New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical engineering
Separation process principles 2nd Edition J. D. Seader - Solutions
Repeat Example 5.3 for N = 1, 3, 10, and 30 stages. Plot the percent absorption of each of the five hydrocarbons and the total feed gas, as well as the percent stripping of the oil versus the number of stages, N. What can you conclude about the effect of the number of stages on each component?
Solve Example 5.3 for an absorbent flow rate of 330 lbmol/h and three theoretical stages. Compare your results to the results of Example 5.3 and discuss the effect of trading stages for absorbent flow.
Estimate the minimum absorbent flow rate required for the separation calculated in Example 5.3 assuming that the key component is propane, whose flow rate in the exit vapor is to be 155.4 lbmol/h.
Solve Example 5.3 with the addition of a heat exchanger at each stage so as to maintain isothermal operation of the absorber at (a) 125°F(b) 150oFWhat is the effect of temperature on absorption in the range of 100 to 150°F?
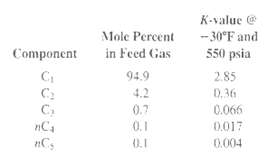
One million pound-moles per day of a gas of the following composition is to be absorbed by n-heptane at -30?F and 550 psia in an absorber having 10 theoretical stages so as to absorb 50% of the ethane. Calculate the required flow rate of absorbent and the distribution, in lbmol/h, of all the
A stripper operating at 50 psia with three equilibrium stages is used to strip 1,000 kmol/h of liquid at 300°F having the following molar composition: 0.03% C1, 0.22% C2, 1.82% C3, 4.47% nC4, 8.59% nC5, 84.87% nC10. The stripping agent is 1,000 kmol/h of superheated steam at 300°F and 50 psia.
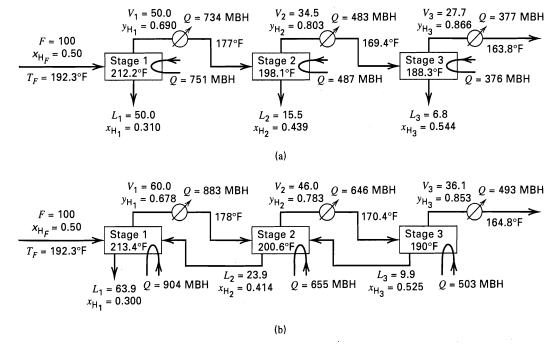
In Figure, is anything gained by totally condensing the vapor leaving each stage? Alter the processes in Figure 5.12a and 5.12b so as to eliminate the addition of heat to stages 2 and 3 and still achieve the sameseparations.
Repeat Example 5.4 for external reflux flow rates Lo of(a) 1,500 lbmol/h(b) 2,000 lbmol/h(c) 2,500 lbmol/hPlot dc3/bc3 as a function of Lo from 1,000 to 2,500 lbmolh. In making the calculations, assume that stage temperatures do not change from the results of Example 5.4. Discuss the effect of
Repeat Example 5.4 for the following numbers of equilibrium stages (see Figure):(a) M = 10, N = 10(b) M = 15, N = 15Plot dc3/bc3 as a function of M + N from 10 to 30 stages. In making the calculations, assume that state temperatures and total flow rates do not change from the results of Example
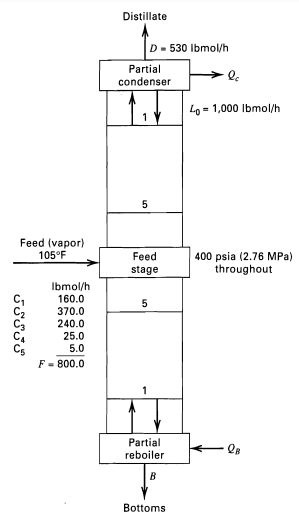
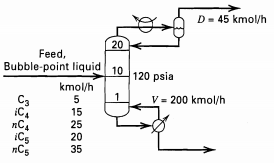
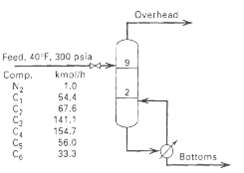
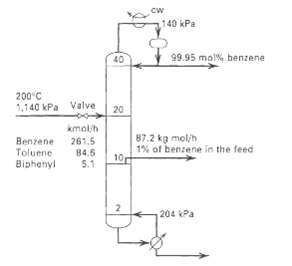
Use the Edmister group method to determine the compositions of the distillate and bottoms for the distillation operation shown in Figure. At column conditions, the feed is approximately 23 mol%vapor.
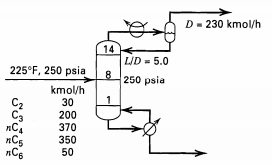
A bubble-point liquid feed is to be distilled as shown in Figure. Use the Edmister group method to estimate the mole-fraction compositions of the distillate and bottoms. Assume initial overhead and bottoms temperatures are 150 and 250°F,respectively.
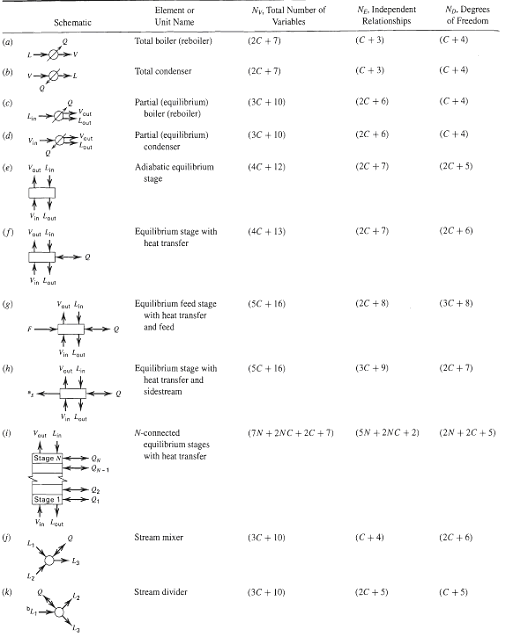
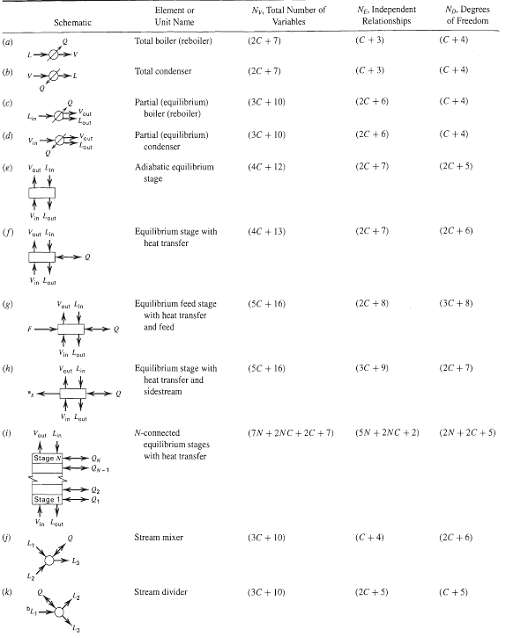
Verify the values given in Table 5.3 for NV, NE, and ND for a partial reboiler and a totalcondenser.
