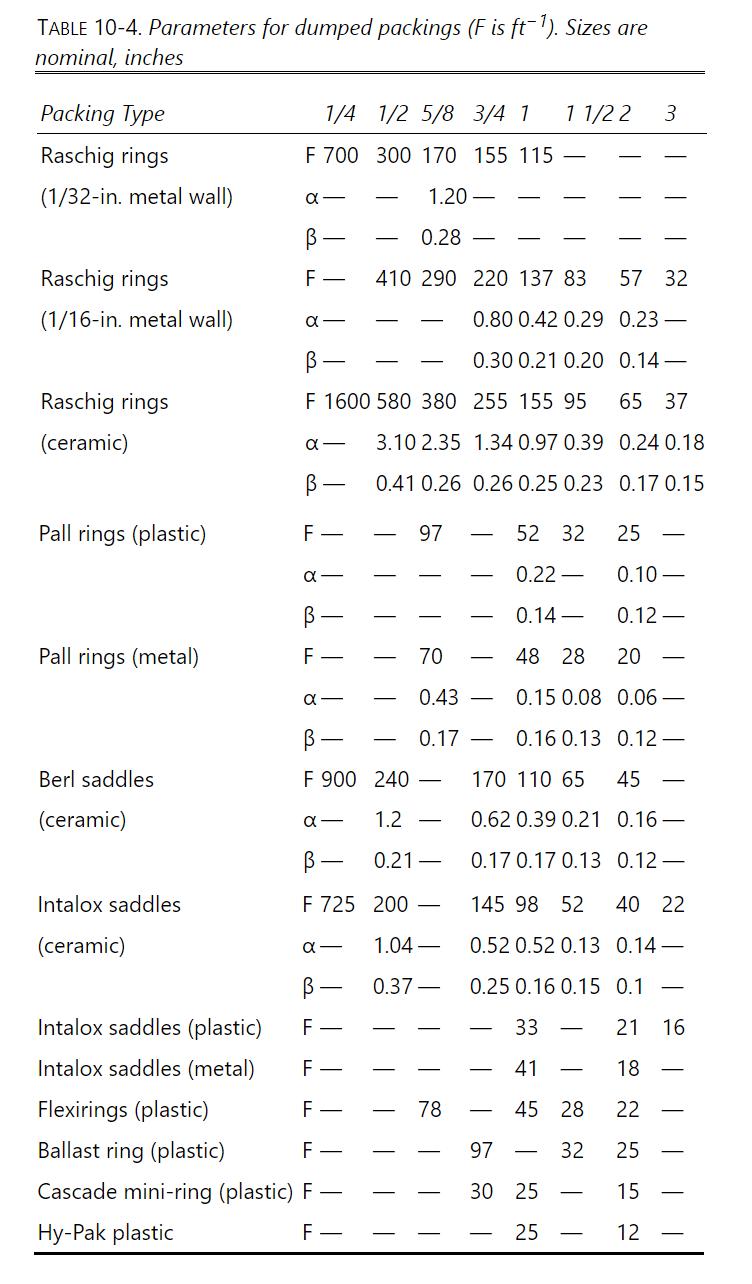
Refer to Table 10-4.a. Which is more desirable, a high or low packing factor, \(\mathrm{F}\) ?b. As packing size increases, does \(\mathrm{F}\) increase or decrease? What is the functional form of this change (e.g., linear, quadratic, cubic)?c. Why do ceramic packings have higher \(\mathrm{F}\)
Distillation columns have been installed on ships. What are the likely effects of the ship's motion on the performance of the distillation column? Would you recommend use of random packing, structured packing, or a tray column?
One type of valve is shown in Figure 10-1. Brainstorm alternative ways in which valves could be designed.Figure 10-1
Generate other ways of contacting in packed columns.
a. A farmer friend of yours is going to build his own distillation system to purify ethanol made by fermentation. He wants to make his own packing. Suggest 30 different things he could make or buy cheaply to use as packing (set up a brainstorming group to do this-make no judgments as you list
If trays are good, random packing is good, and structured packing is good, why not combine them? Think of at least ten ways you might do this.
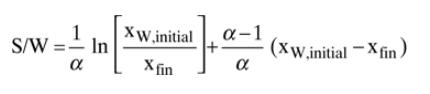
Develop a spreadsheet for a simple binary Rayleigh distillation that uses Eq. (9-13) but can be used for systems where \(\alpha\) is not constant. Because \(\alpha\) is not constant, calculate the values of \(\mathrm{W}_{\text {fin }, \mathrm{j}} / \mathrm{F}_{\mathrm{j}}\) over a series of
Solve Example 9-2 with a spreadsheet using Eq. (9-18) over the following ranges of methanol mole fraction: 1.0 to \(0.9,0.9\) to \(0.7,0.7\) to \(0.5,0.5\) to 0.3 , and 0.3 to 0.1 . *Answers are in Example 9-2.Example 9-2A constant-mole batch distillation is being done to replace methanol with
We wish to do a constant mole batch distillation of 100 moles of feed that is pure water \(\left(x_{W}=1\right)\) to exchange the solvent to obtain the nonvolatile solute in a mixture that is 0.01 mole fraction water and 0.99 mole fraction methanol. Develop a spreadsheet for binary batch, constant