Verify the values given in Table 5.3 for NV, NE, and ND for a stream mixer and a streamdivider.
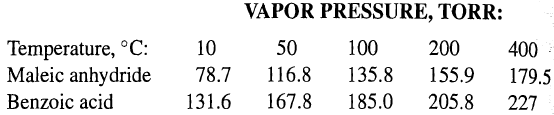
A mixture of maleic anhydride and benzoic acid containing 10 mol% acid is a product of the manufacture of phthalic anhydride. The mixture is to be distilled continuously in a column with a total condenser and a partial reboiler at a pressure of 13.2 kPa (100 ton) with a reflux ratio of 1.2 times
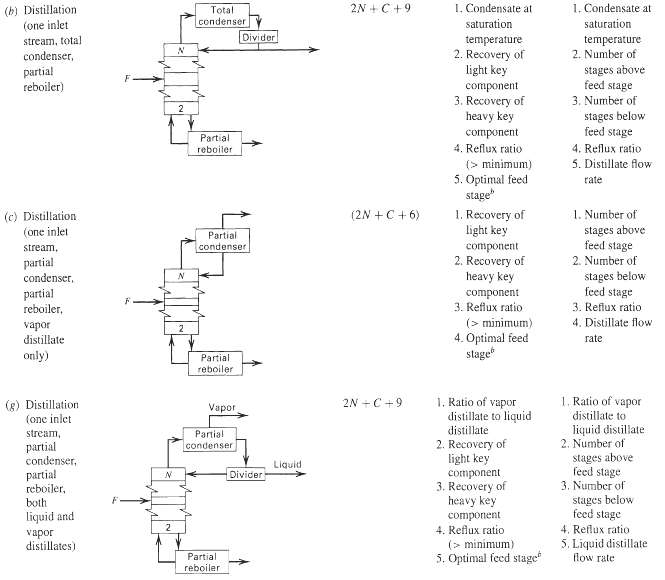
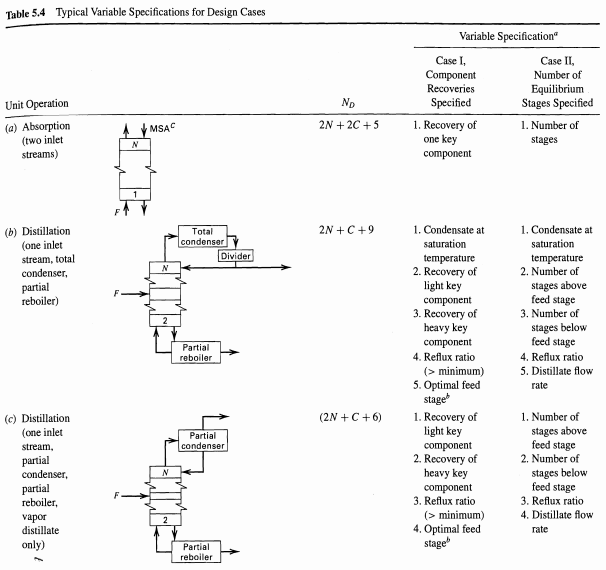
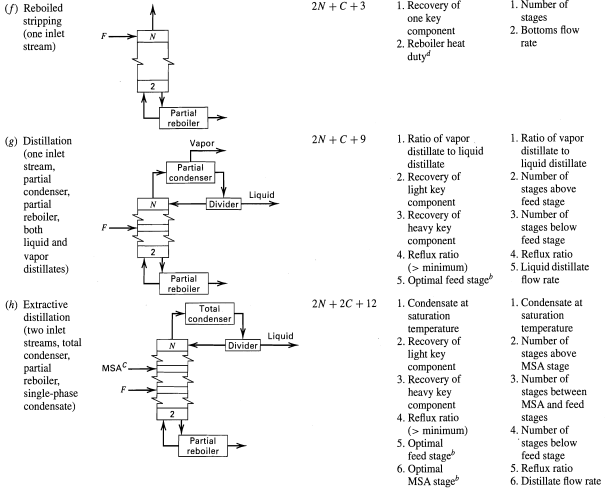
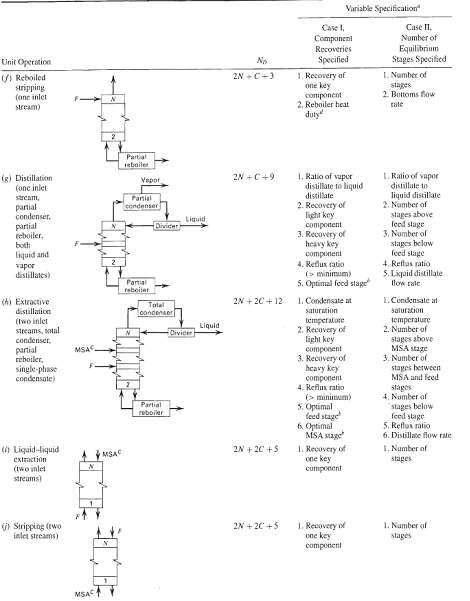
Verify ND for the following unit operations in Table 5.4: (b), (c), and (g). How would ND change if two feeds were used instead ofone?
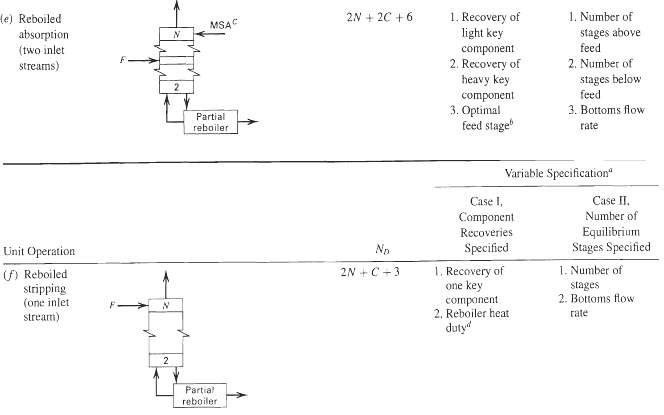
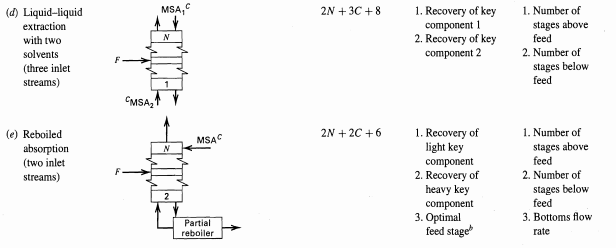
Verify ND for unit operations (e) and (f) in Table 5.4. How would ND change if a vapor side stream was pulled off some stage located between the feed stage and the bottomstage?
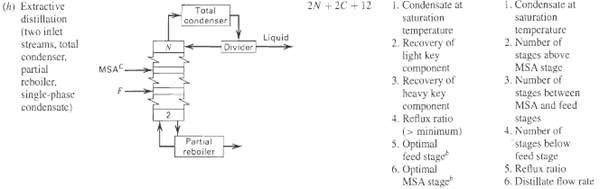
Verify ND for unit operation (h) in Table 5.4. How would ND change if a liquid side stream was added to a stage that was located between the feed stage and stage2?
The following are not listed as design variables for the distillation unit operations in Table 5.4:(a) Condenser heat duty(b) Stage temperature(c) Intermediate-stage vapor rate(d) Reboiler heat loadUnder what conditions might these become design variables? If so, which variables listed in Table 5.4
Show for distillation that, if a total condenser is replaced by a partial condenser, the number of degrees of freedom is reduced by 3, provided that the distillate is removed solely as a vapor.
Unit operation (b) in Table 5.4 is to be heated by injecting live steam directly into the bottom plate of the column instead of by using a reboiler, for a separation involving ethanol and water. Assuming a fixed feed, an adiabatic operation, atmospheric pressure throughout, and a top alcohol
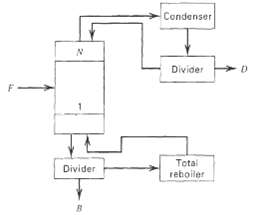
(a) For the distillation column shown in Figure, determine the number of independent design variables.(b) It is suggested that a feed consisting of 30% A, 20% B, and 50% C, all in moles, at 37.8oC and 689 kPa, be processed in the unit of Figure, consisting of a 15-plate, 3-m-diameter column that is
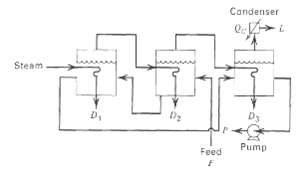
Calculate the number of degrees of freedom for the mixed-feed, triple-effect evaporator system shown in Figure. Assume that the steam and all drain streams are at saturated conditions and the feed is an aqueous solution of a dissolved organic solid. Also,assume that all overhead streams are pure
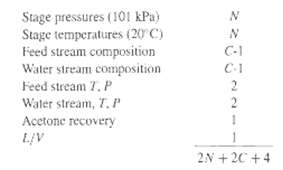
A reboiled stripper as shown in Figure is to be designed for the task shown. Determine(a) The number of variables.(b) The number of equations relating the variables.(c) The number of degrees of freedom and indicate.(d) Which additional variables, if any, need to bespecified.
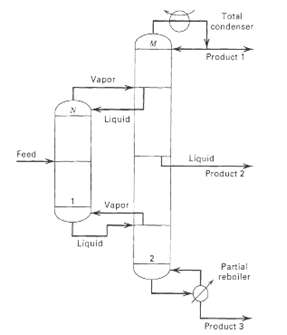
The thermally coupled distillation system shown in Figure is to be used to separate a mixture of three components into three products. Determine for the system(a) The number of variables.(b) The number of equations relating the variables.(c) The number of degrees of freedom and propose.(d) A
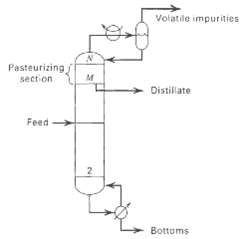
When the feed to a distillation column contains a small amount of impurities that are much more volatile than the desired distillate, it is possible to separate the volatile impurities from the distillate by removing the distillate as a liquid sidestream from a stage located several stages below
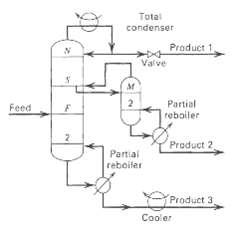
A system for separating a mixture into three products is shown in Figure. For it, determine(a) The number of variables.(b) The number of equations relating the variables.(c) The number of degrees of freedom and propose.(d) A reasonable set of designvariables.
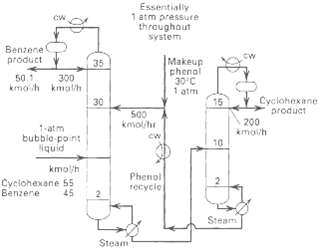
A system for separating a binary mixture by extractive distillation, followed by ordinary distillation for recovery and recycle of the solvent, is shown in Figure. Are the design variables shown sufficient to specify the problem completely? If not, what additional design variables showed sufficient
A single distillation column for separating a three component mixture into three products is shown in Figure. Are the design variables shown sufficient to specify the problem completely? If not, what additional design variable(s) would youselect?
In any absorption operation, the absorbent is stripped to some extent depending on the K-value of the absorbent. In any stripping operation, the stripping agent is absorbed to some extent depending on its K-value. In Figur, it is seen that both absorption and stripping occur. Which occurs to the
Prior to 1950, only two types of commercial random packings were in common use: Raschig rings and Berl saddles. Starting in the 1950s, a wide variety of commercial random packings began to appear. What advantages do these newer packings have? By what advances in packing design and fabrication
Bubble-cap trays were widely used in the design of trayed towers prior to the 1960s. Today sieve and valve trays are favored. However, bubble-cap trays are still occasionally specified, especially for operations that require very high turndown ratios or appreciable liquid residence time. What
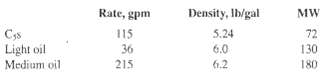
In Example 6.3, a lean oil of 250 MW is used as the absorbent. Consideration is being given to the selection of a new absorbent. Available streams are:Which stream would you choose? Why? Which streams, if any, areunacceptable?