Challenging! Develop a spreadsheet with VBA to solve the following problem. A simple batch distillation of the system n-butane, n-pentane, and n-hexane is planned. \(1.0 \mathrm{kmol}\) of a feed that is initially \(45 \mathrm{~mol} \% \mathrm{n}\) butane, \(45 \mathrm{~mol} \%
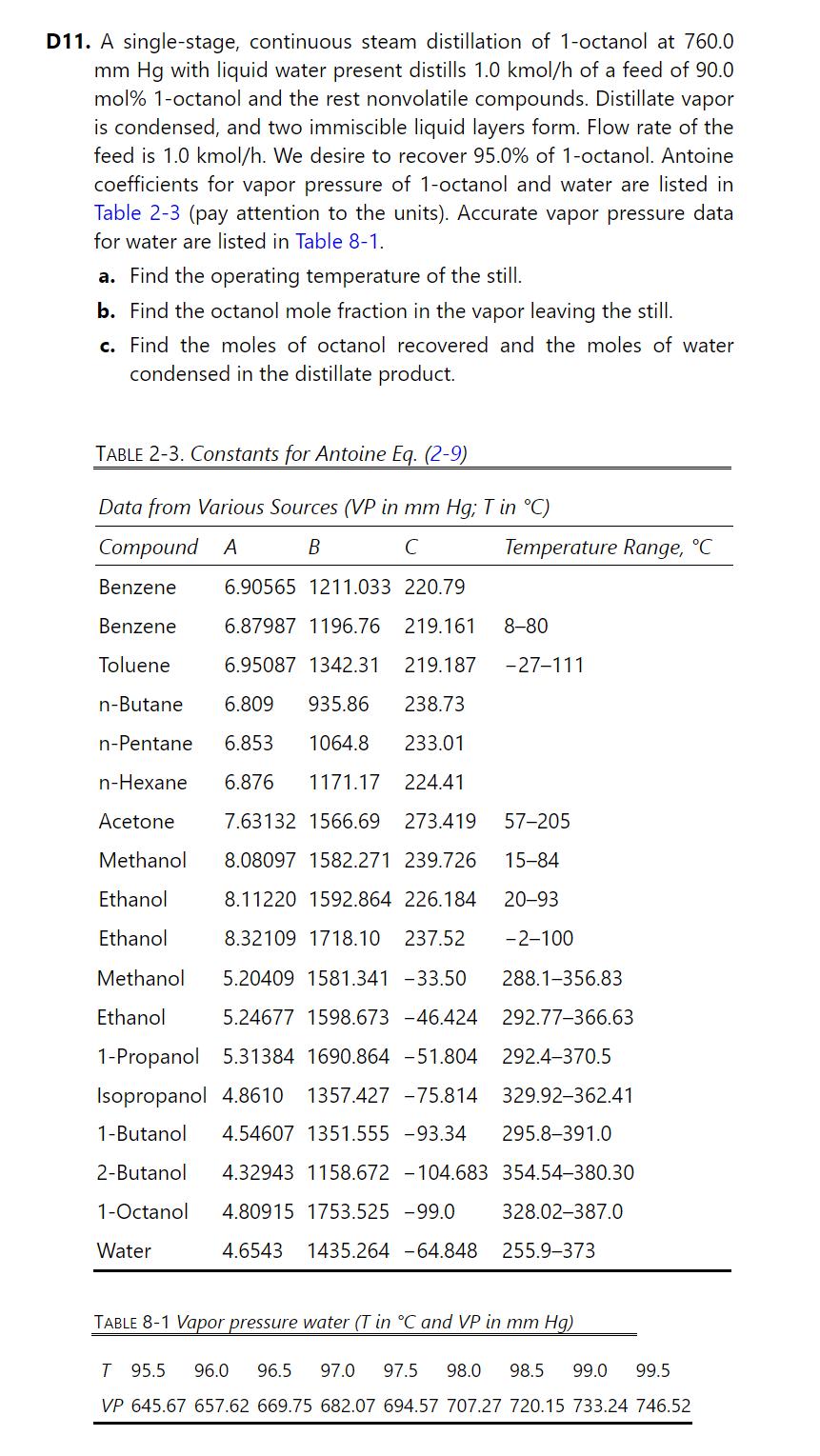
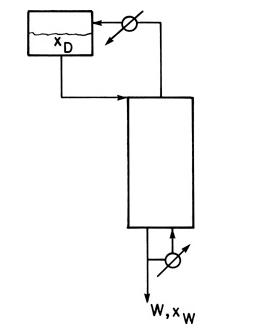
We are doing a single-stage, batch steam distillation of 1-octanol. The unit operates at \(760 \mathrm{~mm} \mathrm{Hg}\). The batch steam distillation is operated with liquid water present. The distillate vapor is condensed, and two immiscible liquid layers form. The feed is \(90.0 \mathrm{~mol}
We are separating 100 moles of a feed that is \(60.0 \mathrm{~mol} \%\) methanol and \(40.0 \mathrm{~mol} \%\) water by batch distillation in a system with a still pot and a column that has one equilibrium contact (two equilibrium contacts total). Start the operation with a constant reflux ratio of
In inverted batch distillation (Diwekar, 1995; Robinson and Gilliland, 1950; Sorensen, 2014) the charge of feed is placed in the accumulator at the top of the column (Figure 9-9). Liquid is fed to the top of the column. At the bottom of the column, bottoms are continuously withdrawn, and part of
A nonvolatile solute is dissolved in \(1.0 \mathrm{kmol}\) of methanol. We wish to switch the solvent to water. Because the solution is already concentrated, a first batch distillation to concentrate the solution is not required. We desire to have the solute in \(1.0 \mathrm{kmol}\) of solution
A simple batch distillation is used to process \(1.0 \mathrm{kmol}\) of methanol-water feed into three distillate fractions and a waste. The initial feed has \(\mathrm{x}_{F, \mathrm{M}}=\) 0.50 mole fraction. We want the average mole fractions of methanol in the distillate fractions to be