Volatile organic compounds (VOCs) can be removed from water effluents by stripping in packed towers. Possible stripping agents are steam and air. Alternatively, the VOCs can be removed by carbon adsorption. The U.S. Environmental Protection Agency (EPA) has identified air stripping as the best
Prove by equations why, in general, absorbers should be operated at high pressure and low temperature, while strippers should be operated at low pressure and high temperature. Also prove, by equations, why a tradeoff exists between number of stages and flow rate of the separating agent.
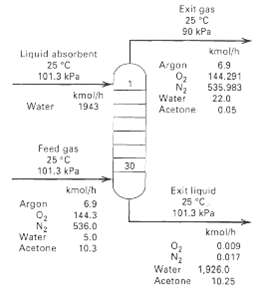
The exit gas from an alcohol fermenter consists of an air-C02 mixture containing 10 mol% C02 that is to be absorbed in a 5.0-N solution of triethanolamine, containing 0.04 mol of carbon dioxide per mole of amine solution. If the column operates isothermally at 25oC, if the exit liquid contains
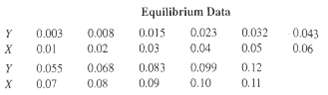
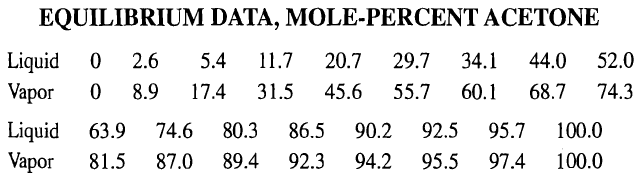
Ninety-five percent of the acetone vapor in an 85 vol% air stream is to be absorbed by countercurrent contact with pure water in a valve-tray column with an expected overall tray efficiency of 50%. The column will operate essentially at 20?C and 101 kPa pressure. Equilibrium data for acetone-water
A solvent-recovery plant consists of a plate-column absorber and a plate-column stripper. Ninety percent of the benzene (B) in the gas stream is recovered in the absorption column. Concentration of benzene in the inlet gas is 0.06 mol B/mol B-free gas. The oil entering the top of the absorber
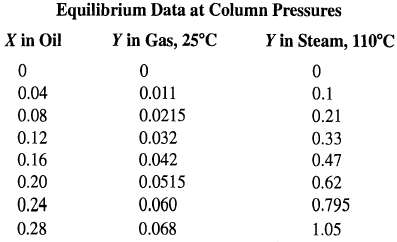
A straw oil used to absorb benzene from coke-oven gas is to be steam-stripped in a sieve-plate column at atmospheric pressure to recover the dissolved benzene. Equilibrium conditions at the operating temperature are approximated by Henry's law such that, when the oil phase contains 10 mol% C6H6,
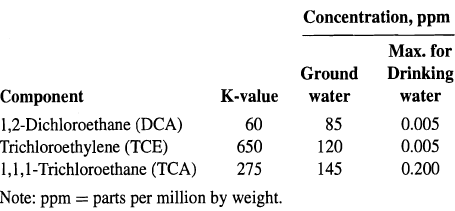
Groundwater at a flow rate of 1,500 gpm, containing three volatile organic compounds (VOCs), is to be stripped in a trayed tower with air to produce drinking water that will meet EPA standards. Relevant data are given below. Determine the maximum air flow rate in scfm (60F, 1 atm) and the number of
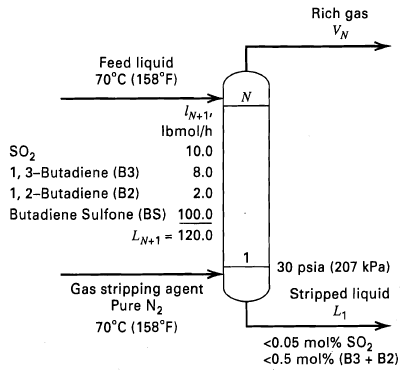
Sulfur dioxide and butadienes (B3 and B2) are to be stripped with nitrogen from the liquid stream as shown in Figure so thatbutadiene sulfone (BS) product will contain less than 0.05 mol% SO2 and less than 0.5 mol% butadienes. Estimate the flow rate of nitrogen, N2, and the number of equilibrium
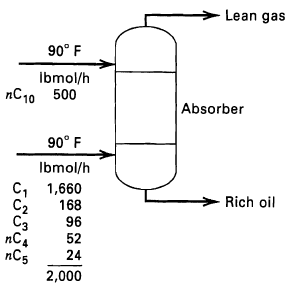
Determine by the Kremser method the separation that can be achieved for the absorption operation indicated in Figure for the following combinations of conditions:(a) Six equilibrium stages and 75 psia operating pressure,(b) Three equilibrium stages and 150 psia operating pressure,(c) Six
One thousand kilomoles per hour of rich gas at 70°F with 25% C1, 15% C2,25% C3, 20% nC4, and 15% nC5 by moles is to be absorbed by 500 kmol/h of nC10 at 90°F in an absorber operating at 4 atm. Calculate by the Kremser method the percent absorption of each component for 4, 10, and 30 theoretical
Using the performance data of Example 6.3, back-calculate the overall stage efficiency for propane and compare the result with estimates from the Drickamer-Bradford and O'Connell correlations.
Several hydrogenation processes are being considered that will require hydrogen of 95% purity. A refinery stream of 800,000 scfm (at 32oF, 1 atm), currently being used for fuel and containing 72.5% H2, 25% CH4, and 2.5% C2H6 is available. To convert this gas to the required purity, oil absorption,
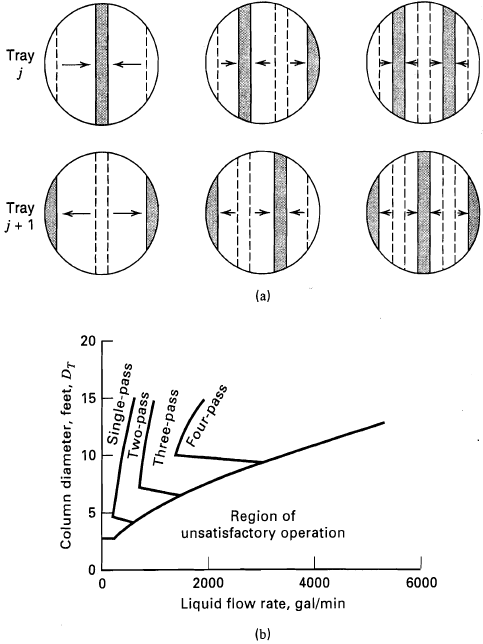
The absorption operation of Examples 6.1 and 6.4 is being scaled up by a factor of 15, such that a column with an 11.5-ft diameter will be needed. In addition, because of the low efficiency of 30% for the original operation, a new tray design has been developed and tested in an Oldershaw-type
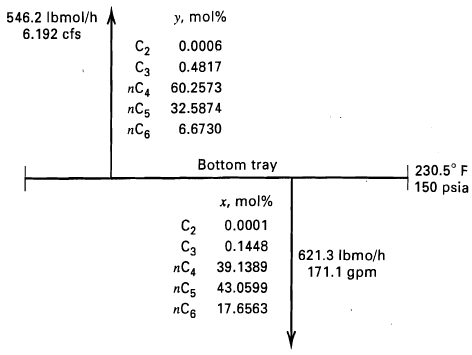
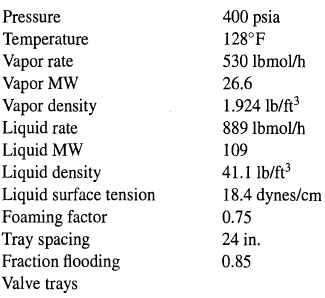
Conditions at the bottom tray of a reboiled stripper are as shown in Figure. If valve trays are used with a 24-in. tray spacing, estimate the required column diameter for operation at 80% offlooding.
Determine the flooding velocity and column diameter for the following conditions at the top tray of a hydrocarbon absorber equipped with valvetrays:
For Exercise 6.16, if a flow rate of 40,000 gpm of octane is used to carry out the absorption in a sieve-tray column using 24-in. tray spacing, a weir height of 2.5 in., and holes of 1/4-in, diameter, determine for a foaming factor of 0.80 and a fraction flooding of 0.70:(a) The column diameter
Repeat the calculations of Examples 6.5, 6.6, and 6.7 for a column diameter corresponding to 40% of flooding.
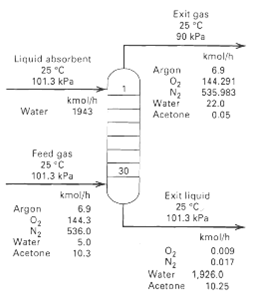
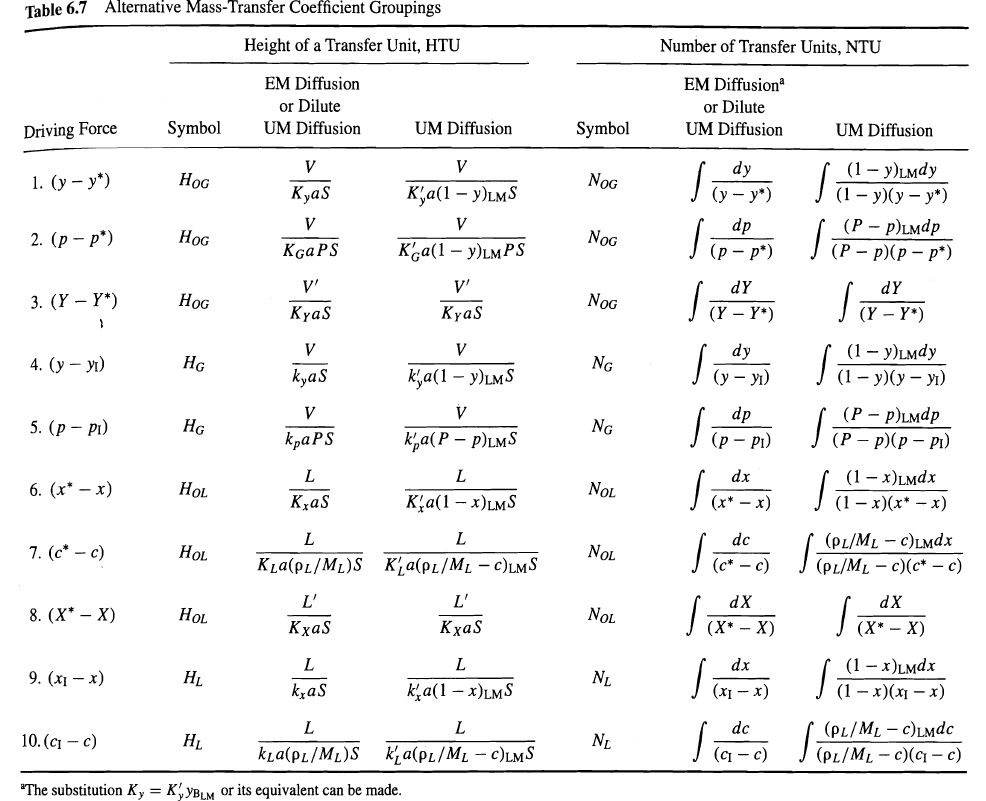
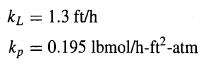
For the acetone absorber of Figure, assuming the use of sieve trays with a 10% hole area and &-in. holes with an 18-in, tray spacing, estimate:(a) The column diameter for a foaming factor of 0.85 and a fraction of flooding of 0,75,(b) The vapor pressure drop per tray.(c) The number of transfer
Design a VOC stripper for the flow conditions and separation of Example 6.2 except that the wastewater and air flow rates are twice as high. To develop the design, determine:(a) The number of equilibrium stages required.(b) The column diameter for sieve trays.(c) The vapor pressure drop per
Air containing 1.6 vol% sulfur dioxide is scrubbed with pure water in a packed column of 1.5-m2 cross-sectional area and 3.5-m height packed with no. 2 plastic Super Intalox saddles, at a pressure of 1 atm. Total gas flow rate is 0.062 kmol/s, the liquid flow rate is 2.2 kmol/s, and the outlet gas
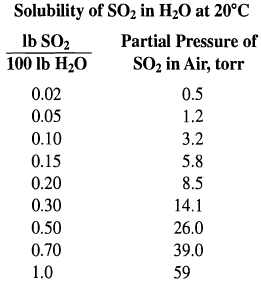
An SO2-air mixture is being scrubbed with water in a countercurrent-flow packed tower operating at 20°C and 1 atm. Solute-free water enters the top of the tower at a constant rate of 1,000 lb/h and is well distributed over the packing. The liquor leaving contains 0.6 lb S02/100 lb of solute-free
A wastewater stream of 600 gpm, containing 10 ppm (by weight) of benzene, is to be stripped with air in a packed column operating at 25oC and 2 atm to produce water containing 0.005 ppm of benzene. The packing is 2-in. Flexirings made of polypropylene. The vapor pressure of benzene at 25°C is