A simple batch distillation separates \(0.6 \mathrm{kmol}\) of a binary feed that is 70.0 \(\mathrm{mol} \%\) methanol and \(30.0 \mathrm{~mol} \%\) water. The final still pot is \(10.0 \mathrm{~mol} \%\) methanol. Find \(\mathrm{W}_{\text {final }}\), distillate \(\mathrm{D}_{\text {total }}\),
A simple batch still (one equilibrium stage) separates 100 moles of a 10.0 \(\mathrm{mol} \%\) methanol and \(90.0 \mathrm{~mol} \%\) water feed. The final bottoms concentration is \(1.0 \mathrm{~mol} \%\) methanol. VLE data are in Table 2-8. \(\mathrm{p}=1.0\) atm.Table 2-8a. Find
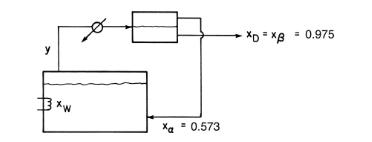
A distillation system with a still pot plus a column with one equilibrium stage is used to batch distill \(1.0 \mathrm{kmol}\) of a \(57.0 \mathrm{~mol} \%\) methanol and 43.0 \(\mathrm{mol} \%\) water feed. A total condenser is used. The final bottoms concentration is \(15.0 \mathrm{~mol} \%\)
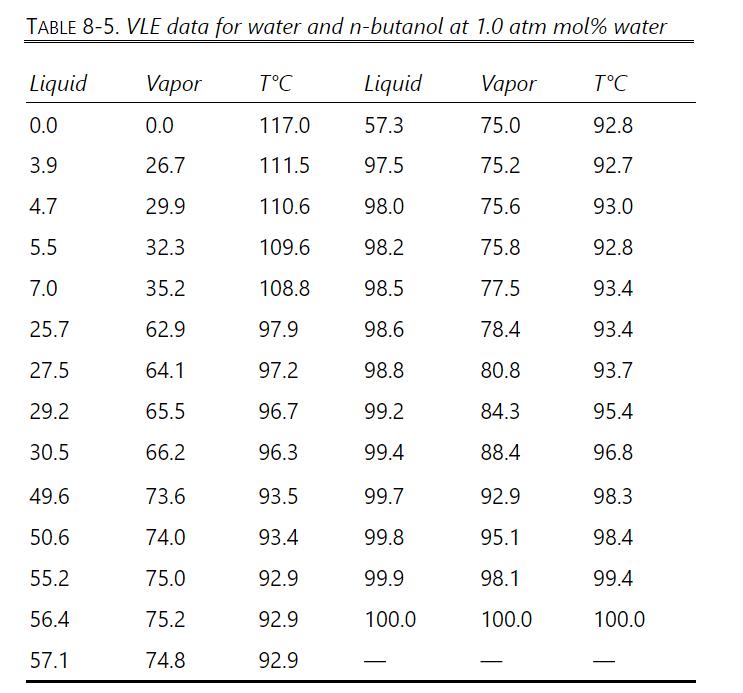
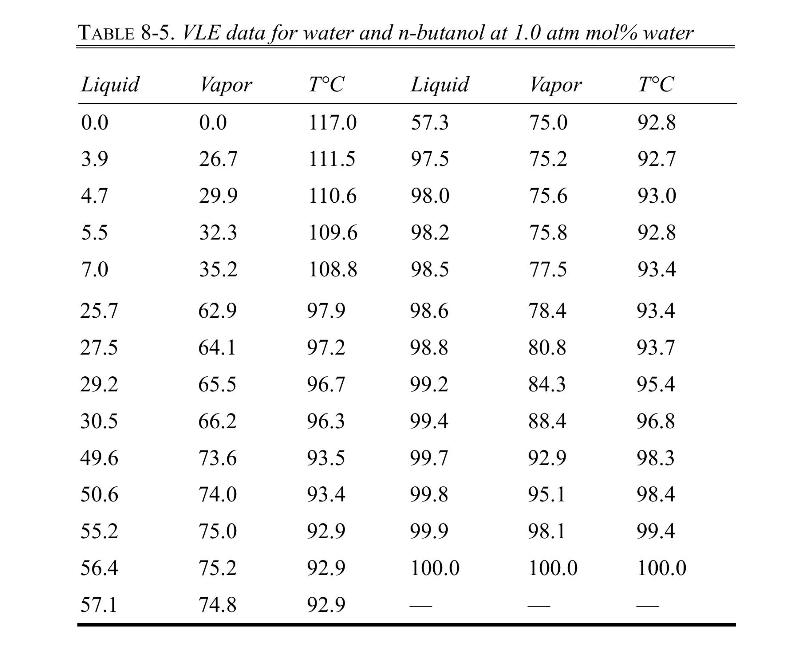
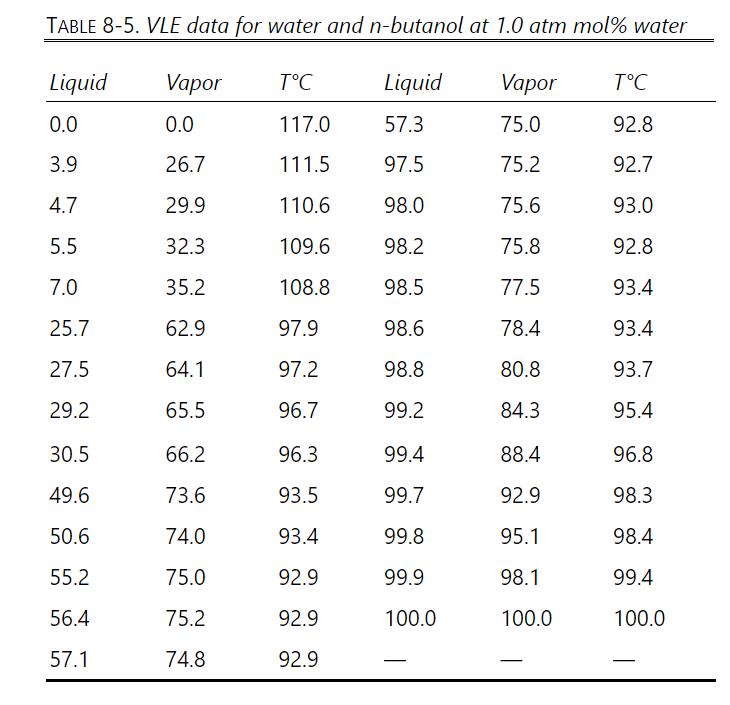
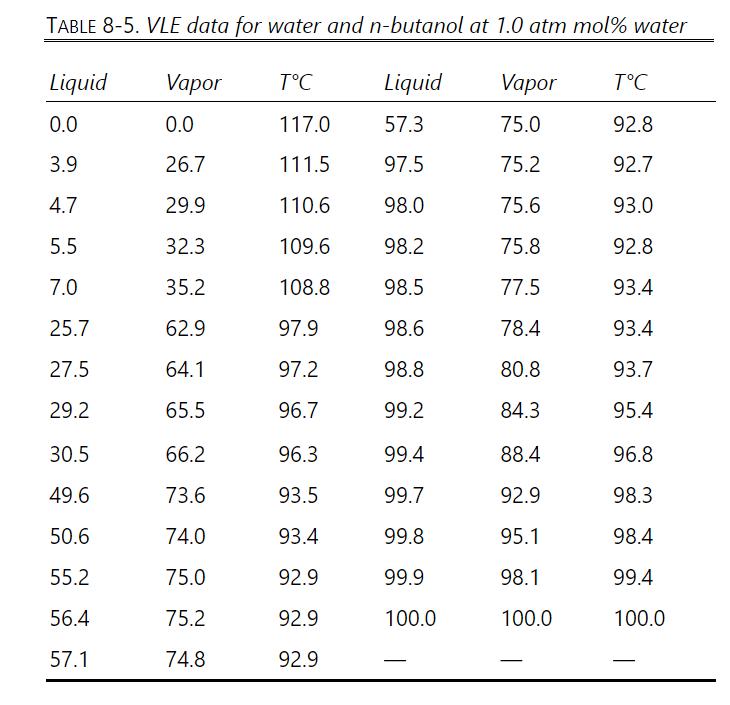
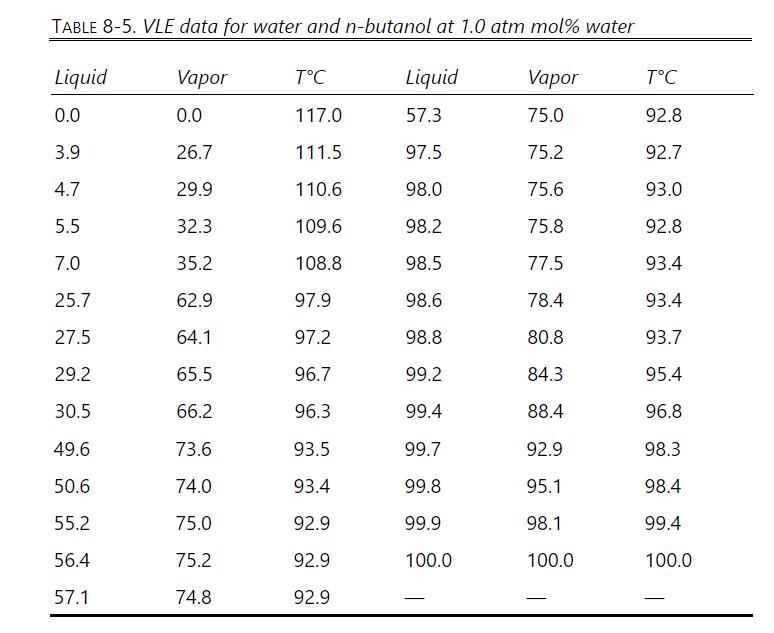
A simple batch distillation (Figure 9-1) is separating \(8.00 \mathrm{kmol}\) of a feed that is \(40.0 \mathrm{~mol} \%\) water and \(60.0 \mathrm{~mol} \% \mathrm{n}\)-butanol. The batch distillation is continued until the still pot contains 0.080 mole fraction water. VLE data are in Table 8-5,
\(3.0 \mathrm{kmol}\) of feed containing \(52.0 \mathrm{~mol} \%\) water and \(48.0 \mathrm{~mol} \% \mathrm{n}\)-butanol is charged to the still pot of a simple batch distillation system (Figure 9-1). The final still pot concentration should be \(28.0 \mathrm{~mol} \%\) water. Equilibrium data are
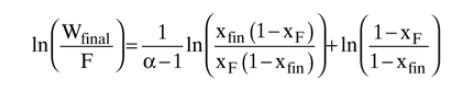
A simple batch still is separating a feed that is \(60.0 \mathrm{~mol} \% 1,2\) dichloroethane and \(40.0 \mathrm{~mol} \%\) 1,1,2-trichloroethane. Pressure is \(1 \mathrm{~atm}\). The relative volatility is constant, \(\alpha_{\mathrm{di}-\mathrm{tri}}=2.4\). The use of Eq. \((9-13)\) is
A batch distillation system with a still pot and one equilibrium stage (two equilibrium contacts total) distills a feed that is \(10.0 \mathrm{~mol} \%\) water and \(90.0 \mathrm{~mol} \% \mathrm{n}\)-butanol (see Table \(8-5\) for VLE data). \(\mathrm{p}=1.0 \mathrm{~atm}\). The charge is \(4.0
\(10.0 \mathrm{kmol}\) of a feed with \(\mathrm{x}_{\mathrm{F}}=0.4\) (mole fraction methanol) and the remainder water is sent to a batch distillation system with a large still pot that is an equilibrium contact, a distillation column that acts as two equilibrium contacts (total three equilibrium
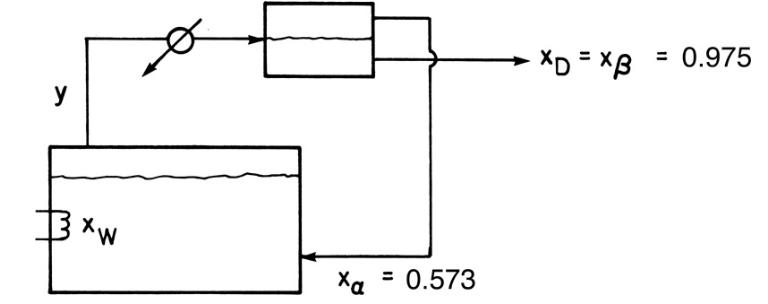
We wish to batch distill a mixture of 1-butanol and water. This system has a heterogeneous azeotrope (see Chapter 8), so we use the system shown in Figure 9-10. The bottom liquid layer from the liquid-liquid separator ( \(97.5 \mathrm{~mol} \%\) water) is removed as product, and the top liquid
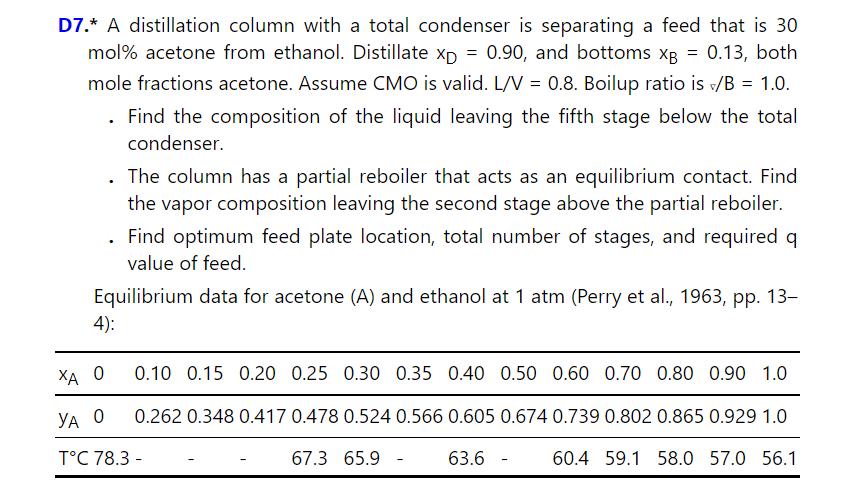
4.0 kmoles of a feed that is 0.60 mole fraction acetone and 0.40 mole fraction ethanol is batch distilled in a system with a still pot (an equilibrium contact), a column that acts as one equilibrium stage (total two equilibrium contacts), a total condenser, and reflux to the column. \(\mathrm{p}\)
A constant-mole batch distillation is used to change from a pure nbutanol solvent to a solvent that is \(60.0 \mathrm{~mol} \% \mathrm{n}\)-butanol and \(40.0 \mathrm{~mol} \%\) water. If the initial charge is \(\mathrm{W}=2.0 \mathrm{kmol}\), how much water, \(\mathrm{S}\), must be added to
A nonvolatile pharmaceutical is dissolved in a solution that is \(90.0 \mathrm{~mol} \%\) acetone and \(10.0 \mathrm{~mol} \%\) ethanol. A constant volume batch distillation is used to switch the solvent to \(20.0 \mathrm{~mol} \%\) acetone and \(80.0 \mathrm{~mol} \%\) ethanol without diluting the