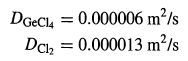
Germanium tetrachloride (GeC14) and silicon tetrachloride (SiC14) are used in the production of optical fibers. Both chlorides are oxidized at high temperature and converted to glasslike particles. However, the GeC14 oxidation is quite incomplete and it is necessary to scrub the unreacted GeC14
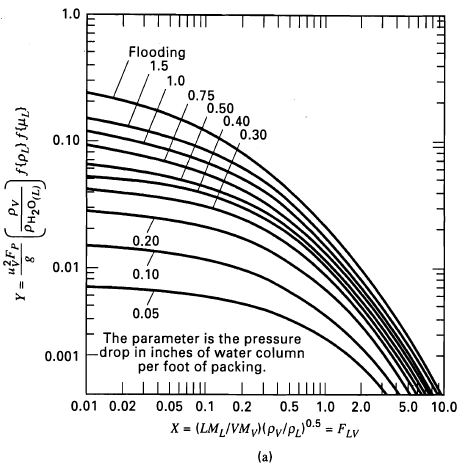
For the VOC stripping task of Exercise 6.26, the expert has suggested that we use a tower diameter of 0.80 m for which we can expect a pressure drop of 500 N/m2-m of packed height (0.612 in. H2O/ft). Verify the information from the expert by estimating:(a) The fraction of flooding using the GPDC
For the VOC stripping task of Exercise 6.26, the expert suggested certain mass-transfer coefficients. Check this information by estimating the coefficients from the correlations of Billet and Schultes by assuming that 2-in, plastic Flexiring packing has the same characteristics as 2-in. plastic
A 2 mol% NH3-in-air mixture at 68°F and 1 atm is to be scrubbed with water in a tower packed with 1.5-in, ceramic Berl saddles. The inlet water mass velocity will be 2400 lbk-ft2, and the inlet gas mass velocity 240 lb/h-ft2. Assume that the tower temperature remains constant at 68°F, at which
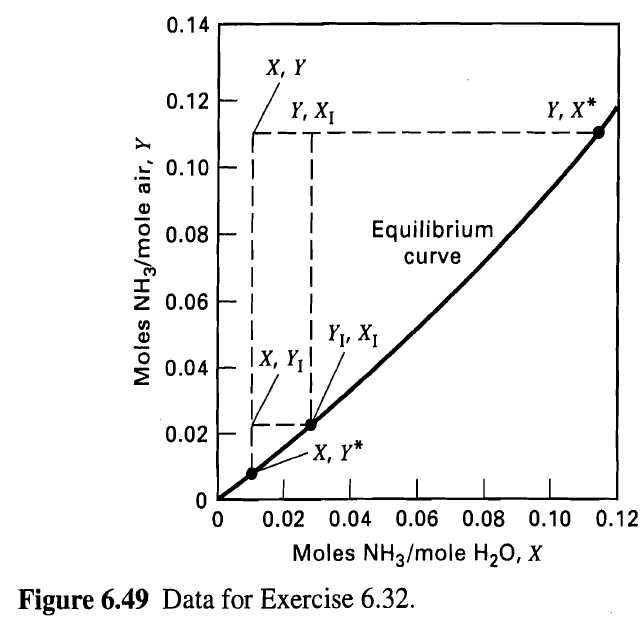
You are to design a packed column to absorb C02 from air into fresh, dilute-caustic solution. The entering air contains 3 mol% C02, and a 97% recovery of C02 is desired. The gas flow rate is 5,000 ft3/min at 60°F, 1 atm. It may be assumed that in the range of operation, the equilibrium curve is Y*
At a point in an ammonia absorber using water as the absorbent and operating at 101.3 kPa and 20°C, the bulk gas phase contains 10 vol% NH3. At the interface, the partial pressure of NH3 is 2.26 kPa. The concentration of the ammonia in the body of the liquid is 1 wt%. The rate of ammonia
One thousand cubic feet per hour of a 10 mol% NH3 in air mixture is required to produce nitrogen oxides. This mixture is to be obtained by desorbing an aqueous 20 wt% NH3 solution with air at 20°C. The spent solution should not contain more than 1 wt% NH3. Calculate the volume of packing required
Ammonia, present at a partial pressure of 12 torr in an air stream saturated with water vapor at 68°F and 1 atm, must be removed to the extent of 99.6% by water absorption at the same temperature and pressure. Two thousand pounds of dry air per hour are to be handled.(a) Calculate the minimum
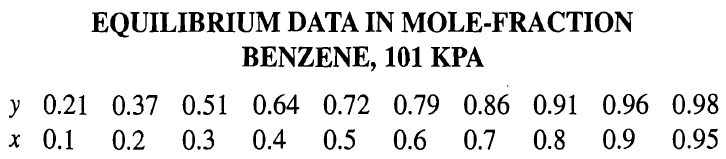
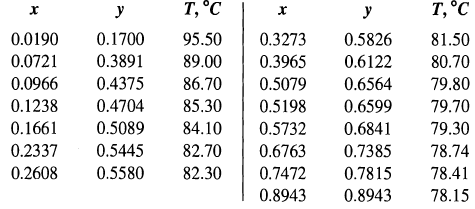
Exit gas from a chlorinator consists of a mixture of 20 mol% chlorine in air. This concentration is to be reduced to 1% chlorine by water absorption in a packed column to operate isothermally at 20°C and atmospheric pressure. Using the following equilibrium x-y data, calculate for 100 kmol/h of
Calculate the diameter and height for the column of Example 6.15 if the tower is packed with 1.5-in. metal Pall rings. Assume that the absorbing solution has the properties of water and use conditions at the bottom of the tower, where flow rates are highest.