Repeat Problem 9.D4 except use Figure 9-10 as long as the distillate is in the two-phase region and then convert to simple batch distillation by bypassing the liquid-liquid settler. Compare the amounts and concentrations of the three products to Problem 9.D4.Problem 9.D4A simple batch distillation
Suppose you are doing a batch steam distillation of a mixture that has two volatile organic compounds, n-octane and \(n\)-decane, that are immiscible in water plus a nonvolatile organic compound that is also immiscible in water. The total pressure is \(0.98 \mathrm{bar}\), and the mole fractions of
\(12.0 \mathrm{kmole}\) of a mixture \(40 \mathrm{~mol} \%\) water and \(60 \mathrm{~mol} \% \mathrm{n}\)-butanol at 1.0 atm pressure is batch distilled in a system with an equilibrium still pot and a column with one equilibrium stage (total two equilibrium contacts). Vapor from the column is sent
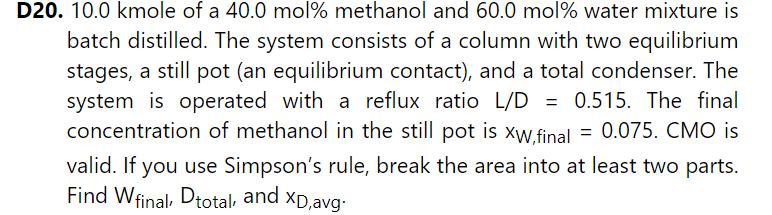
\(10.0 \mathrm{kmol}\) of a \(40.0 \mathrm{~mol} \%\) methanol and \(60.0 \mathrm{~mol} \%\) water mixture is processed in a normal batch distillation system with a still pot that acts as an equilibrium stage and a column with two equilibrium stages (total of three equilibrium contacts). The column
A nonvolatile solute is dissolved in \(1.0 \mathrm{kmol}\) of methanol. We wish to have the solute in \(1.0 \mathrm{kmol}\) of solution that is \(99.0 \mathrm{~mol} \%\) water and 1.0 \(\mathrm{mol} \%\) methanol. Because the solution is already concentrated, a first batch distillation to
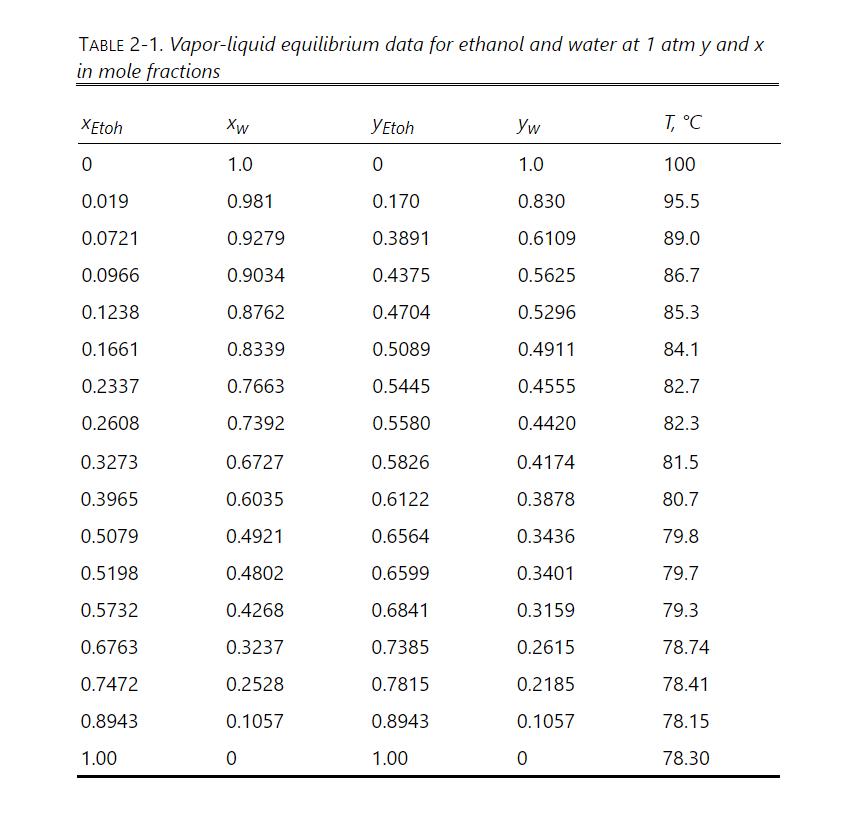
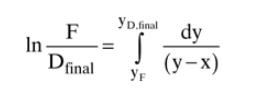
A differential condensation [see Eq. ( \(9-15)\) ] is done for a binary mixture of ethanol and water. The feed is \(0.50 \mathrm{kmol}\) of vapor that is \(10.0 \mathrm{~mol} \%\) ethanol. The differential condensation is continued until the vapor remaining is \(\mathrm{y}_{\mathrm{D}, \text {
\(1.5 \mathrm{kmol}\) of feed one that is \(40.0 \mathrm{~mol} \%\) methanol and \(60.0 \mathrm{~mol} \%\) water and \(1.0 \mathrm{kmol}\) of feed two that is \(20.0 \mathrm{~mol} \%\) methanol and \(80.0 \mathrm{~mol} \%\) water will be processed in a simple batch distillation. The following three