You are asked to design a packed column to recover acetone from air continuously, by absorption with water at 60°F. The air contains 3 mol% acetone, and a 97% recovery is desired. The gas flow rate is 50ft3/min at 60°F, 1 atm. The maximum-allowable gas superficial velocity in the column is 2.4
Determine the diameter and packed height of a countercurrently operated packed tower required to recover 99% of the ammonia from a gas mixture that contains 6 mol% NH3 in air. The tower, packed with l-in. metal Pall rings, must handle 2,000 ft3/min of gas as measured at 68oF and 1 atm. The entering
A tower, packed with Montz B1-200 metal structured packing, is to be designed to absorb SO2 from air by scrubbing with water. The entering gas, at an SO2-free flow rate of 6.90 lbmollh-ft2 of bed cross section, contains 80 mol% air and 20 mol% SO2. Water enters at a flow rate of 364 lbmol/h-ft2 of
List as many differences between absorption and distillation as you can. List as many differences between stripping and distillation as you can.
Prior to the 1980s, packed columns were rarely used for distillation unless column diameter was less than 2.5 ft. Explain why, in recent years, some existing trayed towers are being retrofitted With packing and some new large-diameter columns are being designed for packing rather than trays.
A mixture of methane and ethane is to be separated by distillation. Explain why water cannot be used as the coolant in the condenser. What would you choose as the coolant?
A mixture of ethylene and ethane is to be separated by distillation. Determine the maximum operating pressure of the column. What operating pressure would you suggest? Why?
Under what circumstances would it be advisable to conduct laboratory or pilot-plant tests of a proposed distillation separation?
Explain why an economic tradeoff exists between the number of trays and the reflux ratio.
Following the development by Sore1 in 1894 of a mathematical model for continuous, steady-state, equilibrium-stage distillation, a number of methods were proposed for solving the equations graphically or algebraically during an 18-year period from 1920 to 1938, prior to the availability of digital
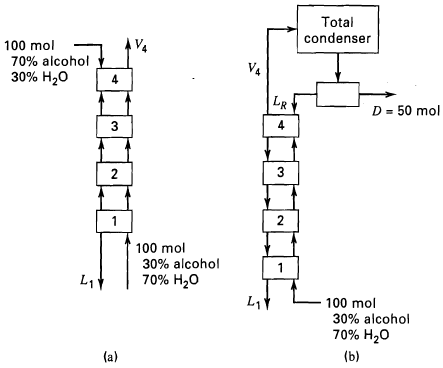
(a) For the cascade shown in Figure a, calculate the compositions of streams V4 and L1. Assume atmospheric pressure, saturated liquid and vapor feeds, and the vapor-liquid equilibrium data given below. Compositions are in mole percent.(b) Given the feed compositions in cascade (a), how many
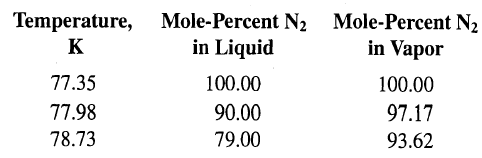
Liquid air is fed to the top of a perforated-tray reboiled stripper operated at substantially atmospheric pressure. Sixty percent of the oxygen in the feed is to be drawn off in the bottoms vapor product from the still. This product is to contain 0.2 mol% nitrogen. Based on the assumptions and data
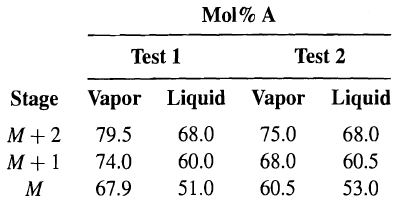
A mixture of A (more volatile) and B is being separated in a plate distillation column. In two separate tests run with a saturate- liquid feed of 40 mol% A, the following compositions, in mol% A were obtained for samples of liquid and vapor streams from three consecutive stages between the feed and
A saturated-liquid mixture containing 70 mol% benzene an 30 mol% toluene is to be distilled at atmospheric pressure to produce a distillate of 80 mol% benzene. Five procedures, described below, are under consideration. For each of the procedures, calculate late and tabulate:(a) Moles of distillate
A saturated-liquid mixture of benzene and toluene containing 50 mol% benzene is distillated in an apparatus consisting of a still pot, one theoretical plate, and a total condenser. The still pot is equivalent to one equilibrium stage, and the pressure is 101 kPa. The still is supposed to produce a
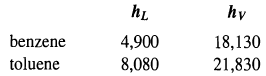
A fractionation column operating at 101 kPa is to separate 30 kgh of a solution of benzene and toluene containing 0.6 mass-fraction toluene into an overhead product containing 0.97 mass-fraction benzene and a bottoms product containing 0.98 mass-fraction toluene. A reflux ratio of 3.5 is to be
A mixture of 54.5 mol% benzene in chlorobenzene at its bubble point is fed continuously to the bottom plate of a column containing two theoretical plates. The column is equipped with a partial reboiler and a total condenser. Sufficient heat is supplied to the reboiler to give V/F = 0.855, and the
A continuous distillation operation with a reflux ratio (L/D) of 3.5 yields a distillate containing 97 wt% B (benzene) and bottoms containing 98 wt% T (toluene). Due to weld failures, the 10 plates in the bottom section of the column are ruined, but the 14 upper plates are intact. It is suggested
A distillation column having eight theoretical stages (seven in the column + partial reboiler + total condenser) is being used to separate 100 krnol/h of a saturated-liquid feed containing 50 mol% A into a product stream containing 90 mol% A. The liquid-to-vapor molar ratio at the top plate is