\(10.0 \mathrm{kmole}\) of a \(40.0 \mathrm{~mol} \%\) methanol and \(60.0 \mathrm{~mol} \%\) water mixture is batch distilled. The system consists of a column with two equilibrium stages, a still pot (an equilibrium contact), and a total condenser. The system is operated with a reflux ratio
Repeat Problem 9.D20 but for a distillation column with 30 stages. Think smart and this problem is less work than Problem 9.D20.Data From Problem 9.D20. D20. 10.0 kmole of a 40.0 mol% methanol and 60.0 mol% water mixture is batch distilled. The system consists of a column with two equilibrium
\(5.0 \mathrm{kmol}\) of \(60.0 \mathrm{~mol} \%\) methanol and \(40.0 \mathrm{~mol} \%\) water are batch distilled in a system with a still pot and a column with one equilibrium stage (two equilibrium contacts total). Distillate concentration is constant at 80.0 \(\mathrm{mol} \%\) methanol. The
\(1.2 \mathrm{kmol}\) of a \(10.0 \mathrm{~mol} \%\) ethanol and \(90.0 \mathrm{~mol} \%\) water feed is processed in a simple batch distillation system that consists of a still pot, a total condenser, and a fraction collector. We collect three fractions with \(\mathrm{x}_{\mathrm{W} 1}=7.0
Repeat all parts of Example 9-2, but determine \(\mathrm{S}\) by dividing Simpson's rule in two parts: from \(\mathrm{x}=1.0\) to \(\mathrm{x}=0.2\), and from \(\mathrm{x}=0.2\) to \(\mathrm{x}=0.1\).Example 9-2 A constant-mole batch distillation is being done to replace methanol with water as
In Problem 9.D23, fractions were collected from ethanol mole fractions \(\mathrm{x}_{\mathrm{F}}=0.10\) to \(\mathrm{x}_{\mathrm{W} 1}=0.07\), from \(\mathrm{x}_{\mathrm{W} 1}\) to \(\mathrm{x}_{\mathrm{W} 2}=0.04\), and from \(\mathrm{x}_{\mathrm{W} 2}\) to \(\mathrm{x}_{\mathrm{W} 3}=\)
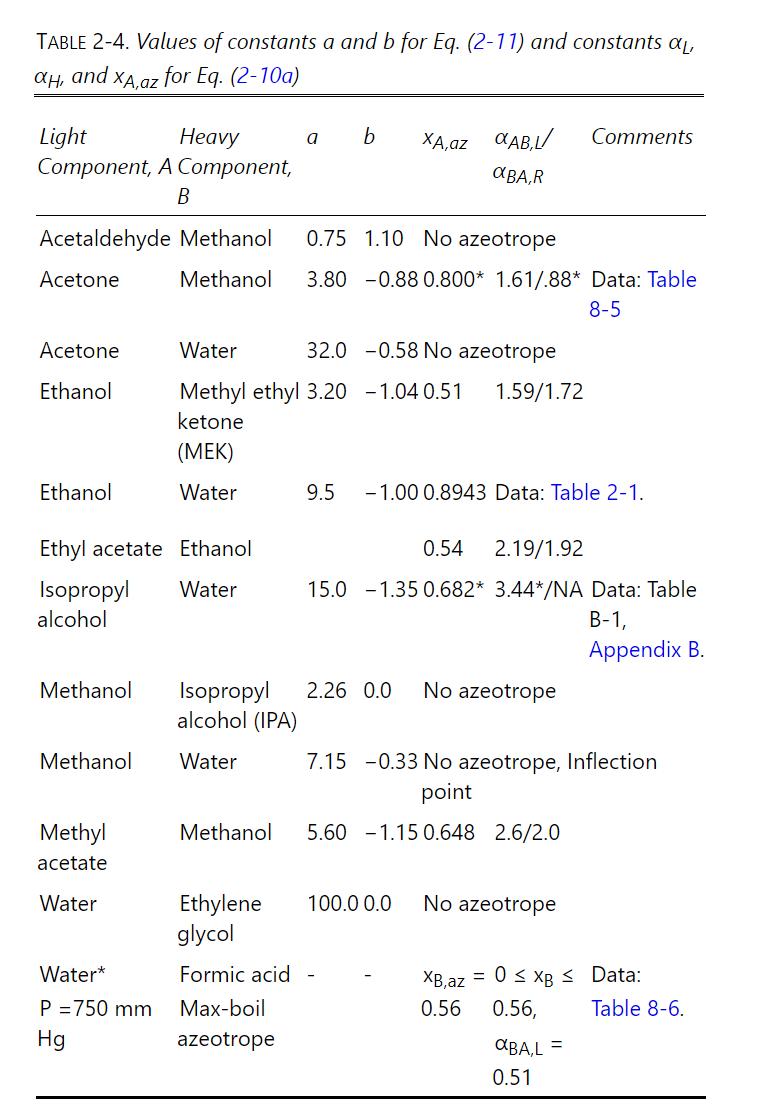
We want to use Eq. (9-14) to generate binary distillation residue curves for the system isopropanol (IPA)-water. The first step is to compare the fit of Eq. (9-14) ( \(\mathrm{a}\) and \(\mathrm{b}\) are given in Table 2-4) with the equilibrium data (in Table B-1 in Appendix B at the back of the
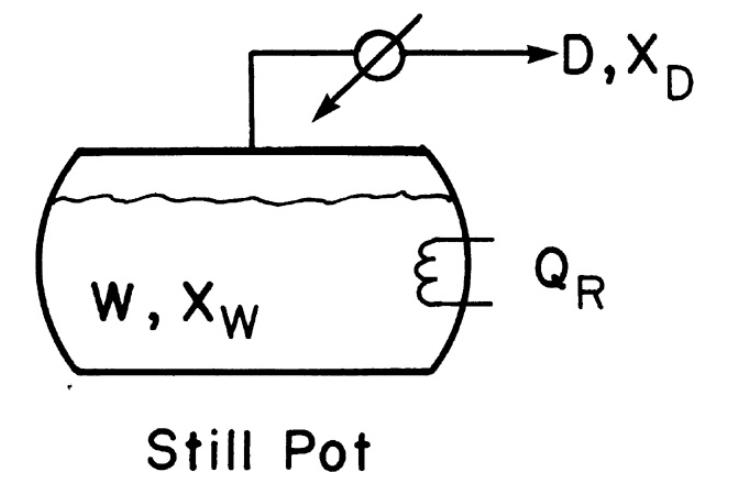
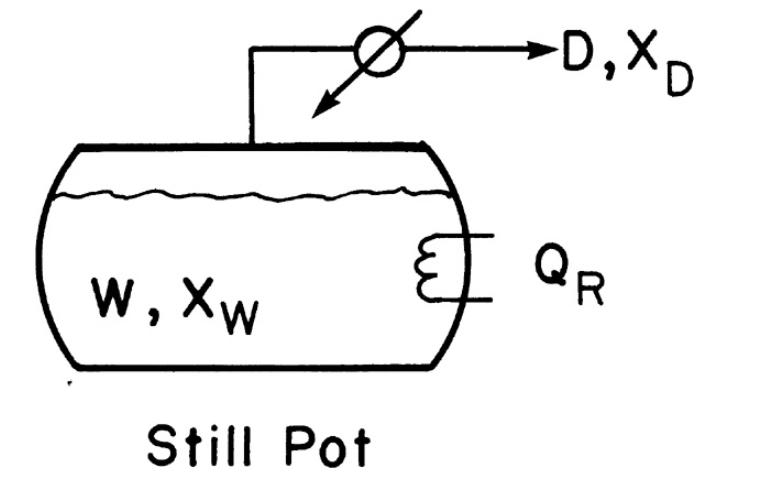
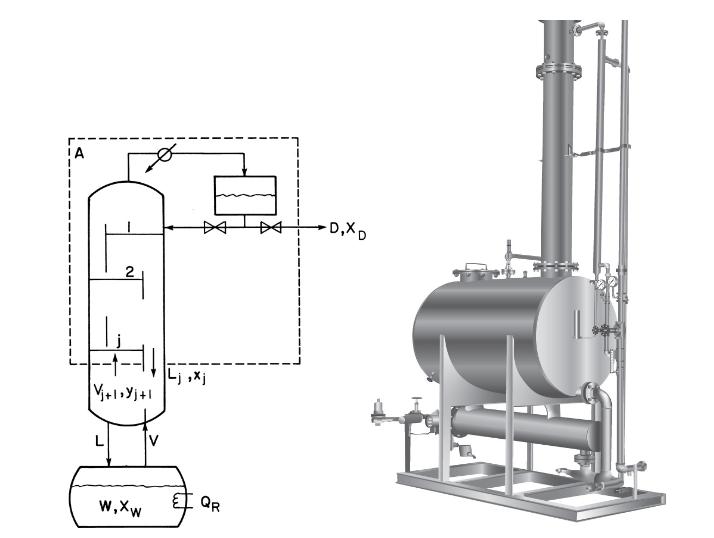
Why is the still pot in Figure 9-2B much larger than the column?Figure 9-2B V+Y+1 DA -D,XD Ljxj QR W,XW
In the derivation of the Rayleigh equation:a. In Eq. (9-4a), why do we have \(-x_{D} d W\) instead of \(-x_{D} d D\) ?Eq (9-4a)b. In Eq. (9-4a), why is the left-hand side \(-x_{D} d W\) instead of \(-d\left(x_{D} W\right)\) ?Eq (9-4a) -XD dW = -d(Wxw)
If you have a steam distillation system with immiscible organic and water phases plus a vapor phase, two volatile organic compounds plus a nonvolatile organic compound, at equilibrium how many degrees of freedom do you have? What variables do you pick?
Suppose you have two feeds containing methanol and water that you want to batch distill. One feed is \(60.0 \mathrm{~mol} \%\) methanol, and the other is \(32.0 \mathrm{~mol} \%\) methanol. How do you do the batch distillation to obtain the largest amount of distillate of a given mole fraction?
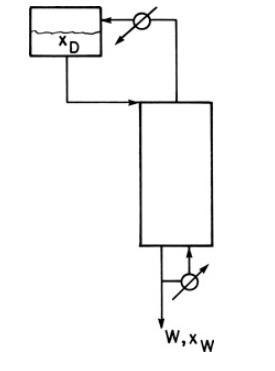
If we are doing a batch distillation of a heterogeneous azeotrope system, when would we employ a system similar to Figure 9-1, and when would we employ a system similar to Figure 9-10 (in Problem 9.D9)?Figure 9-1Figure 9-10Problem 9-D9. w, xw Still Pot -DXD QR
List all the different ways a binary batch or inverted batch problem can be specified. Which of these will be trial and error?
What can be done if an existing batch system cannot produce the desired values of \(\mathrm{x}_{\mathrm{D}}\) and \(\mathrm{x}_{\mathrm{W}}\) even at total reflux? Generate ideas for both operating and equipment changes.
Develop ideas for how you would reprocess or utilize the offcuts from a batch distillation that collects fractions.