A distillation unit consists of a partial reboiler, a column with seven equilibrium plates, and a total condenser. The feed consists of a 50 mol% mixture of benzene in toluene. It is desired to produce a distillate containing 96 mol% benzene, when operating at 101 kPa.(a) With saturated-liquid feed
A valve-tray fractionating column containing eight theoretical plates, a partial reboiler equivalent to one theoretical plate, and a total condenser is in operation separating a benzene-toluene mixture containing 36 mol% benzene at 101 kPa. Under normal operating conditions, the reboiler generates
A solution of methanol and water at 101 kPa containing 50 mol% methanol is continuously rectified in a seven-theoreticalplate, perforated-tray column, equipped with a total condenser and a partial reboiler heated by steam. During normal operation, 100 kmoVh of feed is introduced on the third plate
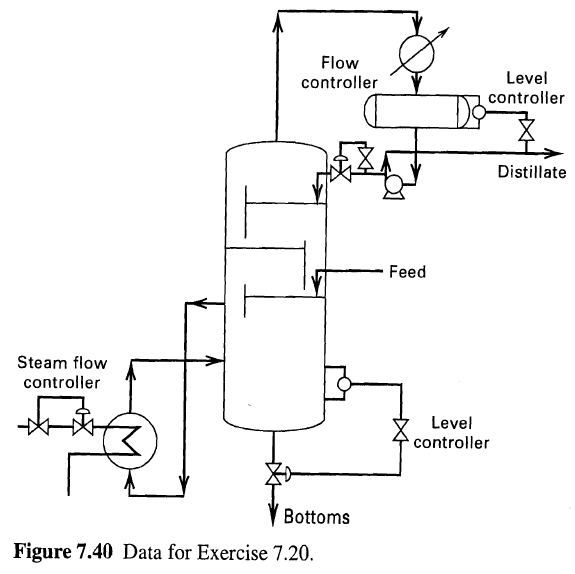
A fractionating column equipped with a partial reboiler heated with steam, as shown in Figure 7.40, and with a total condenser, is operated continuously to separate a mixture of 50 mol% A and 50 mol% B into an overhead product containing 90 mol% A and a bottoms product containing 20 mol% A. The
A saturated-vapor mixture of maleic anhydride and benzoic acid containing 10 mol% acid is a by-product of the manufacture of phthalic anhydride. This mixture is distilled continuously at 13.3 kPa to give a product of 99.5 mol% maleic anhydride and a bottoms of 0.5 mol% anhydride. Using the data
A bubble-point binaiy mixture containing 5 mol% A in B is to be distilled o give a distillate containing 35 mol% A and a bottoms product containing 0.2 mol% A. If the relative volatility is constant at a value of 6, calculate the following algebraically, assuming that the column will be equipped
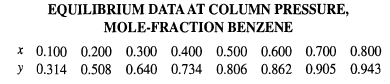
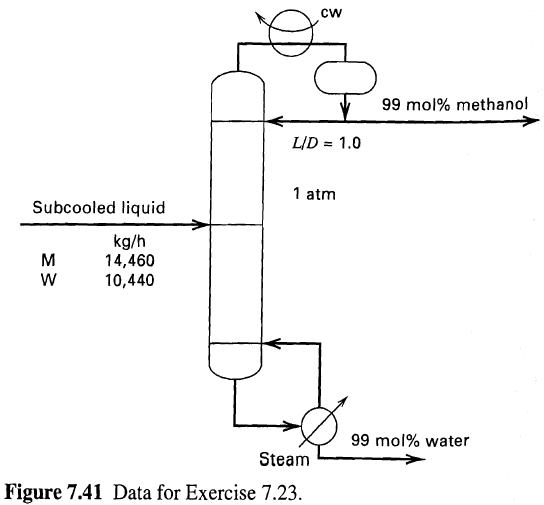
Methanol (M) is to be separated from water (W) by distillation as shown in Figure. The feed is subcooled such that q = 1.12. Determine the feed-stage location and the number of theoretical stages required. Vapor-liquid equilibrium data are given in Exercise7.19.
A saturated-liquid mixture of 69.4 mol% benzene (B) in toluene (T) is to be continuously distilled at atmospheric pressure to produce a distillate containing 90 mol% benzene, with a yield of 25 moles of distillate per 100 moles of feed. The feed is sent to, steam heated still (reboiler), where
A plant has a batch of 100 kmol of a liquid mixture containing 20 mol% benzene and 80 mol% chlorobenzene. It is desired to rectify this mixture at 1 atm to obtain bottoms containing only 0.1 mol% benzene. The relative volatility may be assumed constant at 4.13. There are available a suitable still
A mixture of acetone and isopropanol containing 50 mol% acetone is to be distilled continuously to produce an overhead product containing 80 mol% acetone and a bottoms containing 25 mol% acetone. If a saturated-liquid feed is employed, if the column is operated with a reflux ratio of 0.5, and if
A mixture of 40 mol% carbon disulfide (CS2) in carbon tetrachloride (CC4) is continuously distilled. The feed is 50% vaporized (q = 0.5). The top product from a total condenser is 95 mol% CS2, and the bottoms product from a partial reboiler is a liquid of 5 mol% CS2. The column operates with a
A distillation unit consists of a partial reboiler, a bubble-cap column, and a total condenser. The overall plate efficiency is 65%. The feed is a liquid mixture, at its bubble point, consisting of 50 mol% benzene in toluene. This liquid is fed to the optimal plate. The column is to produce a
A continuous distillation unit, consisting of a perforated-tray column together with a partial reboiler and a total condenser, is to be designed to operate at atmospheric pressure to separate ethanol and water. The feed, which is introduced into the column as liquid at its bubble point, contains 20
A solvent A is to be recovered by distillation from its water solution. It is necessary to produce an overhead product containing 95 mol% A and to recover 95% of the A in the feed. The feed is available at the plant site in two streams, one containing 40 mol% A and the other 60 mol% A. Each stream
A saturated-liquid feed stream containing 40 mol% n-hexane (H) and 60 mol% n-octane is fed to a plate column. A reflux ratio L/D equal to 0.5 is maintained at the top of the column. An overhead product of 0.95 mole fraction H is required, and the column bottoms is to be 0.05 mole fraction H. A
One hundred kilogram-moles per hour of a saturated liquid mixture of 12 mol% ethyl alcohol in water is distilled continuously by direct steam at 1 atm introduced directly to the bottom plate. The distillate required is 85 mol% alcohol, representing 90% recovery of the alcohol in the feed. The
A water-isopropanol mixture at its bubble point containing 10 mol% isopropanol is to be continuously rectified at atmospheric pressure to produce a distillate containing 67.5 mol% isopropanol. Ninety-eight percent of the isopropanol in the feed must be recovered. If a reflux ratio L/D of 1.5 times
Showing 1200 - 1300
of 6778
First
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Last
Step by Step Answers