For a binary multistage batch distillation with constant \(\mathrm{x}_{\text {dist }}\), prove that the mass balances over the entire batch period and the Rayleigh equation both give Eq. ( \(9-26)\).Equation (9-26) W final = [(XD-x)/(XD-Xn)]F
Assume that holdup in the column and in the total reboiler is negligible in an inverted batch distillation (Figure 9-9).Figure 9-9a.* Derive the appropriate form of the Rayleigh equation.b. Derive the necessary operating equations for CMO. Sketch the McCabe-Thiele diagrams. Mx'M XD
If relative volatility can be assumed constant over the change in concentration for each fraction, Eq. \((9-13)\) can be adapted to the collection of fractions from a simple binary batch distillation. Derive the equations for a simple batch with three distillate fractions collected.Eq. (9-13) In
Suppose you want to do a constant mole distillation to change solvents. The solute is nonvolatile and the equilibrium between the two solvents is \(\mathrm{y}=\mathrm{x}\). Can you do a constant mol batch distillation? If yes, what is the equation that relates \(\mathrm{S}\) to the change in
A distillation column separates \(100.0 \mathrm{kmol} /\) day of a saturated liquid feed that is \(20.0 \mathrm{~mol} \%\) ethanol (E), \(35.0 \mathrm{~mol} \% \mathrm{n}\)-propanol (P), and \(45.0 \mathrm{~mol} \%\) n-butanol (But). Fractional recovery of butanol in bottoms \(=0.972\). Bottoms
We are separating \(100.0 \mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed that is 45.0 \(\mathrm{mol} \%\) propane \((\mathrm{P}), 15.0 \mathrm{~mol} \%\) n-butane \((B)\), and \(40.0 \mathrm{~mol} \%\) n-hexane (H). Relative volatilities are \(\alpha_{\mathrm{P}-\mathrm{P}}=1.0,
We are separating a mixture of propylene, propane, and isobutane in a distillation column with a partial condenser and a partial reboiler at a pressure of 15.0 bar. We desire a 0.999 fractional recovery of propylene in the distillate, at least a 0.950 fractional recovery of propane in the bottoms,
Separation of propylene from propane is a very important but expensive distillation. Your boss wants to know the effect of changing the column pressure on the number of stages and on the temperature at which the distillate condenses. Use the FUG method to estimate the number of stages required for
A special column acts as exactly three equilibrium stages. Operating at total reflux, we measure vapor composition leaving the top stage and the liquid composition leaving the bottom stage. The column is separating phenol from o-cresol. We measure a phenol liquid mole fraction leaving the bottom
Separate 1,2-dichloroethane from 1,1,2-trichloroethane at 1 atm. Distillate is \(99.15 \mathrm{~mol} \%\) 1,2-dichloroethane, and bottoms is 1.773 \(\mathrm{mol} \%\) 1,2-dichloroethane. Saturated liquid feed is \(60.0 \mathrm{~mol} \% 1,2-\) dichloroethane. Relative volatility is approximately
A distillation column will separate \(100.0 \mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed at \(200 \mathrm{kPa}\) that is \(20.0 \mathrm{~mol} \%\) propane (Pro), \(35.0 \mathrm{~mol} \%\) n-pentane (Pen), and \(45.0 \mathrm{~mol} \% \mathrm{n}\)-hexane (Hex). The column has a total
A mixture of acetone and ethanol is distilled at \(1.0 \mathrm{~atm}\) in a distillation column with a total condenser and a partial reboiler. We desire a distillate that is 0.999 mole fraction acetone and a bottoms that is 0.0013 mole fraction acetone. Feed is \(40 \mathrm{~mol} \mathrm{\%}
Your boss wants some idea of how expensive it will be to distill 155.0 \(\mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed that is \(5.0 \mathrm{~mol} \%\) methane, \(10.0 \mathrm{~mol} \%\) ethane, \(15.0 \mathrm{~mol} \%\) n-butane, \(22.0 \mathrm{~mol} \% \mathrm{n}\)-pentane, \(22.0
We wish to separate a mixture of \(40.0 \mathrm{~mol} \%\) benzene and \(60.0 \mathrm{~mol} \%\) ethylene dichloride in a distillation column with a partial reboiler and a total condenser. The feed rate is \(750 \mathrm{~mol} / \mathrm{h}\), and the feed is a saturated vapor. We desire a distillate
We are separating a mixture of benzene, toluene, and xylene in a distillation rectifying column. The column has a total condenser and no reboiler. The feed is a saturated vapor that is fed into the bottom stage of the column, flow rate \(\mathrm{F}=150 \mathrm{kmol} / \mathrm{h}\), and feed is
When is a non-key distributing, and when is it nondistributing? For almost all chemicals, five 9 s purity \{concentrations of impurity below \(10.0 \mathrm{ppm}\), mass (mass fraction \(
We simulate a distillation column and find we can obtain the desired separation with 31 stages plus a partial reboiler and a total condenser if we use an \(L / D=3\). With total reflux, we find that the desired separation is obtained with 13 stages plus a partial reboiler and a total condenser.
A distillation column is separating toluene and xylene, \(\alpha=3.03\). The feed is a saturated liquid, and reflux is returned as a saturated liquid. \(p\) \(=1.0 \mathrm{~atm} . \mathrm{F}=100.0 \mathrm{kmol} / \mathrm{h}\). Distillate mole fraction is \(\mathrm{x}_{\mathrm{D}}=0.996\), and
We have a column separating benzene, toluene, and cumene. The column has a total condenser, a total reboiler, and nine equilibrium stages. The feed is \(25.0 \mathrm{~mol} \%\) benzene, \(30.0 \mathrm{~mol} \%\) toluene, and 45.0 \(\mathrm{mol} \%\) cumene. Feed rate is \(100 \mathrm{~mol} /
A distillation column is separating \(100.0 \mathrm{kmol} / \mathrm{h}\) of a saturated vapor feed that is \(30.0 \mathrm{~mol} \%\) ethanol, \(25.0 \mathrm{~mol} \% \mathrm{i}\)-propanol, \(35.0 \mathrm{~mol} \% \mathrm{n}-\) propanol, and \(10.0 \mathrm{~mol} \% \mathrm{n}\)-butanol at a pressure
A distillation column operating at \(200 \mathrm{kPa}\) separates \(100 \mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed at \(200 \mathrm{kPa}\) that is \(20 \mathrm{~mol} \%\) propane (Pro), 35 \(\mathrm{mol} \% \mathrm{n}\)-pentane (Pen), and \(45 \mathrm{~mol} \% \mathrm{n}\)-hexane
A distillation column is separating benzene ( \(\alpha=2.25\) ), toluene ( \(\alpha=\) \(1.00)\), and cumene ( \(\alpha=0.21\) ). The column is operating at \(101.3 \mathrm{kPa}\). The column has a total condenser and a partial reboiler, and the optimum feed stage is used. Reflux is a saturated
We are separating a mixture of ethanol and n-propanol. Ethanol is more volatile, and the relative volatility is approximately constant at 2.10. The feed flow rate is \(1000.0 \mathrm{kmol} / \mathrm{h}\). The feed is \(60 \mathrm{~mol} \%\) ethanol and is a saturated vapor. We desire
A depropanizer has the following feed and constant relative volatilities:Methane \((M): z_{M}=0.229, \alpha_{M-P}=9.92\)Propane \((\mathrm{P}): \mathrm{z}_{\mathrm{P}}=0.368, \alpha_{\mathrm{P}-\mathrm{P}}=1.00\)\(\mathrm{n}\)-Butane \((\mathrm{B}): \mathrm{z}_{\mathrm{B}}=0.322,
A distillation column with a partial reboiler and a total condenser operating at \(7.0 \mathrm{bar}\) is separating \(100.0 \mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed that is \(25.0 \mathrm{~mol} \%\) ethane (C2), \(35.0 \mathrm{~mol} \%\) n-butane (C4), and \(40.0 \mathrm{~mol} \%
Why is water often used as a solvent in extractive distillation?
Derive Eq. (8-14) for the two-column, binary heterogeneous azeotrope system.Equation (8-14) Ybut strip but in w -[(strip strip-1]Xbut in w,bot.strip
Showing 500 - 600
of 1819
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Last
Step by Step Answers